鋁合金薄壁件的激光切割熱變形機理研究*
2021-06-26 03:20:20費繼友李妍姝
制造技術與機床 2021年6期
路 暢 費繼友 李 花 李妍姝③
(①大連交通大學機車車輛學院,遼寧 大連 116028;②陸軍炮兵防空兵學院士官學校,遼寧 沈陽 110000;③山西大同大學機電工程學院,山西 大同 037009)
隨著科技的發展、制造業的進步,輕量化成為交通運輸、航空工業等領域的重要發展趨勢之一。輕量化薄壁件的弱剛性成為加工難點,而過大的加工誤差不僅影響產品性能,甚至造成原材料浪費、加工成本增加。這些問題使薄壁件加工過程的變形量控制顯得尤為重要。
激光切割以其高精度、高效率、高質量的優勢成為薄壁零件加工的最佳解決方案。加工過程屬于極速加熱,工件受熱應力影響產生的熱彈塑性變形是影響加工質量的最大因素之一。目前較難通過試驗獲得其瞬態溫度變化,且無法分析過程中多種熱現象間的互相影響。針對該問題,學者們進行了大量研究,其中李召華[1]分析了影響激光切割的主要因素,著重于研究激光功率、焦點位置等因素,但未分析加工過程的熱量分布。Gutiérrez G[2]等人完成了對激光燒蝕陶瓷表面的數值模擬溫度場模型,分析了激光功率、切割速度等對切割質量的影響,得出熱對流和熱輻射對熱損失影響較小的結論,但未驗證。朱華[3]提出了一種激光切割二維溫度場傳導數值模型,未進行仿真模擬。苗恩銘[4]分析了飛秒激光加工區域熱傳導時間及溫度分布狀況,驗證了熱影響的存在,但未具體分析不同熱現象對加工質量的影響程度。在高精度加工中,特別是表面反射率較高的有色金屬材料加工,材料吸收熱量過程、切縫處溫度與時間的變化規律成為不可忽略的影響因素[4-6]。
本文以鋁合金中使用率較高的2A12鋁合金為對象,研究激光切割過程中的熱現象,分析加工過程中溫度場的變化,探討其對加工變形及精度的影響。
1 激光切割的熱量傳遞理論及有限元模型
1.1 熱量傳遞理論
激光加工過程的熱量傳遞可用傅里葉定律描述,其中包括熱傳導、熱對流和熱輻射三大基本方式,如式(1)所示,其中負號表示熱量傳遞方向與溫度升高方向相反。
(1)
式中:ρ為研究對象密度,Cp為比熱容,Q為熱源,k為熱傳導系數,μ為對流項中外場因變量,T為溫度,t為時間。第一項為累積項,表示溫度隨時間變化的瞬態,與比熱容相關;第二項表示熱傳導過程;第三項為對流項,涉及邊界與環境之間的換熱。其邊界條件分為三類,如式(2)所示。
(2)

1.2 激光熱源模型
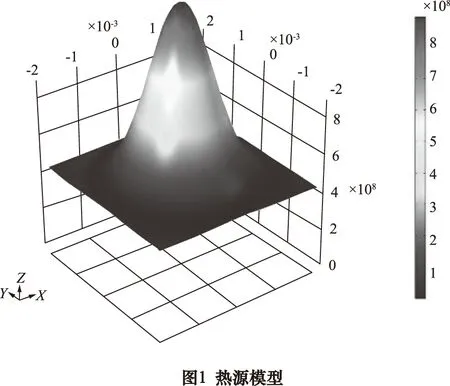
激光熱源并不是均勻熱源,其熱流密度公式為:
q(x,y)=qm·e-K(x2+y2)
(3)
(4)
式中:qm為熱源中心最大熱流,P為熱源總功率,K為熱源集中系數。任一點的熱流密度與其距離中心最大熱源點的距離相關,即距離中心點越近,熱流密度越大,而熱流密度增大的速率與熱源集中系數相關。以功率2 500 W、激光焦點半徑2 mm進行熱源建模,如圖1所示。
1.3 有限元模型
2A12鋁合金為典型硬質鋁合金,是用量最大的鋁合金之一,主要用于高鐵、飛機的骨架、蒙皮[7],相關物理性質如表1。工業中應用最多的薄板規格為厚度1 mm,切割幅面3 000 mm×1 500 mm,加工環境溫度室溫20 ℃,激光切割速度是影響激光切割的主要因素,分析速度取10 m/min[8-10]。
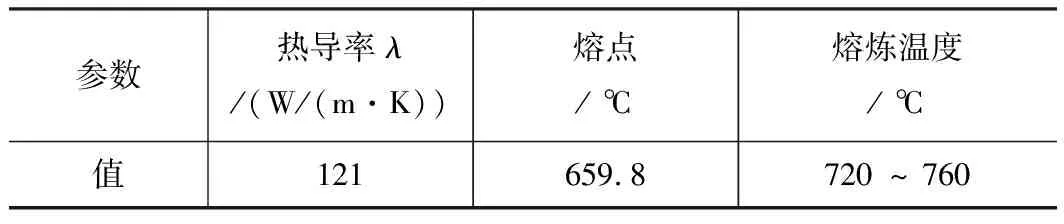
表1 2A12鋁合金材料屬性
三角形單元適合劃分薄板類零件,為保證計算精度且不造成資源浪費,在切縫處進行網格加密。高速切割時切縫長度遠大于光斑大小,因此選用拆分最長邊的細化方法,網格劃分如圖2所示。
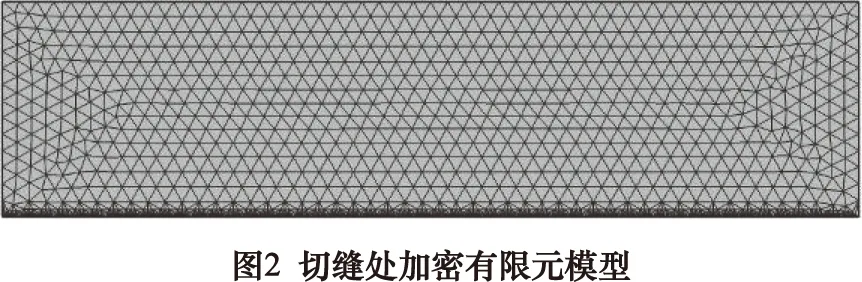
若切縫處的網格大于激光光斑半徑,那么中間的部分就會被跳過,嚴重影響模擬精度。即使兩次模擬的激光強度、移動速度相同,但是由于切縫處網格密度不同,導致二者的結果截然不同,如圖3所示。
通過1.2節中熱源模型可以看出,激光熱源集中,溫度梯度較大,因此在熱源移動路徑上的網格需進行加密,才能較為真實地反映加工過程中激光熱源影響區的溫度變化及變形量。基于式(1)且不考慮任何熱損失進行網格無關性驗證。切縫處網格加密4倍與5倍時,其最小單元質量與達到穩定溫度時間相同,此時網格大小已不再影響結果精度,結果見表2。
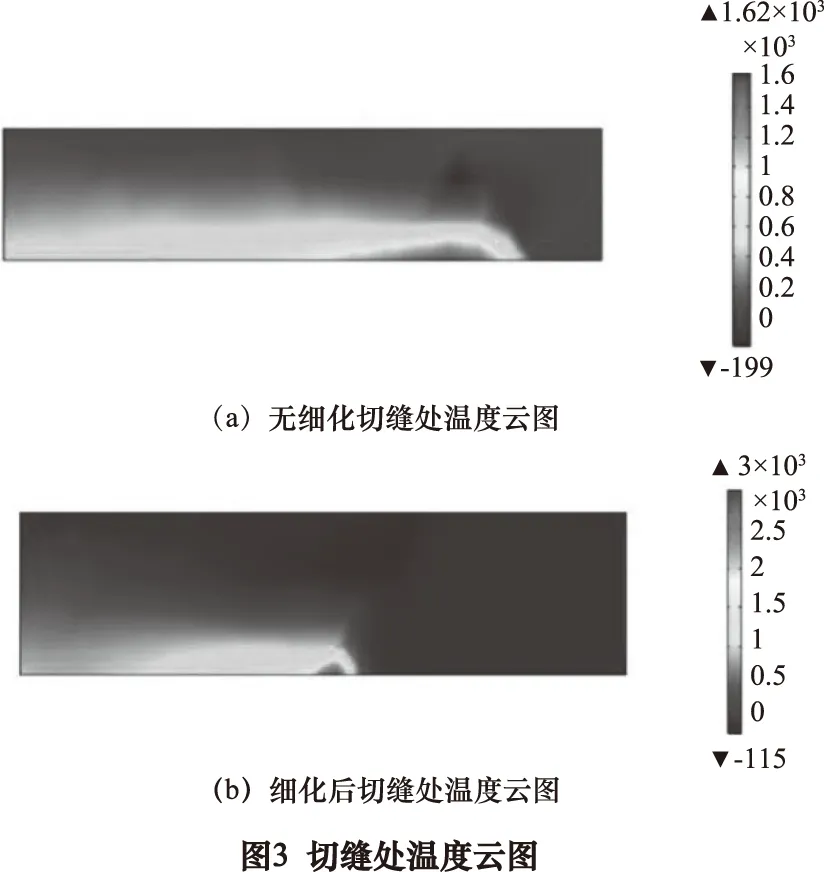
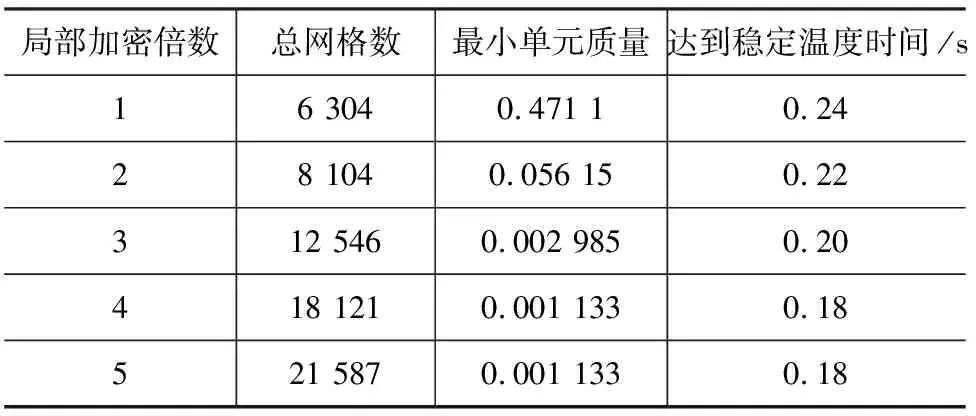
表2 網格無關性分析表
2 傳熱過程分析
2.1 傳熱過程工況分析
激光切割過程中每一種熱現象均有熱損失,高反射率材料在熱傳導過程中表面吸收率較低,為激光切割過程中熱損失最大的部分。未經表面處理的2A12鋁合金表面吸收率僅為10%左右,選用處理方式簡單且吸收率相對較好的碳素墨汁表面處理,其吸收率為42.32%[11]。
熱輻射與熱對流現象是系統與外界的熱交換過程,與加工環境密切相關。封閉或半開放式的廠房空間內風速<0.15 m/s,屬于空氣自然對流傳熱。 2A12鋁合金散熱性能較好,加工時溫差較大,但受熱區域較小,空氣傳熱系數為10。用Stefan-Boltzmann定律描述熱輻射現象,如式(5),其中ε為表面輻射率,σ為Stefan-Boltzmann常數,Tamb為環境溫度。
(5)
加工過程中多種傳熱現象同時發生,為深入探討多種傳熱過程在加工過程中的影響,根據上述分析確定邊界條件,進行多工況仿真分析,具體見表3。
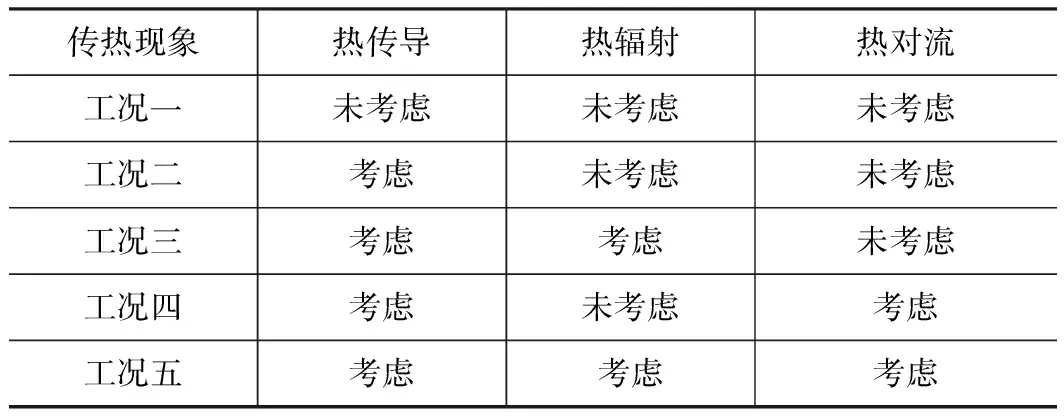
表3 傳熱分析
2.2 傳熱過程數據分析
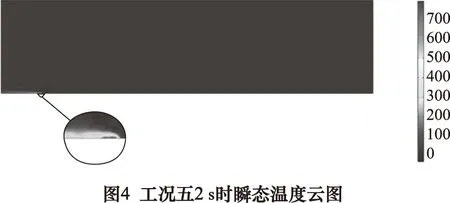
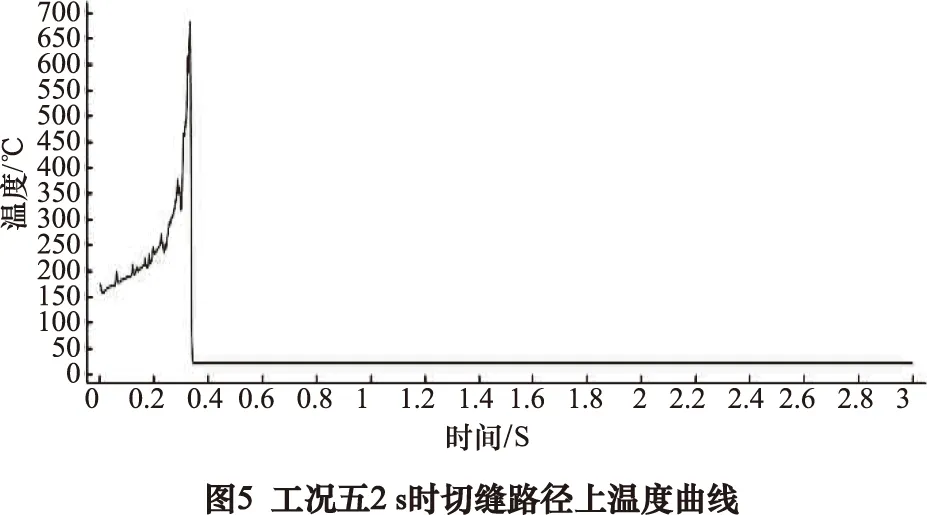
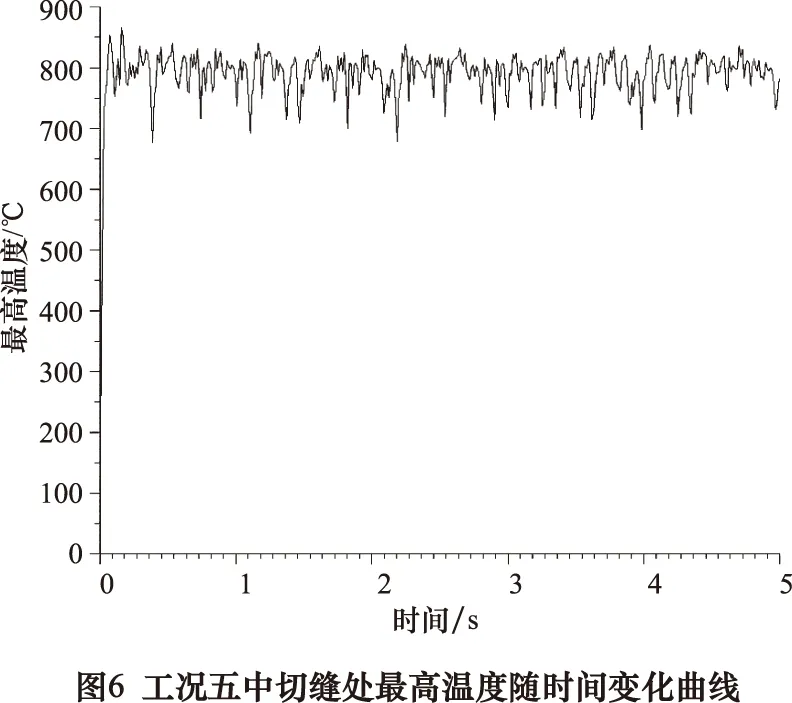
對表3中的工況進行仿真計算,得到加工過程的瞬態溫度云圖、固定點的溫度變化曲線及被加工件最高溫度隨時間變化曲線。工況一至工況五分析結果顯示,除達到穩定溫度的時間與穩定溫度值不同外,變化趨勢一致,以工況五為例具體分析。圖4中最高溫度位置對應激光焦點位置,該處熱流密度最大,四周溫度逐漸下降,符合高斯熱源分布特點。激光高速通過后,加工路徑上溫度逐漸冷卻。通過圖5可以看出此時焦點處溫度最高,焦點左側隨著時間逐漸冷卻,右側未加工處為室溫,與加工實際相符。圖6表明薄板最高溫度值變化趨勢分成兩段,前半段是隨著加熱時間迅速升高,為極速加熱過程,達到穩定溫度后,最高溫度值上下波動,變化規律反映了脈沖激光發生原理。
3 數據處理
3.1 Grubbs檢驗
通過圖6可以看出,加工過程中的最高溫度上下波動,但其幅度并不固定。為了保證計算結果準確,排除網格邊界影響,對其進行Grubbs檢驗,剔除統計檢驗顯著的離群值。對表3中工況進行Grubbs檢驗,結果顯示溫度爬升階段為離群值。將其去除再次重復檢驗,得到溫度波動區間置信度95%的數據樣本,結果如表4。工況一是未考慮任何熱損失的理想狀態,其標準差、標準誤較大且最大G值點位于樣本末端。其他工況G值最大點均位于樣本前端29或30位,說明該處為網格頂點邊界,但標準誤均小于1,并不影響數據可靠度。
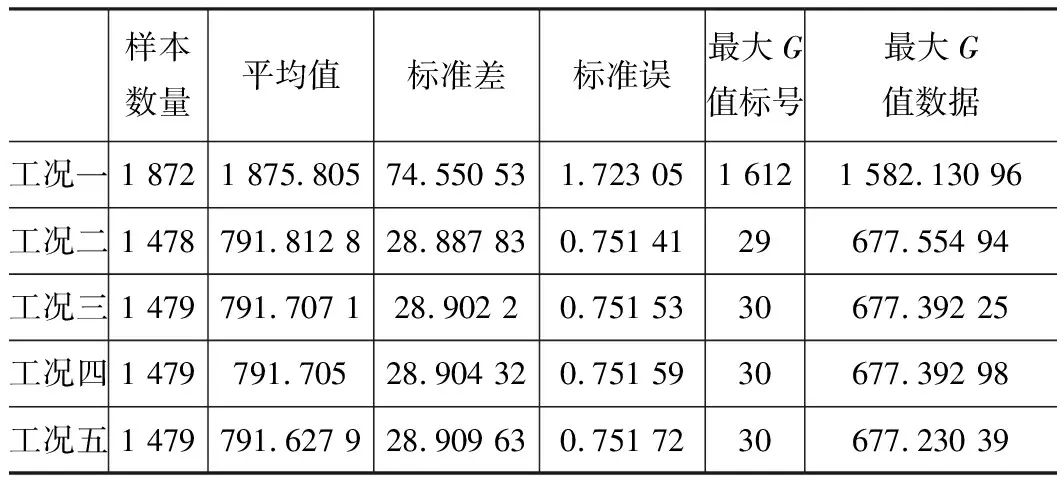
表4 置信度95%的 Grubbs檢驗
3.2 基于LM算法的邏輯回歸擬合
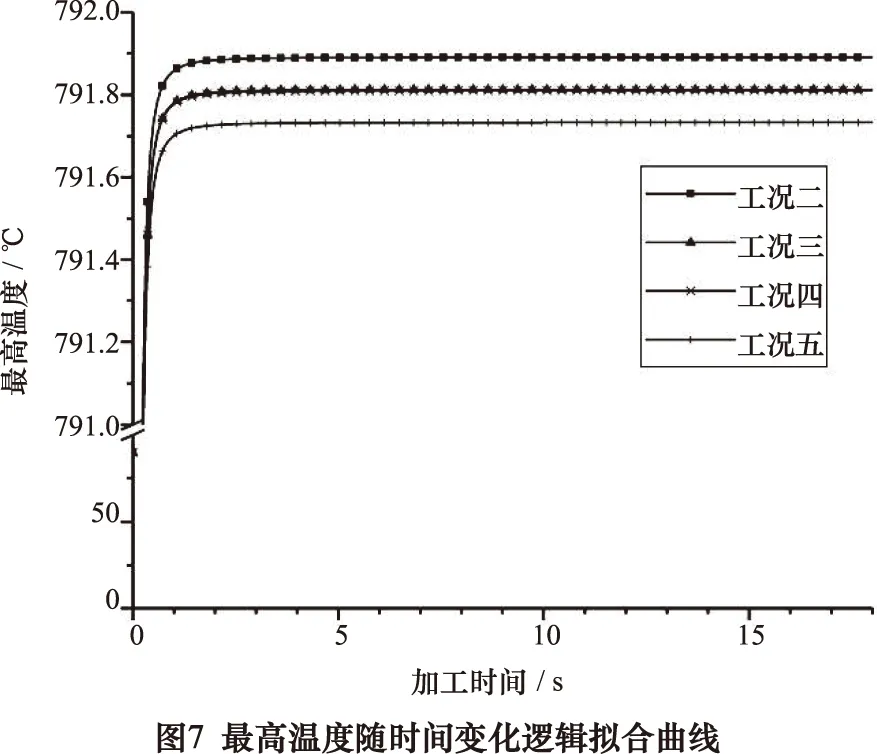
利用Levenberg Marquardt算法,將Gauss-Newton法線性模型代替非線性函數f(x),如式(6)、(7)所示,進行邏輯回歸擬合,得到工件最高溫度隨時間變化曲線,如圖7所示。
(6)
式中:hk為信賴半徑。
(7)
工況一未考慮熱損失,其穩定溫度1 875.8±0.1 ℃,遠高于其他工況。工況二只考慮熱傳導,其穩定溫度791.9 ℃,說明了熱傳導為主要熱損失現象,不可忽略。熱輻射和熱對流分別導致了0.1 ℃左右的熱損失。當只考慮其中一種現象時,即工況三與工況四,圖線幾乎重合。當同時考慮3種熱損失時,其穩定溫度為791.7 ℃,高于表2中熔點及熔煉溫度。若其為真實加工溫度,則切縫處必產生大量汽化、升華、掛渣等現象,嚴重影響加工質量,與實際此加工參數下可以得到較好的加工質量不符。
4 熱變形機理分析
4.1 溫度場分析
前期大多數溫度場仿真研究將材料比熱容考慮為常數,但其作為影響熱傳導過程的重要參數在加熱過程中并不固定。當激光照射2A12鋁合金板材表面時,板材吸收部分激光能量后溫度升高,金屬的吸收能力隨溫度的增加呈近似線性提高[12]。以表5[7]對其進行線性插值,相關系數為0.982 37。根據結果重新進行仿真計算,結果如圖8所示。

表5 2A12鋁合金比熱容
如表6所示,考慮比熱容變化后,工況五的穩定溫度為695.7 ℃,高于材料熔點且低于熔煉溫度,隨著加工時間累計,最高溫度略有升高,符合加工實際。比熱容線性變化時,熱傳導過程的熱損失導致加工溫度下降49.58%,低于比熱容為常數時的57.79%,但依然是最主要的熱損失形式。而熱輻射和熱對流現象導致加工溫度下降不足0.1 ℃,熱損失較少。考慮材料比熱容隨溫度變化后,達到穩定加工溫度時間縮短,符合德魯特-涅爾的金屬光學特性理論。由于比熱容的變化,加工溫度變化13.8%,是熱平衡計算過程中不可忽略的因素。
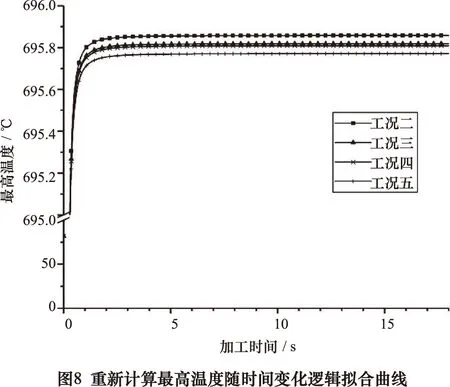
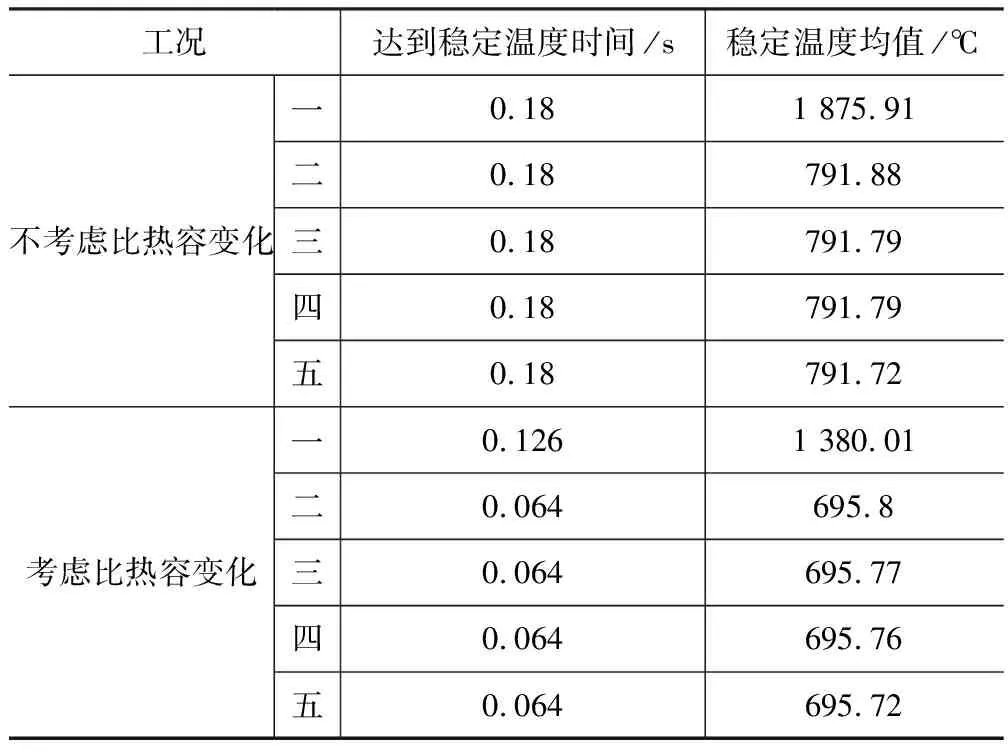
表6 不同工況溫度分析結果
4.2 熱變形分析
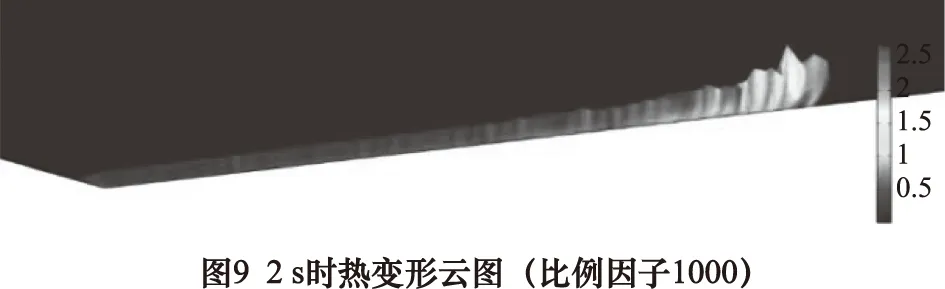
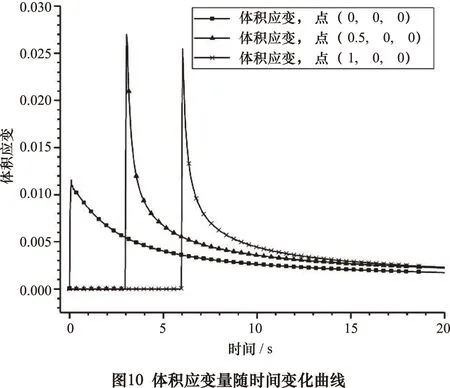
在激光切割過程中,熱源高速移動,切縫處局部受熱,受熱瞬間發生劇烈的膨脹,變形也同時發生。切縫處產生因熱膨脹而導致的熱變形和熱應力產生的彈性形變,持續時間較短,熱源通過后逐漸恢復。而當受熱區域的熱應力超過材料屈服極限時,發生塑性變形,該部分變形對于加工精度具有重大影響[13-15]。以上文溫度場分析為基礎進行固熱耦合,分析加工過程的變形量。切縫處均有變形產生,其中激光焦點處變形量最大,隨著熱源的移動,已經切割過的位置逐漸冷卻,熱膨脹與彈性形變逐漸恢復,如圖9所示。完全冷卻后,仍有部分不可逆的塑性形變殘留。在鋼板切縫處取3個特征點,分別為原點、0.5 m、1 m處,其體積應變量隨時間變化如圖10所示。熱源靠近特征點時發生劇烈膨脹,體積應變量達到最大值,其中原點處為加工起始點,接受到的熱流密度并不穩定,其體積應變量最大值為1.155 4%,小于其他特征點的2.700 7%和2.546 5%。熱源離開后熱膨脹與彈性形變逐漸恢復,體積應變量逐漸下降,其中原點位置塑性變形較小,體積應變穩定于0.172 24%,而其他兩個特征點體積應變為0.220 48%與0. 228 2%。可見,位于熱源穩定處的兩個特征點形變量很小且趨近于相等,可以達到微米級加工精度要求。
5 結語
(1)提出了一種適合于鋁合金的基于傅里葉定律的激光切割過程熱現象分析方法,仿真了切割過程溫度場的變化,并驗證了該方法與實際加工結果相符。2A12鋁合金比熱容隨溫度變化對激光切割溫度場的影響為13.8%,是溫度場分析不可或缺的因素。分析結果為鈦合金等其他金屬材料的高精度加工溫度場分析提供參考,對深入分析激光切割中的熱損失、熱變形提供理論支持。
(2)分析了不同熱現象對于激光切割鋁合金過程溫度場及變形量的影響。其中,熱傳導過程能量損失導致溫度下降49.58%,為主要熱損失方式,熱輻射、熱對流對溫度場的影響小于0.1 ℃。當加工精度要求在微米級以下時,熱輻射、熱對流兩種熱現象可忽略不計。
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
中華詩詞(2020年1期)2020-09-21 09:24:52
電子制作(2018年18期)2018-11-14 01:48:24
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
山東工業技術(2016年15期)2016-12-01 05:31:22
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
終身教育研究(2014年5期)2014-02-28 01:23:06
