壓鑄鋁合金用銑刀表面微織構及切削特性研究
2021-06-29 04:59:26何利華潘建峰
上海交通大學學報 2021年6期
關鍵詞:溝槽
何利華,潘建峰,倪 敬,馮 凱,崔 智
(1. 杭州電子科技大學 機械工程學院, 杭州 310018; 2. 杭州職業技術學院 特種設備學院, 杭州 310018)
鋁合金具有密度低、強度高、易成型、抗腐蝕性強、成本較低等優異的綜合性能,是當前燃油型與新能源車輛輕量化設計中最關鍵的材料.壓鑄鋁合金的使用量占車用鋁的54%~70%,其應用范圍涵蓋動力系統、傳動系統、轉向系統、底盤總成等[1].但是,壓鑄鋁合金的銑削一直是制造行業的難題.由于壓鑄鋁合金熔點較低,溫升后其塑性很大,在切削加工過程中,受高溫高壓的影響,切屑底層和前刀面的摩擦較大,滯留現象嚴重,易產生積屑瘤,導致工件的精度降低,表面粗糙度增加[2].由于切削區域的高溫主要來源于切屑在刀具表面的滑動摩擦,所以需要關注如何有效降低刀-屑接觸區域的摩擦.
從摩擦學的角度分析,光滑的摩擦副表面已經不能滿足更好的減摩性能,而具有微織構的摩擦副表面同時具有良好的減摩和耐磨性能.學者們通過觀察長期生活在高磨損自然環境中的生物,如蜣螂、沙漠蜥蜴、潮間帶貝類、穿山甲等,發現其表面存在有一定幾何形狀規律的微型結構,如鱗片形、凸包形、凹坑形、條形、網格形等[3].孫志宏等[4]在高速紡杯表面布置非光滑溝槽以獲得減黏降阻的特性.王春舉等[5]指出表面微織構具有降低摩擦阻力且不需要再增加重量的優點.因此,可以通過在刀具表面增加微織構的方法,減小切削過程中的切削力,減緩刀具磨損,提高刀具壽命,從而提高加工工件表面的質量.Xie等[6]利用金剛石V型砂輪在平面車刀表面加工出不同深度和不同橫縱比的微槽結構,通過切削對比試驗發現,與傳統平面車刀相比,前刀面上具有平行微槽結構的車削刀可以將干切削的切削力降低32.7%.陳亞東等[7]制備了具有平行和垂直于主切削刃的兩種長條狀表面微織構銑刀,并對碳纖維增強復合材料進行了端銑試驗.結果表明:相比于普通銑刀,兩種微織構銑刀銑削的表面粗糙度均有不同程度的降低.但是,在金屬切削加工領域,表面微織構的形貌研究主要集中于溝槽狀和凹坑狀,且多用于車削加工,在銑削加工中的應用較少.
合適的微織構是研究微織構銑刀加工特性的前提.因此,本文針對壓鑄鋁合金材料的銑削加工,并圍繞表面微織構的形貌,采用激光加工方法,分別在兩把三刃立銑刀前刀面的同一位置制備溝槽和V型陣列微織構,將其與普通銑刀進行銑削對比試驗,研究不同微織構對銑刀的負載和加工穩定性以及加工質量的影響.
1 銑削試驗方案設計
1.1 試驗設備
試驗設備為FEELER VMP-23A精密立式加工中心,主要技術參數:主軸功率為7.5 kW,主軸轉速為50~10 000 r/min,x、y和z軸行程分別為580、420、510 mm.采用Kistler 9119AA2力傳感器對銑削過程中的銑削力數據進行實時采集,采樣靈敏度為-26 pC/N (Fx、Fz方向)和-13 pC/N (Fy方向),量程為 -4~4 kN.其中,Fx、Fy和Fz分別為銑刀在x、y和z方向上的銑削力.該傳感器將采樣信號輸出至5090A型信號放大器,經5697A1型數據采集儀輸入計算機,通過頻譜分析軟件DynoWare進行數據分析;采用SJ-210粗糙度測量儀測量工件表面輪廓曲線和表面粗糙度;采用KEYENCE VHX-5000 超精細數碼顯微系統拍攝工件表面形貌.銑削加工試驗設備設置如圖1所示.

圖1 銑削加工試驗設備Fig.1 Experimental equipment of milling
1.2 試驗材料
銑削加工的工件材料為40 mm×30 mm×10 mm 的塊狀壓鑄鋁合金,其化學成分和力學性能如表1所示.其中,σb為最大抗拉強度,δ為斷后伸長率.試驗所用銑刀為整體式非涂層三刃立銑刀,其具體幾何參數如表2所示.

表1 壓鑄鋁合金的化學成分和力學性能Tab.1 Chemical composition and mechanical properties of die-casting aluminum alloy

表2 刀具幾何參數Tab.2 Geometric parameters of cutter
采用大族K20-CS激光機在銑刀前刀面制備垂直于主切削刃的溝槽和V型陣列表面微織構,其加工形貌如圖2所示.微織構尺寸參數如下:溝槽型由4條溝槽陣列布置,V型由4條連續V型槽陣列布置,每條溝槽和V型槽的長度均為1.5 mm,深度均為0.05 mm.
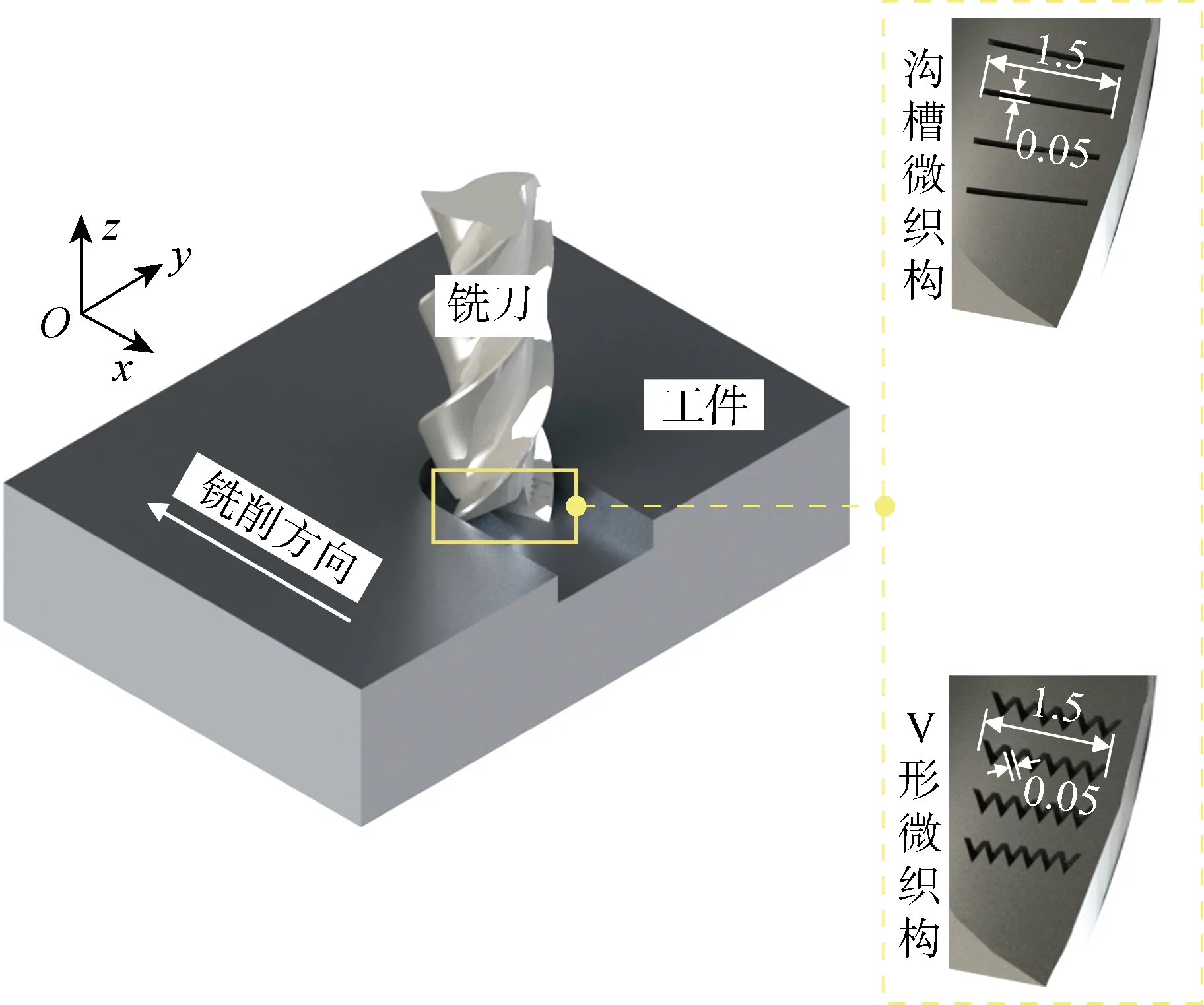
圖2 微織構銑刀的3D模型(mm)Fig.2 A 3D model of micro-textured milling cutter (mm)
1.3 試驗方案
試驗主要探求不同表面微織構銑刀對銑削加工特性的影響. 將普通銑刀與前刀面上分別刻有溝槽和V型陣列的表面微織構銑刀進行銑削試驗對比,每種刀具銑削工件5次,共計15次.3種銑刀的主軸轉速均為 2 000 r/min,進給速度均為200 mm/min,銑削深度均為2 mm.
2 試驗結果與分析
2.1 表面微織構對銑削力的影響
基于相同銑削加工參數下測得的普通銑刀和微織構銑刀銑削壓鑄鋁合金的銑削力數據,對加工過程中每一秒內的銑削負載求平均值,其結果如圖3所示.圖中,t為加工時間.

圖3 表面微織構銑刀對銑削力的影響Fig.3 Effect of surface micro-textured milling cutters on milling forces
圖3中,表面微織構銑刀的Fx和Fz均明顯小于普通銑刀的Fx和Fz,且V型陣列銑刀的Fy最小,溝槽陣列銑刀和普通銑刀的Fy較為接近.
對銑削力進行統計,3種不同銑刀的Fx、Fy和Fz的均值如表3所示.其中,ΔFx、ΔFy和ΔFz分別為相較于普通銑刀,微織構銑刀的Fx均值、Fy均值和Fz均值的降低程度.可知在壓鑄鋁合金的銑削加工方面,相較于普通銑刀,微織構銑刀,特別是V型陣列銑刀的銑削力明顯降低.這是由于在銑削過程中,刀-屑之間的摩擦阻力得到了相應改善,其微織構作用原理如圖4所示.其中,l1和l2分別為每條溝槽微織構與切屑、每條V型微織構與切屑的非接觸長度,v為切屑滑動的速度.

表3 銑削力均值Tab.3 Mean values of milling forces
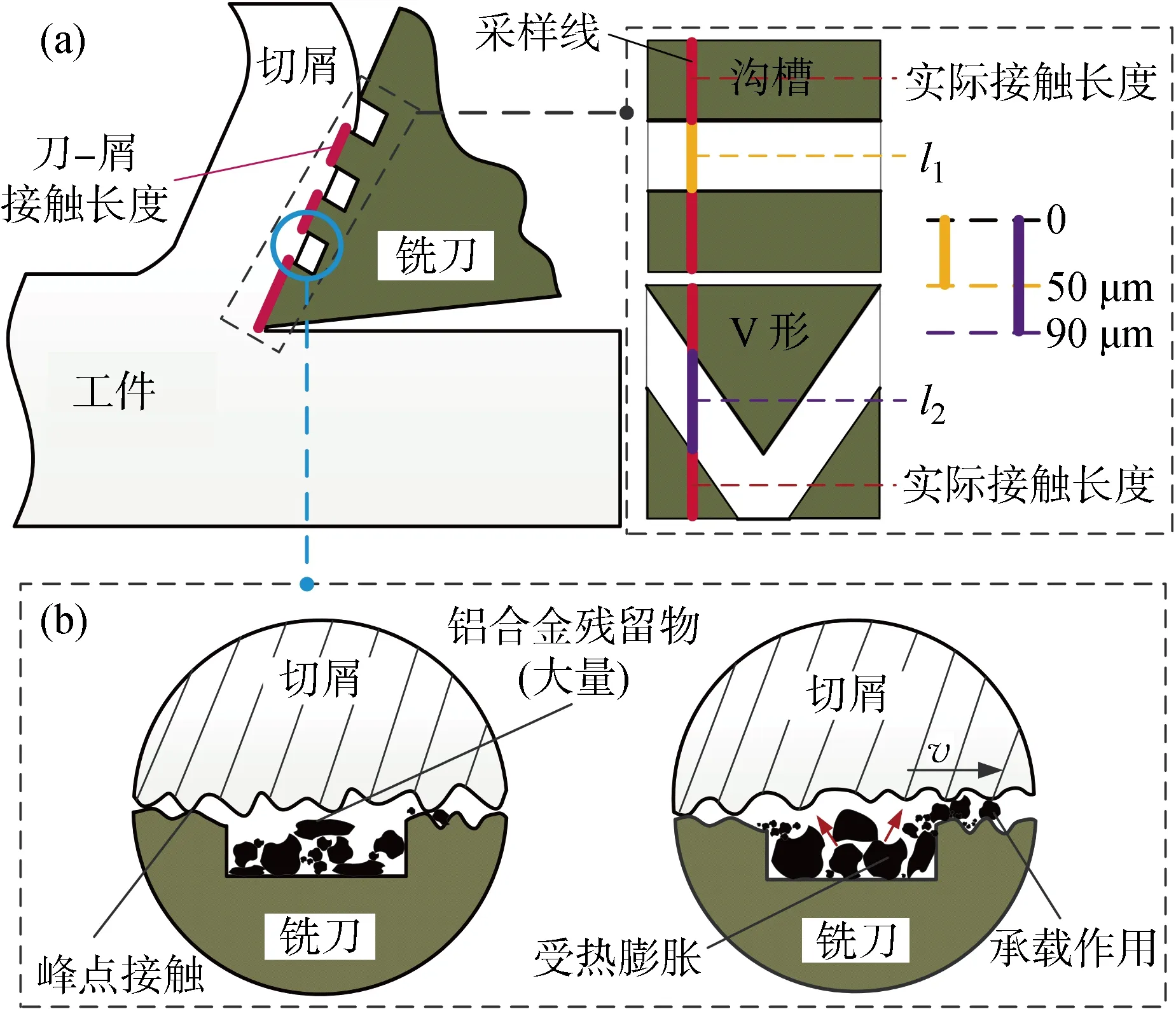
圖4 微織構銑刀的降載機理Fig.4 Mechanism of reducing cutting force of micro-textured milling cutter
根據斜角切削模型[8],切削三向力可以表示為
(1)
式中:aw為切削寬度;lf為刀-屑接觸長度;τc為前刀面平均剪切強度;γ0為刀具前角;β為摩擦角;Ψc為余偏角;Ψf為流屑角.
試驗中的切削寬度、進給量等切削參數和前角、余偏角等刀具角度為己知定量,而在刀具角度固定不變的條件下Ψf基本保持不變[9],則由式(1)可知,Fx、Fy和Fz均與lf成正比.從刀-屑接觸長度分析,當切屑與前刀面的實際接觸長度縮短時,切削力相應減小.沿切屑流動方向在銑刀前刀面取一條采樣線以評估刀-屑接觸長度(見圖4(a)).因為微織構銑刀上的刻蝕槽寬度均為50 μm,所以l1=50 μm,l2=90 μm.對于普通銑刀,lf≈1 mm,當將微織構銑刀與普通銑刀在相等的長度下進行刀-屑接觸長度的對比時,1 mm范圍內最多可以產生3條微織構.因此在銑削過程中,相較于普通銑刀,溝槽陣列銑刀的刀-屑實際接觸長度可以縮短15%,而V型陣列銑刀可以縮短27%.刀-屑實際接觸長度的縮短可以減小銑刀前刀面與切屑之間的摩擦力,因此微織構銑刀的切削力比普通銑刀的切削力小.本試驗中,V型陣列銑刀的刀-屑接觸長度最小,因此其切削力也最小.則3種不同類型銑刀減摩效果由好到差為V型陣列銑刀>溝槽陣列銑刀>普通銑刀.
根據戚寶運[10]的研究,銑刀前刀面的微織構不僅能夠縮短刀-屑接觸長度,產生較好的減摩效果,而且還能夠在一定程度上增大刀-屑間的熱量流動空間,增加熱傳導面積.試驗中,在1 mm2區域內溝槽微織構的表面積增加了30%,V型微織構的表面積增加了51%,因此V型銑刀的熱傳導效應最佳.
從微觀角度分析,刀-屑之間的接觸主要為峰點接觸[11](見圖4(b)).在銑削過程中,接觸峰點在高溫下容易形成冷焊結,而破壞冷焊結會產生一定的摩擦阻力.對此,可以采用微織構銑刀進行銑削加工.銑削過程分為以下兩個階段:
(1) 銑削初期,微織構內可以容納少量的工件殘留顆粒.同時,銑刀前刀面上的微織構可以減小切屑與前刀面的接觸面積,提高熱傳導效應,從而在一定程度上減少冷焊結的產生,減小銑削摩擦阻力.
(2) 銑削中后期,微織構內被大量工件殘留顆粒填覆.由于刀具材料采用線性膨脹系數為4.5×10-6/℃的硬質合金,而工件材料采用線性膨脹系數為24.94×10-6/℃的壓鑄鋁合金,所以根據軟相承載機理[12],微織構中的壓鑄鋁合金殘余顆粒受切削高溫影響發生膨脹而凸出硬質合金表面,部分殘留顆粒會在刀-屑相對運動的過程中進入銑削區域,并在部分峰點間起到承載作用,從而減小摩擦阻力.
相較于溝槽陣列銑刀,V型陣列銑刀的表面微織構面積更大,即V型陣列微織構能夠儲存更多的壓鑄鋁合金殘留物,使銑削過程中的銑削力進一步減小,從而減少刀具磨損,延長刀具使用壽命.
2.2 表面微織構對加工過程穩定性的影響
在銑刀前刀面上加工微織構通常會影響刀具表面的強度,同時也會改變銑刀的重心,從而影響銑削過程的強迫振動,降低銑削穩定性.在銑削過程中,切削力信號呈周期性變化,其變化頻率分為刀齒通過頻率(Tooth Passing Frequency,TPF)[13]和主軸轉動頻率(Spindle Frequency,SF),分別用fTFP和fSF表示,計算公式[14]為
fTFP=NS/60
(2)
fSF=S/60
(3)
式中:N為刀齒數;S為主軸轉速.
根據Toh[15]的研究結果,本試驗選擇x方向為進給方向.由于Fx遠大于Fy,y方向動態切削力的阻尼比小于x方向,所以Fy對顫振檢測最敏感.在正常情況下,如果用Fy反映銑削過程中的振動,則銑削力在fSF處均會出現幅值(FtA),且FtA在fTFP處取得最大值.試驗采用的銑刀齒數為3,設定主軸轉速為 2 000 r/min.對試驗中采集到的Fy相關數據進行快速傅里葉變換(Fast Fourier Transform,FFT),得到不同微織構銑刀Fy的頻譜分析圖,如圖5所示.其中,f為振動頻率,fSF=33.296 Hz,fTFP=99.990 Hz≈3fSF.
由圖5可知,表面微織構銑刀在fSF處的FtA均大于普通銑刀的FtA,這是刀具表面的微織構影響其表面強度和重心位置所造成的[11].同時,fSF整數倍處的FtA不同.在fTFP處,兩種微織構銑刀的FtA略小于普通銑刀的FtA;在6fSF處,FtA存在以下大小關系:普通銑刀>溝槽陣列銑刀>V型陣列銑刀.
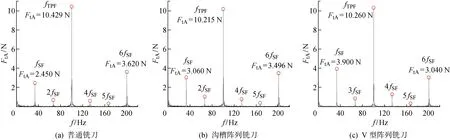
圖5 不同微織構銑刀Fy頻譜分析Fig.5 Spectrum analysis of Fy of different micro-textured milling cutters
刀具表面微織構的存在可以減小前刀面的摩擦,從而減弱振動[16].因此,試驗通過研究微織構對摩擦的作用來反映微織構刀具對振動的影響.圖6為前刀面與切屑黏結面積示意圖.刀具在切削塑性金屬時,切屑與前刀面間產生高溫、高壓,導致切屑底層軟化并黏嵌在前刀面靠近刀尖處,切屑的底層黏結處與上層金屬之間產生相對剪切滑移,屬于內摩擦;切屑在脫離前刀面之前,與前刀面存在一些突出點接觸的滑動區,屬于外摩擦.根據Yan等[17]的研究,內摩擦與材料的流動應力特性和黏結面積大小有關,且遠大于外摩擦.而刀具表面的微織構可以降低切屑與前刀面的接觸面積,使黏結的切屑在前刀面剪切滑移時更易從前刀面脫離,從而減少摩擦.
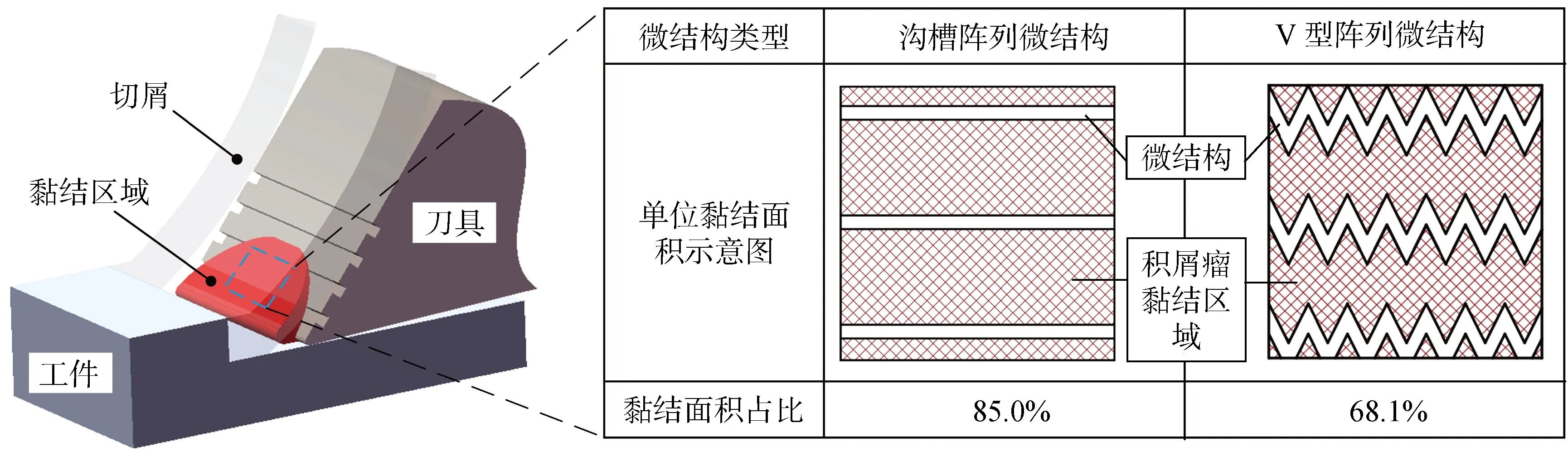
圖6 前刀面與切屑黏結面積示意圖Fig.6 Schematic diagram of unit contact area between front tool surface and built-up edge
在微織構刀具的刀尖處截取單位面積以評估切屑與前刀面的黏結面積(見圖6).V型陣列銑刀與切屑的黏結面積最小,其減少的摩擦最多,振幅最小.由此可知,刀具表面的微織構對切削加工穩定性具有積極的影響,適當的微織構能夠改善切削加工的穩定性.
2.3 銑刀表面微織構對加工表面粗糙度的影響
采用超精細數碼顯微系統拍攝3種不同類型銑刀加工后的工件表面形貌,如圖7(a)所示,藍色箭頭為粗糙度采樣方向;采用SJ-210表面粗糙度檢測儀對3種不同類型銑刀加工的工件表面進行檢測,結果如圖7(b)所示,Ra為表面粗糙度值.

圖7 不同微織構銑刀銑削下工件表面質量Fig.7 Surface quality of workpieces after milling with different micro-textured cutters
由圖7(a)可知,由普通銑刀加工的工件表面存在較多的燒蝕區域、犁溝和凹坑.在切削行進過程中,燒蝕區域是由刀齒剝落的焊接在已加工表面上的高溫碎屑形成的;犁溝是黏附在刀尖上的積屑瘤或副切削刃擠壓著碎屑而產生的劃痕.而當一些溫度相對較低的細小碎屑掉落在已加工表面上時,隨著切削的進行,銑刀的副切削刃或副后刀面會將其壓進底部已加工表面內,當下一刀齒旋轉經過時,又會將未完全壓入的碎屑剝離,使已加工表面形成凹坑[18].在圖7(b)中的1和2處,普通銑刀輪廓曲線的波峰與波谷差值較大,Ra為0.708 μm.相較于普通銑刀,由溝槽陣列銑刀加工后的工件表面沒有大面積的燒蝕區域,犁溝和凹坑明顯減少,如圖7(b)中3、4和5處,輪廓曲線的波峰與波谷差值減小,Ra為0.578 μm,表面均勻性顯著提高.由V型陣列銑刀加工后的工件表面存在少量且較為細膩的犁溝,凹坑比溝槽陣列銑刀的更淺.圖7(b)中6、7和8處的輪廓曲線雖然有小幅度的波動,但是曲線整體較為平穩,Ra為0.541 μm.
根據工件表面形貌和測得的粗糙度值可知,V型陣列銑刀的表面加工質量最好.這是因為在切削加工過程中,銑刀表面的微織構可以存儲刀具與切屑在接觸區域相對滑動摩擦產生的微小碎屑,使掉落在已加工表面的碎屑減少,從而減少燒蝕、犁溝和凹坑的形成,提升工件的表面完整性.V型陣列銑刀因其刻蝕槽整體空間尺寸大于溝槽陣列銑刀,所以存儲碎屑的能力也優于溝槽陣列銑刀,即V型陣列銑刀加工的工件的表面質量最佳.
3 結論
(1) 由銑削試驗可知,溝槽和V型陣列微織構均能夠減少刀屑間的摩擦,有效減小銑削力.相較于普通銑刀在Fx、Fy和Fz的均值,溝槽陣列銑刀的均值分別降低了3.8%、0.29%和11.7%,V型陣列銑刀的均值分別降低了8.5%、14.3%和12.4%.
(2) 由Fy時域數據的頻譜分析可知,表面微織構能夠破壞刀具的重心,令具有表面微織構的銑刀在fSF處的幅值均大于普通銑刀;但適當的微織構能夠減小刀具前刀面與積屑瘤的黏結面積,使積屑瘤容易脫落,從而提高銑削穩定性,即在fTFP處,微織構銑刀的幅值略小于普通銑刀;在6fSF處,幅值的大小關系為普通銑刀>溝槽陣列銑刀>V型陣列銑刀.
(3) 采用普通銑刀加工的工件表面存在嚴重的燒蝕和凹坑缺陷;采用微織構銑刀加工的工件表面無燒蝕區域,凹坑明顯減少,且V型陣列銑刀加工的工件具有最佳的表面質量.
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:28
西北工業大學學報(2022年2期)2022-05-11 07:50:12
建材發展導向(2022年1期)2022-03-08 01:52:36
輪胎工業(2021年10期)2021-12-24 17:23:35
機械制造(2021年8期)2021-08-23 10:12:44
裝備制造技術(2020年3期)2020-12-25 05:22:30
輪胎工業(2020年9期)2020-03-01 18:58:44
中國機械工程(2018年14期)2018-09-22 01:14:04
電子制作(2018年14期)2018-08-21 01:38:30
江西理工大學學報(2015年3期)2015-12-22 05:26:21
