單道多層LMD成形過程沉積尺寸波動分析與預(yù)測*
2021-06-26 03:20:32卓師銘
制造技術(shù)與機(jī)床 2021年6期
顏 虎 魯 俊 卓師銘 王 敏 張 震 殷 鳴
(①四川大學(xué)機(jī)械工程學(xué)院,四川 成都 610065;②中國兵器裝備集團(tuán)自動化研究所有限公司智能制造事業(yè)部,四川 綿陽 621000)
激光熔化沉積[1](laser melting deposition,LMD)是一種激光快速成形的增材制造技術(shù),它通過噴管將粉末送至激光加工的目標(biāo)區(qū)域,利用激光的高溫融化粉末,致使粉末逐漸堆積成形,最終形成預(yù)設(shè)的零件。相比于傳統(tǒng)工業(yè)加工方式,激光熔化沉積不受生產(chǎn)模具的限制,適合于各種形狀復(fù)雜和大尺寸的零件加工,在航空、軍工等領(lǐng)域得到了廣泛的應(yīng)用。
近年來很多學(xué)者對激光熔化沉積的單道單層成形過程進(jìn)行了研究,Lei Kaiyun[2]等針對單道單層的成形特征,研究了激光功率、掃描速度和粉末厚度對單層沉積的寬度、長度和熔池面積的影響;Liu Huaming[3]等根據(jù)激光功率、掃描速度、粉末厚度和單道單層的沉積尺寸的關(guān)系,建立了工藝參數(shù)對單層單道的幾何特征預(yù)測模型。但是,單道多層堆積過程中由于熱累積效應(yīng)等因素的存在,其成形規(guī)律并不完全適用于多層堆積。針對多層堆積,Akbari M[4]等對不銹鋼316L鋼粉材料展開了研究,發(fā)現(xiàn)通過改變功率可以有效控制多層的沉積寬度;Yang Qi[5]等對U型零件多層堆積進(jìn)行了研究,結(jié)果表明通過構(gòu)建激光功率和寬度的工藝關(guān)系可以有效提高零件的成形精度。
上述研究大多集中在對單層單道或多層單道過程中工藝參數(shù)的某個因素進(jìn)行分析,對單道多層的沉積尺寸的詳細(xì)研究相對較少,而多層堆積過程中工藝參數(shù)和沉積尺寸的分析對控制策略的實(shí)施具有重要指導(dǎo)意義。因此,本文進(jìn)一步探究了激光功率和掃描速度與沉積尺寸之間的關(guān)系,為后續(xù)的單道多層的成形精度的控制[6-7]和工藝優(yōu)化提供了重要的支持。
1 實(shí)驗(yàn)材料和實(shí)驗(yàn)設(shè)備
實(shí)驗(yàn)中所用的金屬粉末是30CrNi2MoVA,其屬于一種中碳低合金高強(qiáng)度結(jié)構(gòu)鋼,由于強(qiáng)度高,沖擊韌性良好等優(yōu)點(diǎn),在工業(yè)生產(chǎn)和日常生活都有巨大的應(yīng)用前景。該金屬粉末的元素成分大致如表1所示。

表1 30CrNi2MoVA粉末化學(xué)元素成分表
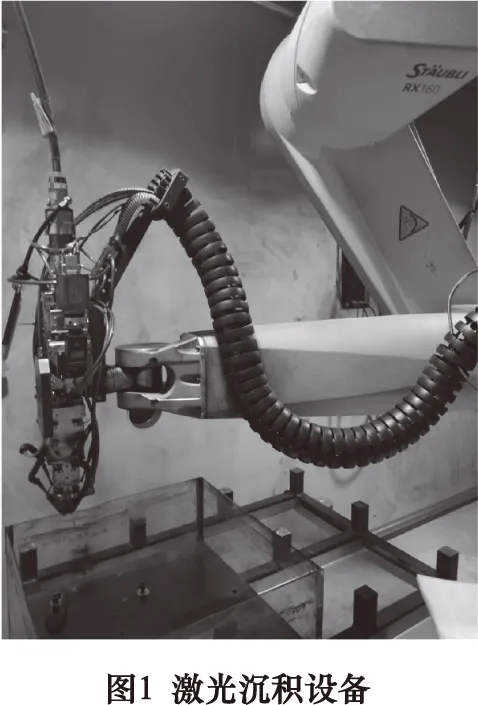
本實(shí)驗(yàn)的激光沉積制造裝備平臺主要包括激光器、工業(yè)機(jī)器人、送粉裝置和打印頭等幾個部分。激光器采用的是德國TRUMPF公司的TruDisk 4006光纖激光器;工業(yè)機(jī)器人采用的是瑞士Staubli集團(tuán)的RX-160的六軸機(jī)器人,具有很好的重復(fù)和定位精度;送粉裝置選用的是南京中科煜宸激光技術(shù)有限公司的RC-PGF-D雙通雙控式送粉裝置,送粉量的誤差在±0.1%;激光打印頭選用的德國普雷茨特(Precitec)研制的YC52的同軸熔覆頭。激光熔化沉積制造裝備平臺如圖1所示。
2 實(shí)驗(yàn)分析與討論
2.1 單道多層沉積尺寸穩(wěn)定性分析
沉積尺寸的穩(wěn)定對多層單道堆積成形具有重要意義,此處重點(diǎn)研究不同線能量密度對其沉積尺寸的影響。不同線能量密度的具體工藝參數(shù)如表2所示,線能量密度[8]公式為K=P/V,其中P和V分別表示激光功率和掃描速度。成形試件采用同向堆積方式,沉積長度80 mm,試件堆積層數(shù)為25層。如圖2a所示,根據(jù)零件打印方向?qū)⒊尚卧嚰骄殖?段,每段長度為20 mm左右,獲得A、B和C這個截面。對截面打磨、拋光和腐蝕后,通過光學(xué)金相顯微鏡觀察得到截面尺寸數(shù)據(jù),如圖2b所示。圖3所示為3個截面的前24層沉積尺寸數(shù)據(jù)。
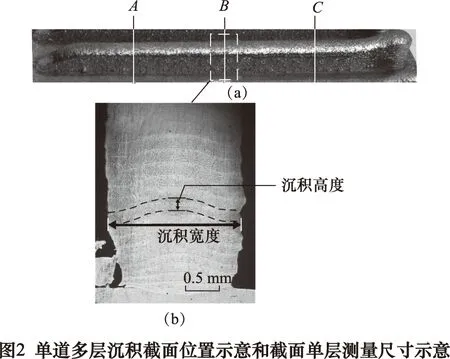
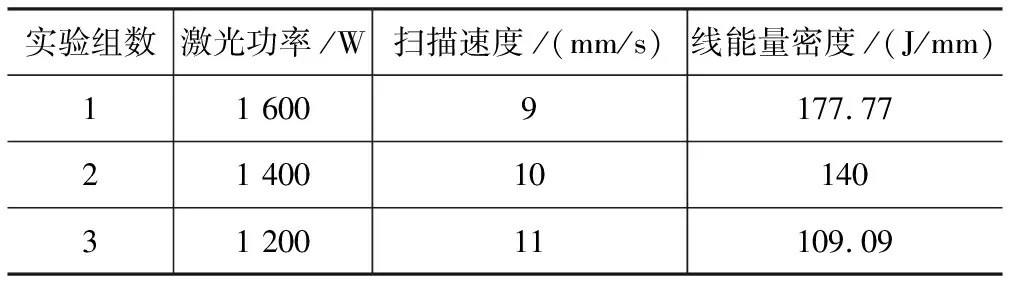
表2 不同線能量密度的工藝參數(shù)
根據(jù)圖3分析可知,沉積前期是處于不穩(wěn)定的狀態(tài),前幾層(如圖3a、c、e所示)的層高數(shù)值減小,這是因?yàn)榭拷宓纳釛l件較好,首層過渡到基板的熔池未來得及鋪張就凝固成形,使尺寸數(shù)值偏高,堆積層越高散熱結(jié)構(gòu)越差,相同熱輸入下致使熔池有效鋪張,層高開始下降。隨著層數(shù)的增加,沉積尺寸會因熱積
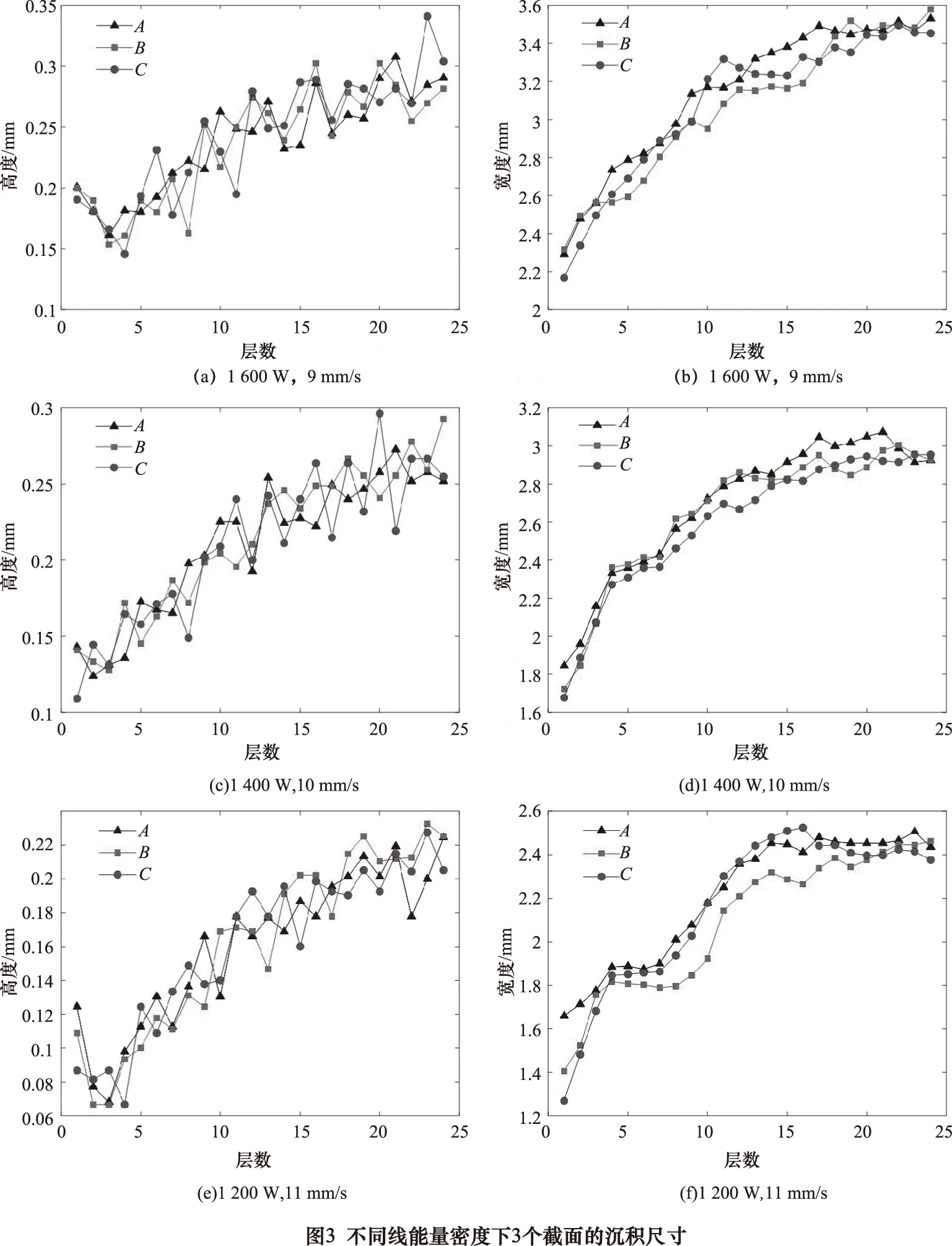
累不斷增大,在第12層左右熱累積達(dá)到平衡增長的幅度出現(xiàn)轉(zhuǎn)折,第12層之前,沉積尺寸增長的幅度比較大且沉積尺寸極其不穩(wěn)定,而在12層過后,沉積尺寸的增長幅度開始放緩,在該區(qū)域內(nèi)沉積尺寸的數(shù)據(jù)相對穩(wěn)定,采用最小二乘法對3個截面的數(shù)據(jù)擬合,用斜率K1和K2分別表示1~12層和12~24層的尺寸增長幅度大小變化,如表3所示。為了探究多層沉積尺寸的穩(wěn)定性,引用標(biāo)準(zhǔn)差對不同截面的層內(nèi)和層間的沉積尺寸進(jìn)行分析比較,如表4所示。
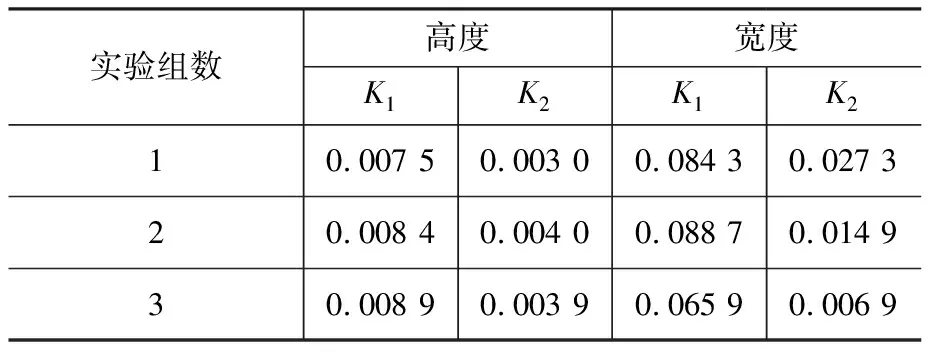
表3 不同區(qū)域?qū)娱g高度和寬度變化趨勢
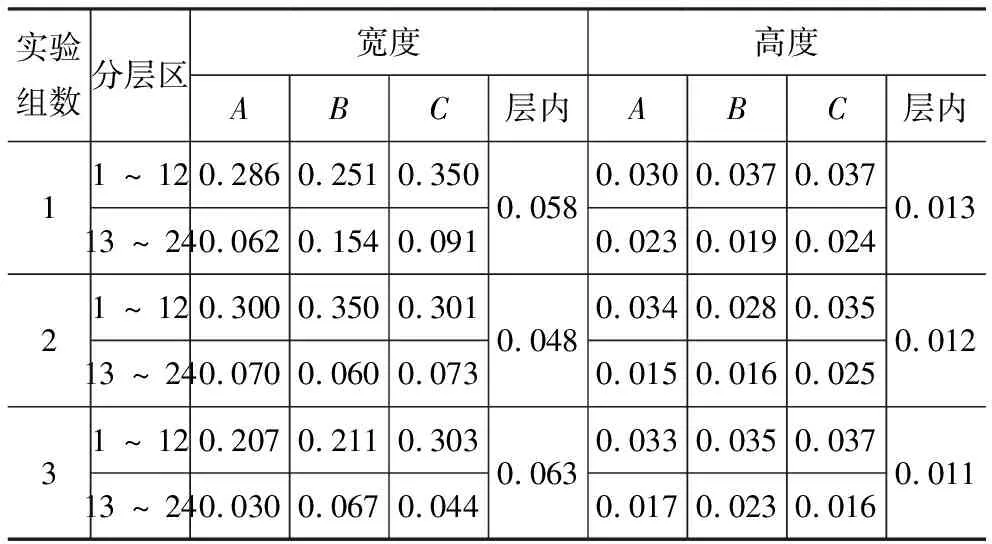
表4 沉積層的寬度和高度波動標(biāo)準(zhǔn)差
通過綜合分析可知,接近基板的第1~12層區(qū)域的斜率和標(biāo)準(zhǔn)差都遠(yuǎn)遠(yuǎn)大于12~24層所處區(qū)域,表明接近基板區(qū)域的沉積尺寸處于極不穩(wěn)定的狀態(tài),而12~24層是一個尺寸相對穩(wěn)定的狀態(tài)。在多層堆積過程中,工藝參數(shù)是恒定不變的,相應(yīng)的輸入激光能量也是恒定的,而沉積尺寸隨著層數(shù)的增加不斷增大,說明在堆積過程中存在熱累積效應(yīng)。在靠近基板的區(qū)域散熱條件相對較好,而散熱條件隨著層數(shù)的增加逐漸變差,相關(guān)區(qū)域出現(xiàn)沉積尺寸整體波動較大的情形,在到達(dá)一定層數(shù)后,層間的熱量趨于平衡,沉積尺寸波動減小。通過層內(nèi)和層間的標(biāo)準(zhǔn)差對比,同一沉積層內(nèi)的尺寸數(shù)據(jù)波動比熱平衡后的區(qū)域小,表明層內(nèi)的沉積尺寸整體區(qū)域穩(wěn)定。綜上所述,在進(jìn)行單道多層堆積過程中,對不同層間沉積尺寸的控制應(yīng)該優(yōu)先考慮。
2.2 單道多層沉積尺寸變化趨勢分析
分析沉積尺寸在不同工藝參數(shù)下的變化趨勢,進(jìn)一步地揭示沉積尺寸與工藝參數(shù)之間的內(nèi)在聯(lián)系,為后續(xù)的工藝優(yōu)化控制提供重要的指導(dǎo)依據(jù)。以線能量密度為研究點(diǎn),取第4、8、12、16和20層的3個截面沉積尺寸的平均值作為研究對象,其中4層和8層屬于靠近基板的區(qū)域,16和20層屬于達(dá)到熱平衡的區(qū)域,12層為兩者之間的過渡層。
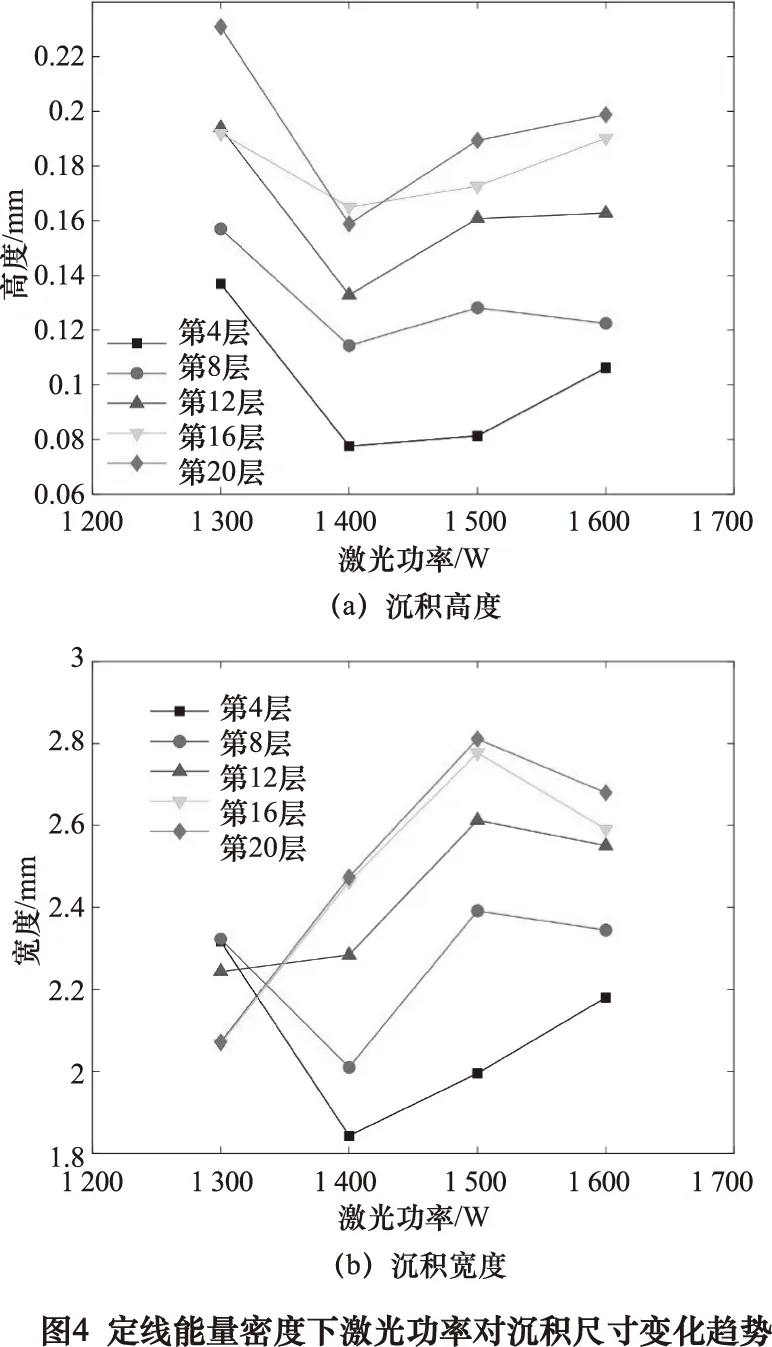
首先研究定能量密度下沉積尺寸的變化,保持線能量密度為常量,設(shè)定線能量密度為100 J/mm,改變激光功率和掃描速度,如表5所示。圖4所示為定線能量密度時不同激光功率和掃描速度下的5層沉積尺寸數(shù)據(jù)。
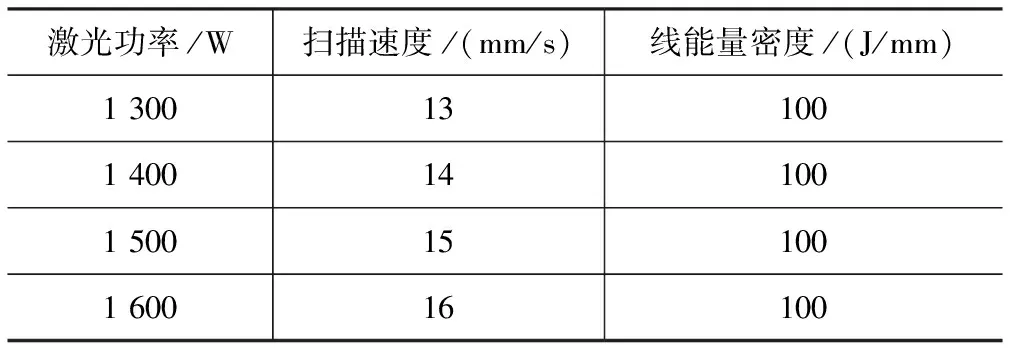
表5 定線能量密度時的工藝參數(shù)設(shè)置
保持線能量密度為常量,隨著激光功率的增加,對應(yīng)的掃描速度增大。從圖4分析可知,隨著激光功率的增加,定能量密度下沉積尺寸的影響規(guī)律性不太明顯,這說明從線能量密度的角度看,定能量密度不會直接對沉積尺寸的影響。因?yàn)榧す夤β试龃髸r,單位時間內(nèi)釋放的能量增加,與之相應(yīng)的掃描速度也是增加的,不能很好地保證每一段區(qū)間吸收的實(shí)時激光能量保持相等,致使沉積尺寸變化趨勢不呈現(xiàn)規(guī)律。這進(jìn)一步表明單道多層堆積過程是多個影響因素共同作用的結(jié)果,對其工藝過程的優(yōu)化應(yīng)單獨(dú)考慮單個因素影響。
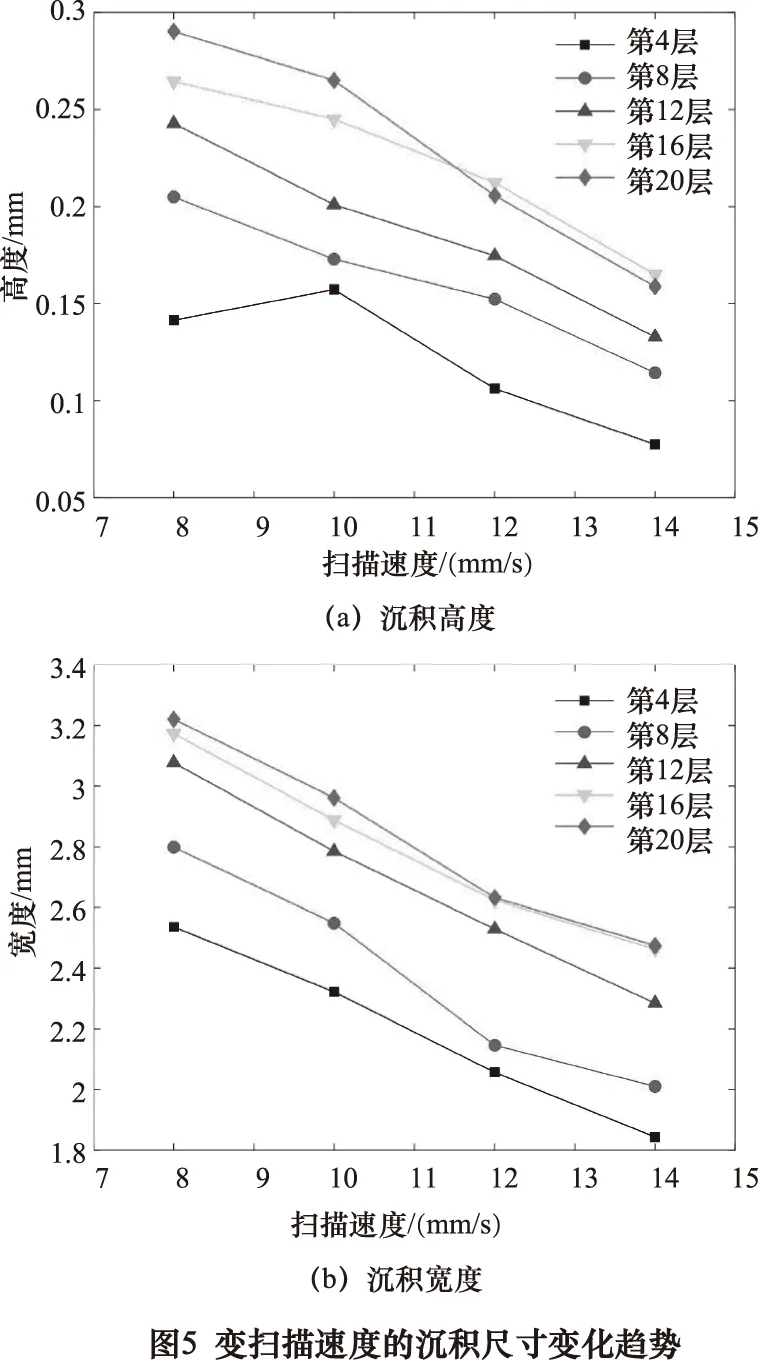
下面探索變能量密度對沉積尺寸的影響,變線能量密度可以分成兩種情況:激光功率不變,掃描速度變化;掃描速度不變,激光功率變化。首先考慮激光功率不變,掃描速度對沉積尺寸的影響情況,具體工藝參數(shù)見表6,圖5是變能量密度時不同掃描速度對沉積尺寸的影響。
表6 變掃描速度的工藝參數(shù)設(shè)置
圖5a中第4層是處于極不穩(wěn)定的狀態(tài),所以出現(xiàn)了10 mm/s的層高增大的情況,但是從整體趨勢看還是呈下降的。通過圖5分析可知,在不同的掃描速度下,各層堆積的沉積尺寸與掃描速度呈負(fù)相關(guān)。當(dāng)粉末從噴嘴送達(dá)激光熔覆區(qū)域時,掃描速度越小,更多的粉末在該區(qū)域匯聚,激光光束能量輸入可以熔化更多粉末,熔覆寬度變大,粉末堆積的高度越高。
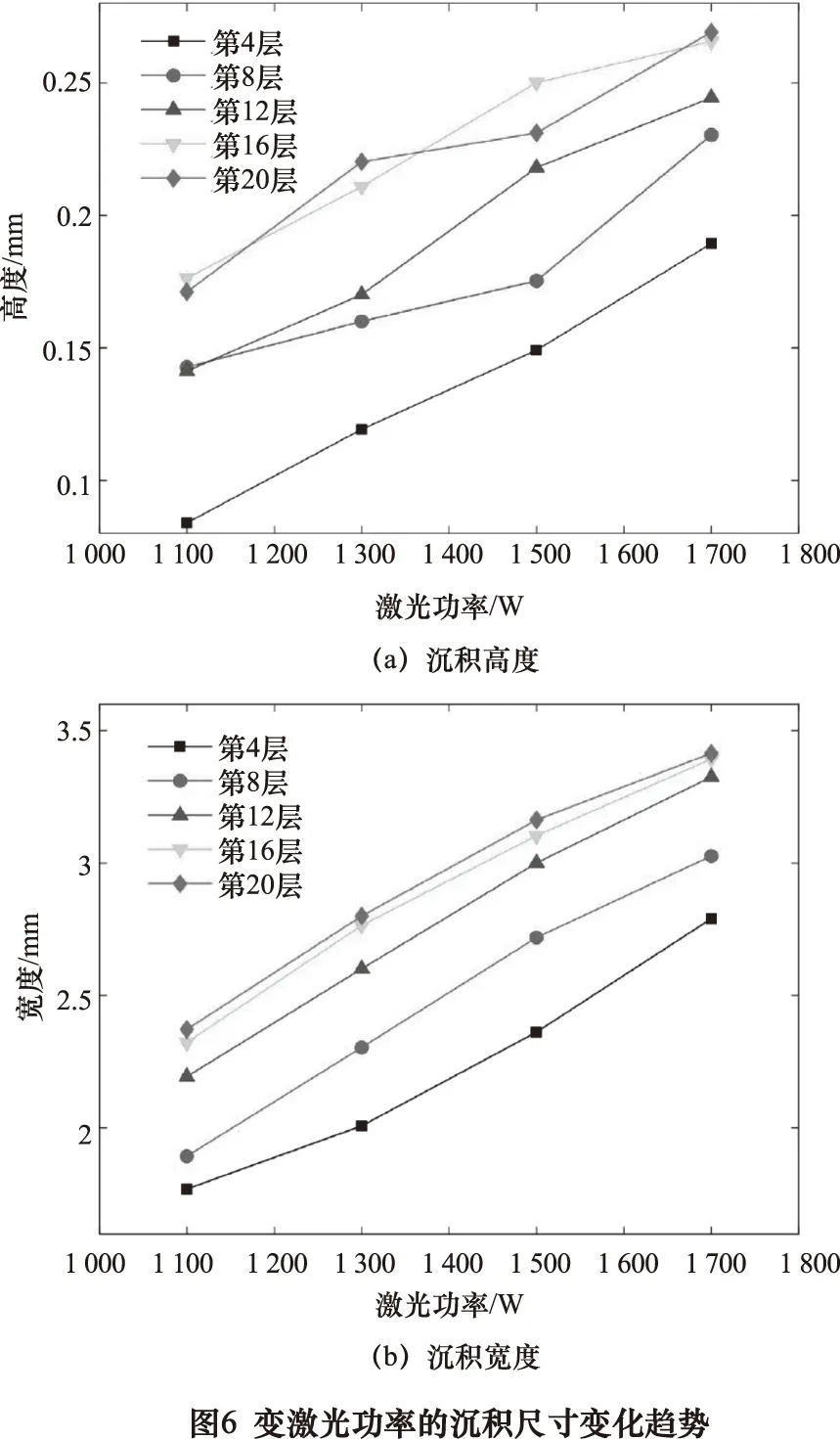
考慮掃描速度不變,激光功率變化對沉積尺寸的影響狀況,具體工藝參數(shù)如表7所示,圖6為變能量密度下不同激光功率對沉積尺寸的影響。
表7 變激光功率的工藝參數(shù)設(shè)置
通過圖6分析可知,在不同的激光功率下,各層堆積的沉積尺寸與激光功率呈正相關(guān)。激光功率在熔覆區(qū)域越大時,在該區(qū)域輸入的能量越多,加大了粉末吸收的能量,熔化的粉末量也越多,在該區(qū)域的沉積寬度變大,沉積高度也越大。
通過對不同工藝參數(shù)下的沉積尺寸分析發(fā)現(xiàn),線能量密度對沉積尺寸的趨勢變化比較模糊,而從激光功率和掃描速度的角度來看,這兩者對多層堆積的沉積尺寸變化趨勢具有較大的影響。因此在遇到沉積尺寸出現(xiàn)偏差的問題時,可以通過調(diào)節(jié)激光功率和掃描速度來達(dá)到控制尺寸的目的,對于如何調(diào)節(jié)兩者因素則需要進(jìn)一步的找出沉積寬度和沉積高度與二者的關(guān)系。
2.3 工藝參數(shù)沉積尺寸預(yù)測模型
為了對后續(xù)穩(wěn)定的沉積層的沉積尺寸進(jìn)行預(yù)測,利用現(xiàn)有的實(shí)驗(yàn)數(shù)據(jù)進(jìn)行建模分析,從而獲得準(zhǔn)確的沉積尺寸預(yù)測模型。激光熔化沉積是一個復(fù)雜的非線性過程,很難用一個線性的模型去預(yù)測出沉積過程的寬度和高度,而神經(jīng)網(wǎng)絡(luò)具有很好非線性信息的處理能力,能較好地逼近非線性的函數(shù)[9],因此采用一個淺層神經(jīng)網(wǎng)絡(luò)構(gòu)建激光功率和掃描速度與沉積尺寸的關(guān)系。利用MATLAB中BP神經(jīng)網(wǎng)絡(luò)工具箱進(jìn)行模型構(gòu)建,網(wǎng)絡(luò)共設(shè)3層,輸入層共有2個神經(jīng)元,分別為激光功率和掃描速度2個因素,輸出層1個神經(jīng)元,沉積寬度或者沉積高度,隱含層的神經(jīng)元個數(shù)根據(jù)經(jīng)驗(yàn)設(shè)為10,網(wǎng)絡(luò)初始權(quán)值是采用隨機(jī)方式生成,訓(xùn)練中權(quán)值根據(jù)誤差大小通過Levenberg-Marqaurdt算法進(jìn)行不斷調(diào)整直至訓(xùn)練結(jié)束,而結(jié)束的條件為連續(xù)6次都無法降低驗(yàn)證集的誤差或者均方差小于0.000 1。
預(yù)測樣本數(shù)據(jù)是基于多層堆積達(dá)到熱平衡后的沉積尺寸的平均值,寬度和高度分別有104組,其中84組數(shù)據(jù)作為訓(xùn)練樣本,10組作為驗(yàn)證樣本,10組作為測試樣本。訓(xùn)練樣本主要是用來擬合模型,通過分類器的參數(shù)來訓(xùn)練分類模型;驗(yàn)證樣本主要用來將訓(xùn)練樣本訓(xùn)練的模型進(jìn)行驗(yàn)證預(yù)測,通過不斷調(diào)整模型參數(shù)來尋找最優(yōu)的模型;測試樣本則是根據(jù)選出的最優(yōu)模型預(yù)測,對該模型的性能進(jìn)行評價。為了對淺層神經(jīng)網(wǎng)絡(luò)模型的預(yù)測準(zhǔn)確性進(jìn)行評價,采用了平均絕對誤差和平均相對誤差對模型的效果進(jìn)行驗(yàn)證和討論,平均絕對誤差是反應(yīng)預(yù)測值與真實(shí)值之間的關(guān)系,而平均相對誤差是反應(yīng)預(yù)測值與真實(shí)值的誤差與實(shí)際值之間的內(nèi)在聯(lián)系,兩者的誤差值越小表示該神經(jīng)網(wǎng)絡(luò)模型效果越好。
平均絕對誤差的公式為:
式中:MAE表示平均絕對誤差,yi表示預(yù)測值,ymi表示真實(shí)值。
平均相對誤差的公式為:
式中:MRE表示平均相對誤差,yi表示預(yù)測值,ymi表示真實(shí)值。
通過計算可知,沉積高度的相對誤差最大值和最小值分別是4.81%和0.49%,平均相對誤差為2.27%,平均絕對誤差為0.005 mm;沉積寬度的相對誤差最大值和最小值分別是2.31%和0.01%,平均相對誤差為1.18%,平均絕對誤差為0.035 mm。模型的誤差均在5%以內(nèi),可見該模型預(yù)測值和實(shí)際值擬合良好,模型是有效的。
3 結(jié)語
(1)單道多層堆積過程中,靠近基板的沉積層區(qū)域的尺寸整體波動較大,沉積到一定層數(shù)后,沉積尺寸的波動減小,同一層內(nèi)的尺寸趨于穩(wěn)定。因此,可以優(yōu)先考慮優(yōu)化不同層間的工藝。
(2)單道多層堆積中的沉積寬度和高度與工藝參數(shù)的關(guān)系是:沉積尺寸與激光功率呈正相關(guān),與掃描速度呈負(fù)相關(guān)。
(3)建立了基于工藝參數(shù)的沉積尺寸的預(yù)測模型,沉積高度和沉積寬度的平均相對誤差分別為2.27%和1.18%,表明模型的預(yù)測效果良好。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(2020年2期)2020-06-02 11:29:24
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
核科學(xué)與工程(2015年4期)2015-09-26 11:59:03
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
