整體式立銑刀螺旋角在機(jī)測(cè)量研究
2021-06-27 08:02:16陳思遠(yuǎn)馬術(shù)文
機(jī)械設(shè)計(jì)與制造 2021年6期
關(guān)鍵詞:測(cè)量
趙 銳,陳思遠(yuǎn),江 磊,馬術(shù)文
(西南交通大學(xué)機(jī)械工程學(xué)院,四川 成都 610031)
1 引言
螺旋刃立銑刀在鈦合金等難加工材料的加工中有著重要應(yīng)用,在高速加工和精密加工中也有廣泛應(yīng)用。立銑刀的幾何參數(shù)直接影響銑削加工的零件精度與質(zhì)量,對(duì)刀具使用壽命和切削性能也有重要的影響。其中螺旋角的大小將直接對(duì)切削力、已加工表面粗糙度、刀具壽命和失效形式產(chǎn)生影響,因此立銑刀的螺旋角測(cè)量尤為重要。
對(duì)于刀具幾何參數(shù)的測(cè)量,劉國(guó)華介紹了一種基于圖像處理的刀具幾何參數(shù)測(cè)量方法[1]。汪迪、葉峰等人基于機(jī)器視覺設(shè)計(jì)了一套影像檢測(cè)系統(tǒng)并研究銑刀刃面的圖像處理算法[2]。段能全等把基于計(jì)算機(jī)圖像處理的機(jī)器視覺技術(shù)引入到刀具參數(shù)測(cè)量中,利用圖像預(yù)處理和邊緣檢測(cè)等處理技術(shù),實(shí)現(xiàn)了刀具幾何參數(shù)測(cè)量的自動(dòng)化[3]。王巍、唐臣升等人提出了一種立銑刀周刃前角測(cè)量及計(jì)算方法,實(shí)現(xiàn)了立銑刀周刃前角測(cè)量及其實(shí)際作用角度計(jì)算[4]。田國(guó)富研究了基于計(jì)算機(jī)視覺檢測(cè)技術(shù)的高精度刀具測(cè)量系統(tǒng)[5]。上述研究都采用非接觸式測(cè)量方法測(cè)量立銑刀幾何參數(shù)。非接觸式測(cè)量方法具有非接觸、速度快、易于自動(dòng)化等優(yōu)點(diǎn)。但是由于光學(xué)系統(tǒng)的成像質(zhì)量、CCD相機(jī)的像素大小和圖像采集卡分辨率的限制,使測(cè)量精度與接觸式測(cè)量相比存在著一定的差距[6]。同時(shí)這些研究都采用離線測(cè)量的方法,這樣會(huì)導(dǎo)致測(cè)量效率低下。
針對(duì)上述問題,采用接觸式測(cè)量的方式在數(shù)控工具磨床上對(duì)加工完成的立銑刀的螺旋角進(jìn)行測(cè)量。通過立銑刀的裝夾位置、數(shù)學(xué)模型和測(cè)量輔助參數(shù)來確定探測(cè)點(diǎn)的坐標(biāo),根據(jù)探測(cè)點(diǎn)坐標(biāo)和測(cè)頭運(yùn)動(dòng)矢量計(jì)算測(cè)量數(shù)控代碼,在獲取了探測(cè)點(diǎn)測(cè)量坐標(biāo)后經(jīng)過數(shù)據(jù)處理算法求得立銑刀的螺旋角。
2 在機(jī)測(cè)量系統(tǒng)軟硬件組成
立銑刀螺旋角是在機(jī)測(cè)量系統(tǒng)中的一個(gè)被測(cè)參數(shù),首先研究在機(jī)測(cè)量系統(tǒng)的軟硬件組成。
2.1 系統(tǒng)硬件組成
如圖1所示,在機(jī)測(cè)量系統(tǒng)硬件由五軸工具磨床、測(cè)頭、數(shù)控系統(tǒng)和上位機(jī)組成。五軸工具磨床裝夾立銑刀、完成測(cè)量動(dòng)作,測(cè)頭與立銑刀接觸獲取探測(cè)點(diǎn)坐標(biāo)并將其傳輸?shù)缴衔粰C(jī),上位機(jī)生成測(cè)量代碼并對(duì)探測(cè)點(diǎn)坐標(biāo)進(jìn)行計(jì)算。
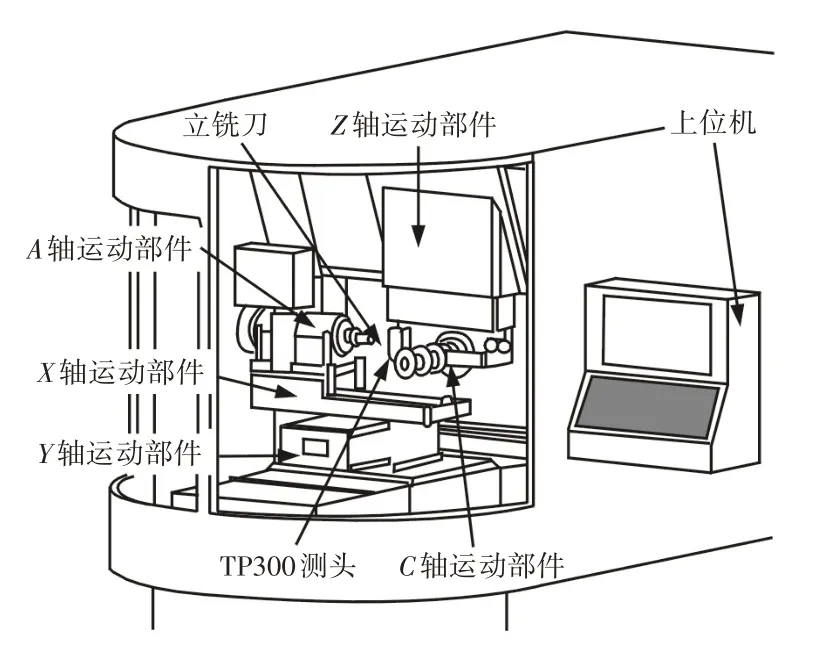
圖1 在機(jī)測(cè)量系統(tǒng)硬件組成Fig.1 Hardware of On-Machine Measurement System
2.2 系統(tǒng)軟件組成
在機(jī)測(cè)量系統(tǒng)軟件內(nèi)置到機(jī)床數(shù)控系統(tǒng)中,由立銑刀參數(shù)模塊、代碼生成模塊、測(cè)量模塊和數(shù)據(jù)處理模塊組成。各個(gè)模塊的輸入輸出數(shù)據(jù)、功能和包含的算法,如圖2所示。測(cè)量時(shí),首先在被測(cè)參數(shù)庫中選擇一個(gè)要測(cè)的幾何參數(shù),這里的測(cè)量參數(shù)為螺旋角。然后輸入測(cè)量輔助參數(shù),經(jīng)過測(cè)量運(yùn)動(dòng)文件生成算法和測(cè)量代碼生成算法處理生成測(cè)量數(shù)控代碼,之后執(zhí)行數(shù)控代碼由寄存器獲取探測(cè)點(diǎn)空間坐標(biāo),最后通過數(shù)據(jù)處理算法獲取測(cè)量結(jié)果。
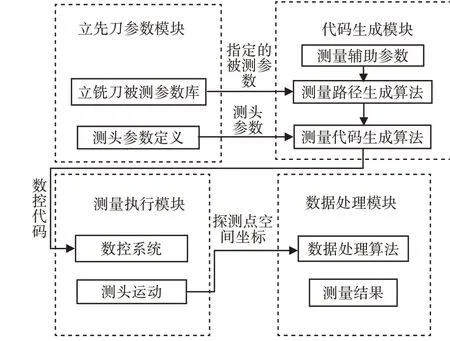
圖2 在機(jī)測(cè)量系統(tǒng)軟件組成Fig.2 Software of On-Machine Measurement System
3 螺旋角測(cè)量算法研究
3.1 測(cè)量運(yùn)動(dòng)文件生成算法
如圖3所示,建立工件坐標(biāo)系Ow-XwYwZw,坐標(biāo)系原點(diǎn)位于立銑刀刀刃起點(diǎn)主截面中心,X軸與立銑刀軸線重合,Z軸豎直向上,Y軸通過右手定則確定。測(cè)量路徑生成算法通過對(duì)立銑刀幾何參數(shù)數(shù)學(xué)模型進(jìn)行分析確定測(cè)量軌跡文件。測(cè)量運(yùn)動(dòng)文件由測(cè)頭運(yùn)動(dòng)點(diǎn)和測(cè)頭運(yùn)動(dòng)矢量組成,Pw(xw,yw,zw,1)T為測(cè)頭運(yùn)動(dòng)點(diǎn),F(xiàn)w(iw,jw,kw)T為測(cè)頭運(yùn)動(dòng)矢量。
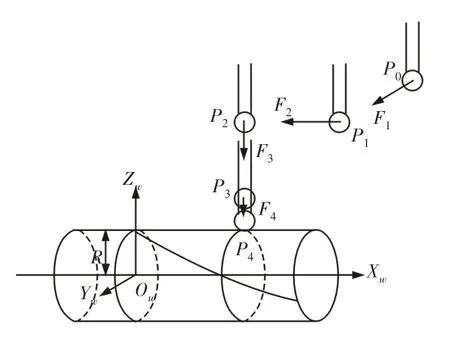
圖3 測(cè)量軌跡示意圖Fig.3 Schematic Diagram of the Measurement Track
測(cè)頭運(yùn)動(dòng)點(diǎn)包括探測(cè)點(diǎn)和探測(cè)接近點(diǎn)。探測(cè)接近點(diǎn)為測(cè)頭從起始運(yùn)動(dòng)到接近探測(cè)點(diǎn)的運(yùn)動(dòng)點(diǎn),如圖3中的P0、P1、P2、P3。探測(cè)點(diǎn)為立銑刀與測(cè)頭接觸的點(diǎn),如圖3中的P4探測(cè)點(diǎn)的確定包括確定探測(cè)點(diǎn)的數(shù)量和坐標(biāo)。
為了確定探測(cè)點(diǎn)數(shù)量和坐標(biāo),必須建立螺旋線模型。如圖4所示,圓柱等螺旋角立銑刀螺旋線上點(diǎn)P的坐標(biāo)Pw(xw,yw,zw)T為[7]:
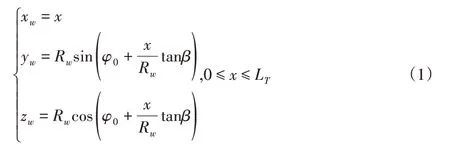
式中:β—設(shè)計(jì)螺旋角;LT—刀刃長(zhǎng);φ0—初始轉(zhuǎn)角;Rw—立銑刀半徑。
對(duì)式求導(dǎo),得到螺旋線的單位切矢量為:
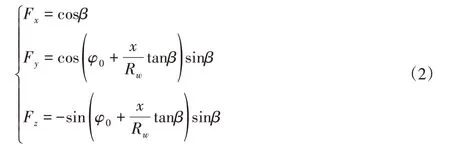
式中:Fx、Fy、Fz—螺旋線單位切矢量在x、y、z方向的分量。
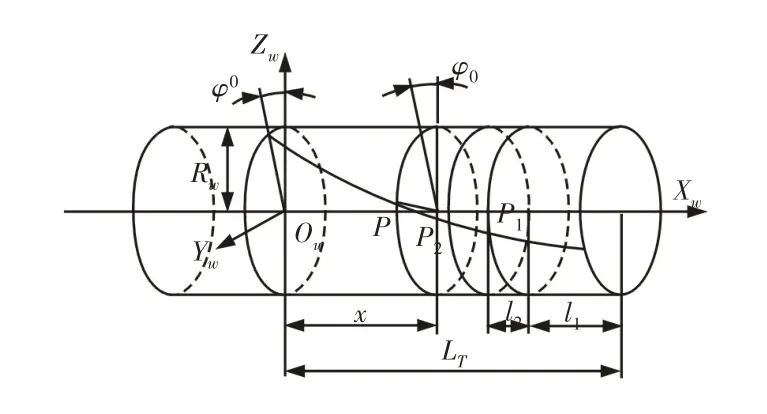
圖4 圓柱立銑刀螺旋刃線模型Fig.4 Cylindrical End Mill Spiral Edge Line Model
根據(jù)式可得:

式中:實(shí)測(cè)初始轉(zhuǎn)角φ’0和實(shí)測(cè)螺旋角β’—探測(cè)時(shí)的未知量,(xi,yi,zi)—探測(cè)點(diǎn)坐標(biāo)。
要求解這兩個(gè)未知量,至少獲取兩組坐標(biāo)(xi,yi,zi)。因此要探測(cè)螺旋角,至少需要兩個(gè)探測(cè)點(diǎn)。探測(cè)點(diǎn)的增加可以適當(dāng)提高探測(cè)精度,但同時(shí)會(huì)延長(zhǎng)測(cè)量時(shí)間,降低探測(cè)效率。綜合考慮探測(cè)精度和探測(cè)效率,選取兩個(gè)探測(cè)點(diǎn)來探測(cè)螺旋角,n=2。
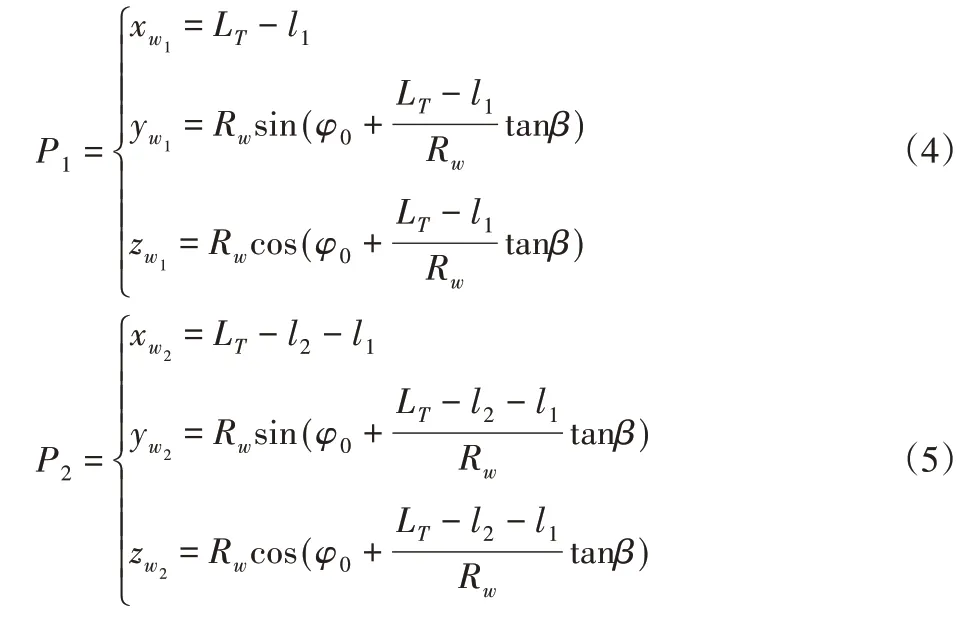
螺旋角的探測(cè)點(diǎn)坐標(biāo)通過X坐標(biāo)方向的測(cè)量距離l1,l2(l1<LT,l2+l1<LT)確定。如圖4所示,根據(jù)式可以求得工件坐標(biāo)系下:
測(cè)頭運(yùn)動(dòng)矢量為測(cè)頭從一個(gè)運(yùn)動(dòng)點(diǎn)到下一個(gè)運(yùn)動(dòng)點(diǎn)的運(yùn)動(dòng)方向。為了提高測(cè)量效率,探測(cè)接近點(diǎn)之間的運(yùn)動(dòng)均采用直線,即Fw=(xw-xw-1,yw-yw-1,zw-zw-1)T。探測(cè)點(diǎn)的探測(cè)矢量將影響測(cè)頭的測(cè)量點(diǎn)坐標(biāo)獲取準(zhǔn)確性和測(cè)頭半徑補(bǔ)償方式。如圖5(a)所示,當(dāng)測(cè)頭以軸向矢量方向運(yùn)動(dòng)獲取測(cè)量點(diǎn)坐標(biāo)時(shí),實(shí)際接觸點(diǎn)C與測(cè)量輸出點(diǎn)B不重合,測(cè)頭半徑補(bǔ)償將變得復(fù)雜。如圖5(b)所示,當(dāng)測(cè)頭以法向矢量方向運(yùn)動(dòng)獲取測(cè)量點(diǎn)坐標(biāo)時(shí),實(shí)際接觸點(diǎn)B與測(cè)量輸出點(diǎn)重合,進(jìn)行測(cè)頭半徑補(bǔ)償時(shí)直接補(bǔ)償測(cè)頭半徑即可,因此本論文的名義探測(cè)矢量均采用法向矢量。由式可以求得過探測(cè)點(diǎn)且垂直于立銑刀毛坯面的法向矢量為:
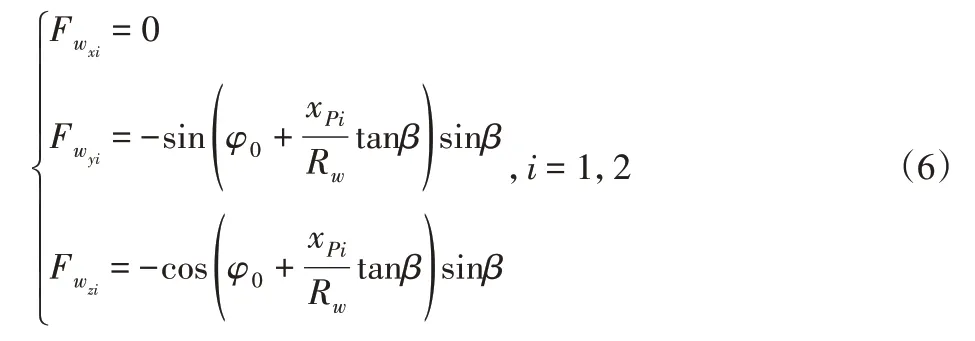
式中:Fwxi、Fwyi、Fwzi—切矢量在x、y、z方向的分量。
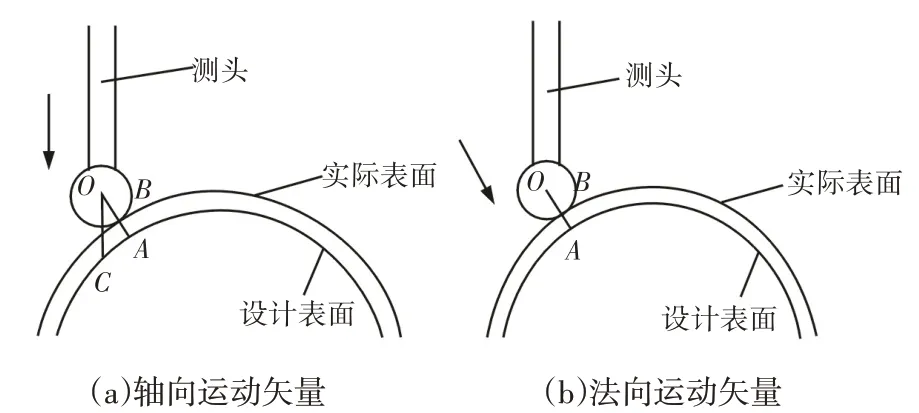
圖5 探測(cè)點(diǎn)運(yùn)動(dòng)矢量Fig.5 Motion Vector of Probe Points
3.2 測(cè)量代碼生成算法
測(cè)量軌跡文件所得的是測(cè)頭運(yùn)動(dòng)點(diǎn)和運(yùn)動(dòng)矢量,需要轉(zhuǎn)換為機(jī)床各個(gè)軸的運(yùn)動(dòng)量,即將測(cè)量軌跡文件轉(zhuǎn)換為測(cè)量數(shù)控代碼[8]。
3.2.1 坐標(biāo)系定義
五軸磨床采用XYZAC結(jié)構(gòu),計(jì)算測(cè)量代碼需要根據(jù)磨床運(yùn)動(dòng)軸的情況,建立測(cè)頭運(yùn)動(dòng)點(diǎn)測(cè)頭坐標(biāo)系到銑刀坐標(biāo)系下的運(yùn)動(dòng)變換方程,求解運(yùn)動(dòng)變換方程即可得到測(cè)量時(shí)機(jī)床各個(gè)軸運(yùn)動(dòng)的平動(dòng)量和旋轉(zhuǎn)量。為此建立的測(cè)量代碼生成坐標(biāo)系,如圖6所示。
測(cè)量代碼生成坐標(biāo)系包括機(jī)床坐標(biāo)系OM-XMYMZM、工件坐標(biāo)系Ow-XwYwZw、旋轉(zhuǎn)坐標(biāo)系OR1-XR1YR1Z1和OR2-XR2YR2ZR2、測(cè)頭坐標(biāo)系OP-XPYPZP,各個(gè)坐標(biāo)系的X、Y、Z軸的方向均與機(jī)床坐標(biāo)系相同,工件坐標(biāo)系的原點(diǎn)為立銑刀刀刃起點(diǎn)主截面的中心,測(cè)量坐標(biāo)系的原點(diǎn)為測(cè)球幾何中心,為了方便建立旋轉(zhuǎn)運(yùn)動(dòng)矩陣,兩個(gè)旋轉(zhuǎn)坐標(biāo)系的原點(diǎn)設(shè)置在轉(zhuǎn)動(dòng)軸上。
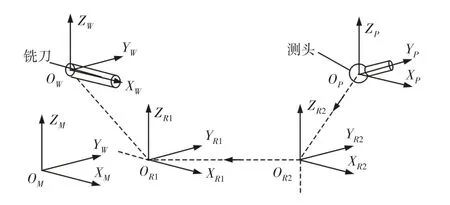
圖6 測(cè)量代碼生成坐標(biāo)系Fig.6 Measurement Code Generation Coordinate System
各個(gè)坐標(biāo)系原點(diǎn)在機(jī)床坐標(biāo)系下的坐標(biāo)分別為:OW(xw,yw,zw),OR1(xR1,yR1,zR1),OR2(xR2,yR2,zR2),OP(xP,yP,zP),工件坐標(biāo)系原點(diǎn)通過測(cè)量立銑刀端面裝夾位置和刃長(zhǎng)共同確定,測(cè)頭坐標(biāo)系原點(diǎn)通過將測(cè)頭運(yùn)動(dòng)到機(jī)床坐標(biāo)系原點(diǎn)得到。
3.2.2 運(yùn)動(dòng)方程建立
測(cè)量軌跡文件中的運(yùn)動(dòng)點(diǎn)坐標(biāo)和運(yùn)動(dòng)矢量分別為:Pw(xw,yw,zw,1)T,F(xiàn)w(iw,jw,kw)T。測(cè)頭坐標(biāo)系下初始運(yùn)動(dòng)點(diǎn)坐標(biāo)和運(yùn)動(dòng)矢量分別為PP(0,0,0,1)T,F(xiàn)P(0,1,0,0)T。
銑刀與夾頭靠近的轉(zhuǎn)軸為A轉(zhuǎn)軸,與測(cè)頭靠近的轉(zhuǎn)軸為C轉(zhuǎn)軸,按照將測(cè)量矢量和測(cè)量點(diǎn)坐標(biāo)從砂輪組坐標(biāo)系下變換到工件坐標(biāo)系下的方式建立運(yùn)動(dòng)求解方程:

式中:MR1W、MR2R1、MTR2—各個(gè)坐標(biāo)系間的變換矩陣;RR1、RR2和TXYZ—兩個(gè)轉(zhuǎn)動(dòng)軸的旋轉(zhuǎn)變換矩陣和平動(dòng)變換矩陣。
討論的數(shù)控工具磨床的床身和測(cè)頭之間的運(yùn)動(dòng)軸的正方向與右手系規(guī)定的正方向相同,這樣運(yùn)動(dòng)變換矩陣具有如下形式:
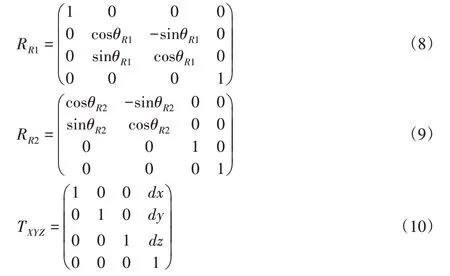
式中:θR1—A轉(zhuǎn)軸旋轉(zhuǎn)角度;θR2—C轉(zhuǎn)軸旋轉(zhuǎn)角度,dx、dy、dz—默認(rèn)運(yùn)動(dòng)方向下三個(gè)平動(dòng)軸的運(yùn)動(dòng)量。
3.2.3 運(yùn)動(dòng)方程求解
由式測(cè)頭運(yùn)動(dòng)矢量方程可以得到角度求解方程:

式中:θA、θC—機(jī)床A、C軸的轉(zhuǎn)角。求解方程可以得到兩個(gè)轉(zhuǎn)軸的轉(zhuǎn)角。對(duì)于θC,其取值范圍在(-π~π)之間:

對(duì)于θA,其值需要根據(jù)jw、kw、θC的取值情況進(jìn)行討論:
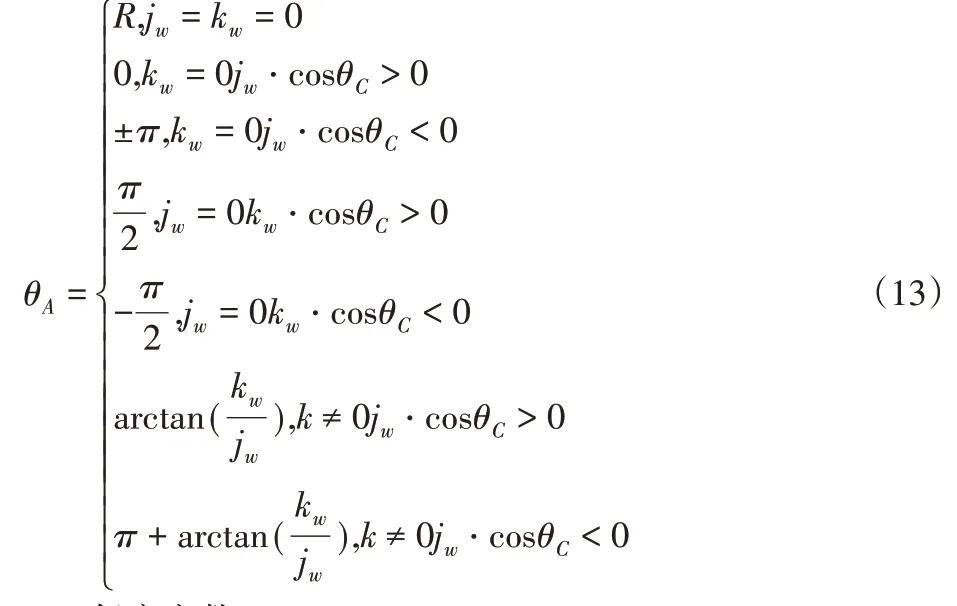
式中:R—任意實(shí)數(shù)。
求解過程中需要先按照式求解出兩個(gè)θC,再帶入式求解出相應(yīng)的θA,每組測(cè)量運(yùn)動(dòng)矢量可以求得兩組滿足方程的解,需要根據(jù)運(yùn)動(dòng)連續(xù)性和行程限制等條件對(duì)兩組解進(jìn)行篩選。
由式中運(yùn)動(dòng)點(diǎn)方程可以求解平動(dòng)量:

經(jīng)過上述過程得到的測(cè)量數(shù)控代碼可以保證測(cè)頭正確地運(yùn)動(dòng),但無法獲取測(cè)量點(diǎn)坐標(biāo)。為了獲取測(cè)量點(diǎn)坐標(biāo),數(shù)控代碼中通過G31宏程序代碼來表示測(cè)頭與銑刀接觸的運(yùn)動(dòng)。G31代碼為跳躍機(jī)械運(yùn)動(dòng),其具體含義為當(dāng)測(cè)頭與銑刀接觸時(shí)立即停止機(jī)床運(yùn)動(dòng),測(cè)頭發(fā)出一個(gè)脈沖信號(hào)到數(shù)控系統(tǒng),指定的寄存器記錄探測(cè)點(diǎn)坐標(biāo),然后跳到下一行執(zhí)行。因此在上述過程獲取的數(shù)控代碼的基礎(chǔ)上,將獲取測(cè)量點(diǎn)坐標(biāo)的運(yùn)動(dòng)均替換為G31并加上判斷語句和坐標(biāo)獲取代碼即可得到最終的測(cè)量數(shù)控代碼。
3.3 數(shù)據(jù)處理算法
測(cè)頭執(zhí)行測(cè)量動(dòng)作后,得到的是一系列離散的測(cè)量點(diǎn)空間坐標(biāo),要獲取立銑刀螺旋角,必須經(jīng)過一定的數(shù)據(jù)處理算法計(jì)算。采取的算法是根據(jù)幾何參數(shù)的數(shù)學(xué)模型,進(jìn)行反算求解。執(zhí)行螺旋角探測(cè)動(dòng)作后可以獲得探測(cè)點(diǎn)實(shí)際坐標(biāo)P1(x1,y1,z1),P2(x2,y2,z2)。根據(jù)式可得:
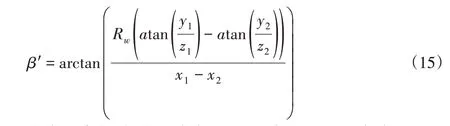
在實(shí)際求解時(shí),由于式中的xi*tanβ’/Rw+φ0不一定位于(-π/2,π/2)內(nèi),而arctan(yi/zi)求出來的角度值在(-π/2,π/2)內(nèi),因此xi*tanβ’/Rw+φ0與arctan(yi/zi)存在nπ的角度差,即xi*tanβ’/Rw+φ0=arctan(yi/zi)+nπ(n=0,1,2,3…N),為了保證能正確求解,實(shí)際求解時(shí)的公式修正為:
其中,

4 螺旋角測(cè)量實(shí)例
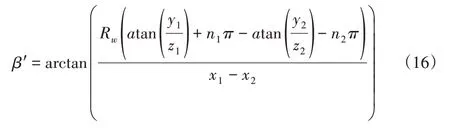
在五軸磨床上采用TP300測(cè)頭對(duì)如圖7所示的立銑刀進(jìn)行測(cè)量,TP300測(cè)頭的重復(fù)定位精度為1μm,該立銑刀的主要參數(shù),如表1所示。

圖7 被測(cè)立銑刀實(shí)物Fig.7 Measured End Mill
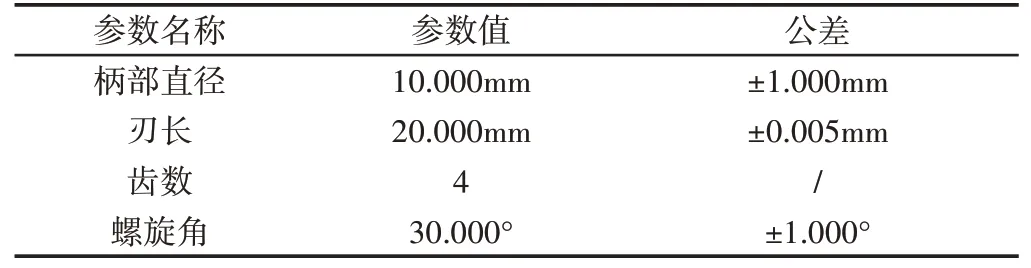
表1 立銑刀主要參數(shù)Tab.1 Main Geometric Parameter of End Mill
輸入l1=4mm、l2=3mm后得到的部分測(cè)量代碼如下所示。
G91 G31 Y-3.2F120;
IF[#1801==1]GOTO 10;//非測(cè)量動(dòng)作判斷是否發(fā)生碰撞
G90G56G31A-90F200;
IF[#1801!=1]GOTO 10;//測(cè)量動(dòng)作判斷是否接觸
G91 A3.0;//接觸后撤回
G90G56G31A-90F 80;//減小探測(cè)速度再次接觸
G04 X0.5;//接觸后暫停0.5s獲取探測(cè)點(diǎn)坐標(biāo)
#68=#2104;//獲取探測(cè)點(diǎn)Y軸坐標(biāo)到寄存器#68
#69=#2105;//獲取探測(cè)點(diǎn)Z軸坐標(biāo)到寄存器#69
由表2可知,在l1=4mm,l2=1-6mm的范圍內(nèi),螺旋角測(cè)量絕對(duì)誤差不超過0.218°,相對(duì)誤差不超過0.8%,測(cè)量方差不超過0.006平方度。測(cè)量精度較高,穩(wěn)定性好,所測(cè)結(jié)果滿足公差。
由于采用的是觸發(fā)式測(cè)頭,必定存在預(yù)行程誤差。同時(shí)機(jī)床存在運(yùn)動(dòng)誤差、每次測(cè)量均存在偶然誤差等都是誤差的來源。后續(xù)可以通過提高機(jī)床運(yùn)動(dòng)精度、標(biāo)定測(cè)頭預(yù)行程并進(jìn)行補(bǔ)償來進(jìn)一步提高在機(jī)測(cè)量的精度。
表2 螺旋角30°銑刀螺旋角測(cè)量結(jié)果Tab.2 Measurement Results of Spiral Angle 30° Milling Cutter
5 結(jié)語
(1)提出了一種基于接觸式測(cè)量的立銑刀螺旋角在機(jī)測(cè)量方法。該方法能根據(jù)螺旋角數(shù)學(xué)模型確定探測(cè)點(diǎn)數(shù)量、探測(cè)點(diǎn)坐標(biāo)和測(cè)量運(yùn)動(dòng)矢量,通過測(cè)量運(yùn)動(dòng)文件、機(jī)床結(jié)構(gòu)、測(cè)頭位置和立銑刀裝夾位置生成測(cè)量數(shù)控代碼,在執(zhí)行探測(cè)運(yùn)動(dòng)獲取探測(cè)點(diǎn)坐標(biāo)后對(duì)探測(cè)點(diǎn)坐標(biāo)進(jìn)行計(jì)算獲取螺旋角數(shù)值。
(2)對(duì)一把標(biāo)準(zhǔn)立銑刀進(jìn)行了螺旋角測(cè)量,結(jié)果表明測(cè)量絕對(duì)誤差不超過0.218°,相對(duì)誤差不超過0.8%,方差不超過0.006平方度。測(cè)量精度較高,穩(wěn)定性較好。
猜你喜歡
小學(xué)科學(xué)(學(xué)生版)(2021年5期)2021-07-22 02:40:06
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通(1-2年級(jí))(2017年10期)2017-11-08 08:39:45
軍事文摘·科學(xué)少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學(xué)少年(2017年2期)2017-04-26 21:58:43
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學(xué)低年級(jí)版)(2015年4期)2015-04-29 00:00:00
