高溫氣冷堆蒸汽發生器蒸汽出口連接管制造及難點分析
2021-06-24 08:35:56王強
壓力容器 2021年5期
王 強
(哈電集團(秦皇島) 重型裝備有限公司,河北秦皇島 066206)
0 引言
200 MW高溫氣冷堆示范電站(HTR-PM)是在我國10 MW高溫氣冷堆實驗堆成功運行的基礎上設計并計劃制造的第一座氣冷堆示范電站。HTR-PM屬球床模塊式高溫氣冷堆,具有固有安全性、發電效率高和市場適應能力強等特點,被認為是最先投入工業應用的第四代先進的核能發電系統[1]。
HTR-PM蒸汽出口連接管是連接并隔離一回路和二回路的換熱部件,主要功能是將堆芯核能產生的熱量由一回路傳給傳熱單元至二回路,產生蒸汽推動汽輪機發電,傳熱單元作為一道屏障,保證一回路壓力邊界的完整性,同時防止二回路的水進入一回路,執行核安全的功能。連接管為核一級安全部件,其制造及彎制成形嚴格按照核一級部件標準執行。
1 結構介紹
HTR-PM蒸汽發生器內件由承重筒組件、換熱單元、蒸汽出口連接管、給水連接管、內部構件外法蘭組件、頂部腔室固定筒組件等組成,蒸汽出口連接管材料為Incoloy 800H,布置在直徑2.6 m、高度2.8 m的空間內。蒸汽出口端連接管最長約6 m,每根連接管平均有9個彎頭。管子彎曲成形后,引入蒸汽管板并與之連接,蒸汽出口連接管外形見圖1。
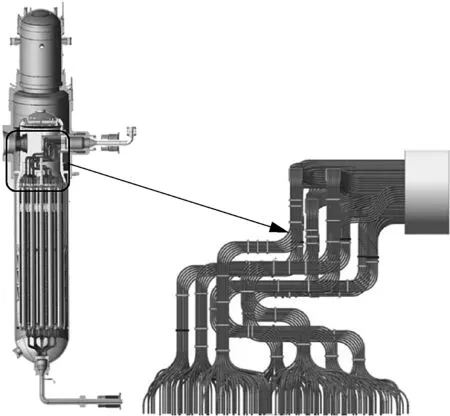
圖1 HTR-PM蒸汽出口連接管示意 Fig.1 Schematic diagram of HTR-PM steam exit connect piping
2 設計及制造技術要求
2.1 設計要求
(1)蒸汽出口連接管計算:滿足熱應力及流致振動的要求。
(2)空間結構:布置在固定空間。
(3)蒸汽出口連接管布局:成束蛇形布置,留出足夠空間用于換熱管捆扎和支撐。
(4)連接管長度:連接管長度無要求,但是連接管之間長度差值需小于1.5 m,保證換熱的均勻性。
(5)彎曲半徑:按照ASME NH分卷,不考慮使用溫度,由制作引起的局部最大應變不大于5%可免除熱處理。根據ASME NB分卷,應變百分率公式按式(1)計算。
對于管道:
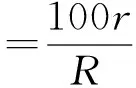
(1)
式中,r為管道的名義半徑,mm;R為到管道中心線的名義彎曲半徑,mm。
經計算,連接管的彎曲半徑>190 mm即可免除彎曲后熱處理。
2.2 制造要求
(1)最小直段要求:為滿足連接管彎制要求,任意彎管兩端部應留有最小夾持余量,夾持余量為2倍的直徑。
(2)裝配:連接管在布置時,應充分考慮其裝配空間及管-管之間裝配干涉。
(3)焊接空間:裝配完成后,應確保足夠的空間進行連接管與換熱單元的管-管焊接。
(4)彎曲半徑:為避免由于彎曲模具的更換產生過大的累積誤差,應統一彎曲半徑。
使用UG軟件進行連接管的方案布局設計,設計完成后進行模擬裝配并驗證,設計方案具有可行性,滿足各方面要求。
3 原材料技術要求
為滿足產品設計及制造要求質量,其管材的材料為Incoloy 800H,屬于高溫鎳基合金,國內800H合金管材制造質量不穩定,其原材料的制造質量也是研制的難點之一。
Incoloy 800H合金采用電爐加真空電弧重熔(VAR)的方法冶煉。連接管應滿足ASME SB-163對Ni-Fe-Cr UNS N08810合金管的要求。拉伸性能要求抗拉強度Rm≥377 MPa(675 ℃)。原材料生產廠家需進行高溫持久強度試驗,高溫持久試驗需滿足設計方要求。合金管為無縫管,采用冷拔或冷軋的冷精整方法制造。對于直管,連接管尺寸及外形偏差:內外徑允許偏差±0.05 mm,壁厚允許偏差±0.10 mm,橢圓度為外徑允許偏差的80%,壁厚不均勻度為壁厚允許偏差的80%,彎曲度≤1.5 mm/m。
4 制造難點分析及控制
4.1 連接管成形
4.1.1 制造難點
連接管空間尺寸復雜,未成形前,長度約6 m,成形后,高度約3 m,寬度約2.5 m。彎制完成后的連接管一端與管板進行裝配,之后進行管子管板脹焊;另一端與換熱單元進行管管對接焊接。同時,每組連接管要捆扎成一束,成形后的精度直接影響上述裝配要求,更有一些小角度彎頭,大大增加了彎制難度。
連接管在彎制過程中最小壁厚為2.7 mm,橢圓度不應超過4%,連接管表面質量,不允許因彎管造成影響管子使用的劃痕、碰撞傷痕存在,劃痕深度≤0.01 mm。
綜上,連接管在彎制的過程中,既要保證本身表面質量及彎頭處成形橢圓度,又要保證本身尺寸滿足上端穿出管板及下端與換熱單元對接的精度要求。
4.1.2 控制措施
連接管主要的彎制工藝為:劃線→下料→冷彎成形→整形→通球檢驗→尺寸及表面檢測。其中冷彎成形及整形是整個連接管制造的難點,通過進行大量彎制試驗,摸索Incoloy 800H連接管回彈量及尺寸控制措施,最終保證產品成形質量。
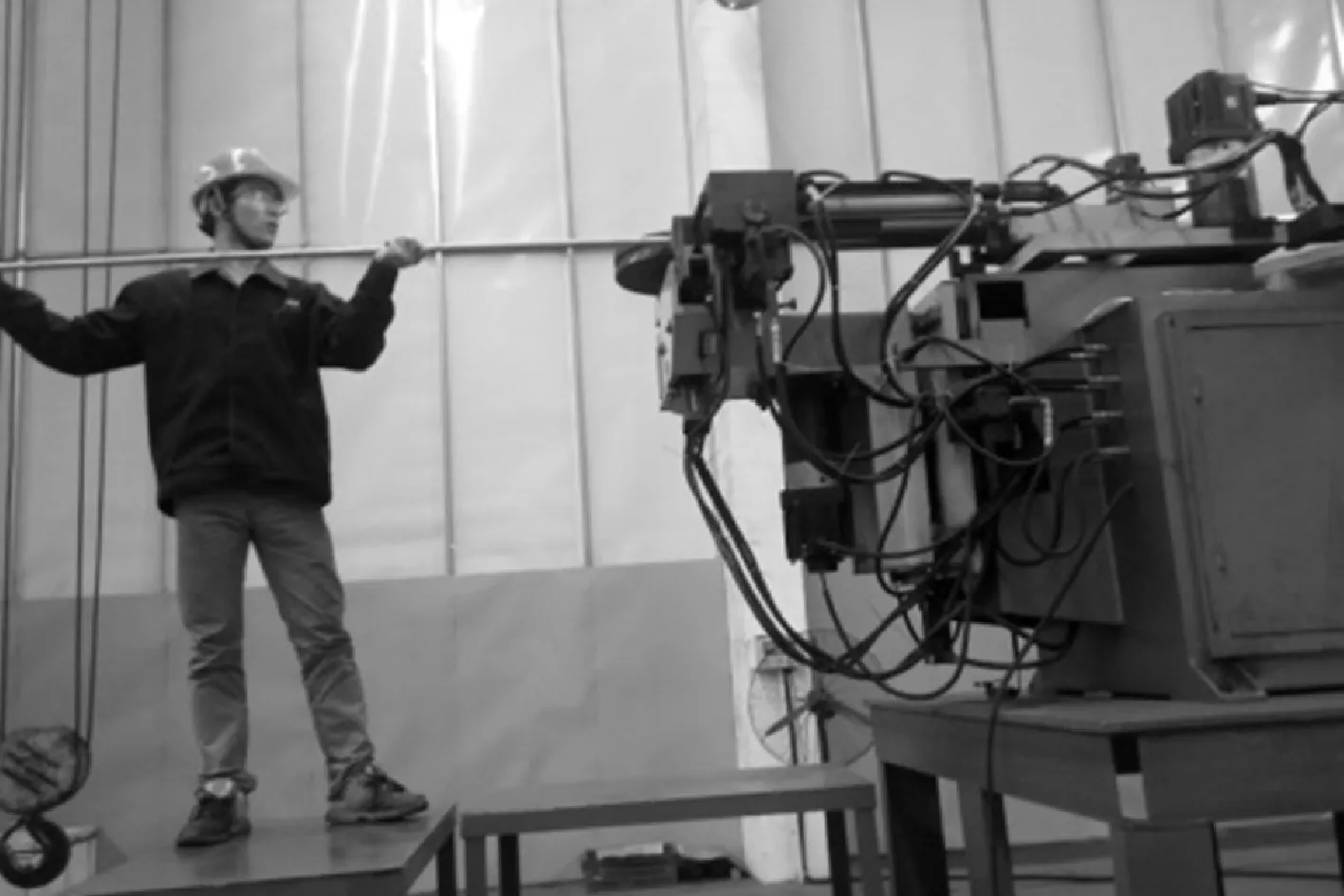
采用高精度數控彎管機,進行連接管的彎制。由于每一根連接管的尺寸都不相同,因此針對每一根連接管需要設計一種立體模具,通過立體模具進行連接管的精整,并通過模具放樣對連接管的成形尺寸進行測量。彎制設備及精整模具如圖2所示。
(a)
4.2 連接管裂紋分析
Incoloy 800H材料首次用于核電蒸汽發生器換熱管,連接管在彎制過程中彎頭處發現微裂紋。為了分析裂紋產生的原因,評估產品質量風險,進行失效分析,找到問題的根源,提出并實施控制和改進措施。
4.2.1 失效分析
針對PT顯示的檢測,采用的檢測方法為SEM表面形貌觀察分析和能譜分析SEM銹斑表面局部化學成分,分析結果表明:凹坑(氧化物脫落、腐蝕坑、氫鼓泡等)內嵌入的Al,Ti,Ca的氧化物。
對于表面銹斑,SEM銹斑表面局部化學成分和SEM銹斑表面形貌(見圖3),觀察銹斑處有疏松的銹蝕產物及腐蝕坑,銹蝕坑下存在晶間腐蝕裂紋,銹斑中檢測出S,Cl等元素。
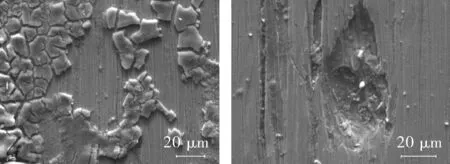
圖3 SEM銹斑表面形貌圖 Fig.3 SEM surface morphology of rust spots
對于彎管段裂紋,SEM管材、裂紋、斷口形貌觀察分析SEM裂紋截面、裂尖能譜局部化學成分截面顯微硬度測試、SEM-EBSD(晶粒周邊殘余應變)分析晶界局部氫含量測試所有裂紋屬于沿晶開裂,如圖4所示。裂紋擴展與腐蝕無關,整個截面硬度均勻,殘余應力與直管段、消應力狀態管段沒有明顯區別,裂紋和尖端部位未發現明顯的H聚集,管材表面無腐蝕物質,說明腐蝕物質可能是在管材表面拋磨前接觸的管材。關聯管材氫含量測量結果顯示,經消應力處理的管材H含量不超過2×10-6,固溶態管材H含量為6×10-6~10×10-6。
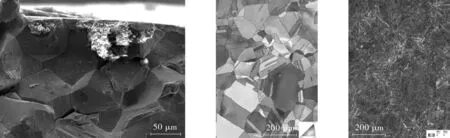
圖4 SEM裂紋斷口形貌圖
4.2.2 產生裂紋的原因
裂紋為沿晶開裂,裂紋的擴展與腐蝕無關,根據導致沿晶開裂的一般因素(應力腐蝕和氫致開裂)分析,是局部組織與氫共同作用的結果。
微觀組織正常,材料的組織狀態、晶粒尺寸、境界析出不是導致材料開裂的因素;表面有銹斑的管材,其表面有腐蝕產物、腐蝕坑和表面晶間腐蝕裂紋;管材硬度均勻,變形后硬度沒有明顯變化;彎管后晶界應變沒有明顯增大;成品管中H含量極高,為9.2×10-6~9.4×10-6。經過真空爐中消應力處理的管材(螺旋盤管),其H含量較低(0.4×10-6~0.55×10-6)。
通過裂紋表面及斷口觀察、裂紋截面及裂尖分析,以及材料微觀結構分析、顯微硬度測量、SEM-EBSD分析、H含量分析等,目前給出階段性結論:裂紋萌生不排除腐蝕的影響,但裂紋擴張與腐蝕無關;基體H含量高,懷疑H在其他因素共同作用下造成氫致裂紋。
PT顯示產生原因為表面粗糙,有磨粒侵入管材表面;管材表面銹斑原因為接觸了含有S,Cl等腐蝕介質;連接管彎曲開裂為沿晶開裂,排除由于腐蝕物質導致的應力腐蝕開裂,綜上所述,證據指向氫導致了連接管沿晶開裂。
4.2.3 控制措施
提高表面質量,改進表面磨光工藝;排查制管過程可能帶來的污染或介質,避免再次接觸帶有腐蝕性的污染物,確保每道工序后,管材以外的物質被徹底清除;采用試驗批次的管材,查明H的來源,保證新制管材的H含量不高于2×10-6;消應力狀態的管材氫含量不高于2.0×10-6(實測結果0.4×10-6~1.0×10-6),因此不會產生氫致開裂;正常情況下,800H換熱管制管過程中的氫氣保護,不是導致800H管材中H含量高的主要原因。
4.3 連接管裝配
為了驗證蒸汽出口連接管設計能否實現裝配,經實際的1∶1模型(見圖5),完全按照產品進行相關操作,驗證其可行性,并積累相關經驗和數據。
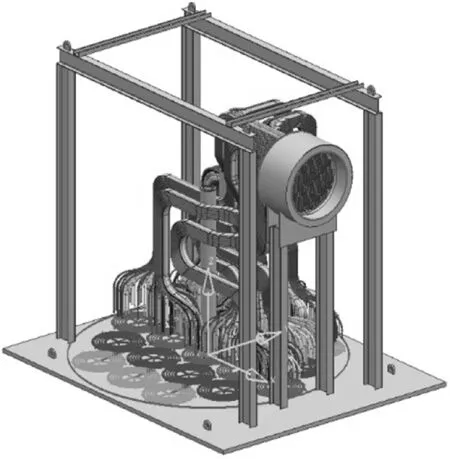
圖5 蒸汽出口連接管1∶1模型 Fig.5 1∶1 model of steam exit connect piping
4.3.1 難點分析
通過出口連接管1∶1模型試驗,驗證出口連接管裝配方法及順序,主要內容包括逐根穿管順序、出口端梯度布置、劃傷情況分析、清潔度控制等研究工作。并分析驗證其可行性,最終達到優化連接管組裝方案和指導實際產品生產的目的。在試驗過程中,重點針對以下幾項進行摸索、分析和驗證。
(1)驗證在設計階段確定的裝配順序是否可行。
(2)分析連接管彎制后尺寸精度對裝配的影響。
(3)分析摸索因管端位置偏移而影響裝配的調整方法。
(4)驗證工具工裝是否合理可用。
(5)驗證管子支承柱裝配空間。
(6)驗證并確定管端水壓試驗可行性和確定管端預留余量。
(7)裝配過程中劃傷情況分析,清潔度控制。
(8)連接管尺寸檢測方法,誤差分析。
(9)裝配干涉調整,優化整體裝配方案。
(10)較小管間距情況下,使用內切斷方法去除管端余量。
4.3.2 裝配工藝流程
每根連接管均按照下述流程進行裝配,裝配完成的連接管如圖6所示。
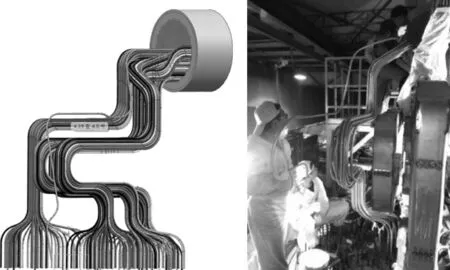
圖6 連接管裝配示意 Fig.6 Schematic assembly diagram of connecting pipe
(1)按照既定的裝配順序選取正確編號的連接管。
(2)確定與之對應的管板孔、底板孔的位置、編號,并做標識。
(3)拾取連接管,先穿入管板孔。
(4)通過調整連接管穿入管板孔的深度,調整連接管的水平、垂直。
(5)與底板上的孔配對裝配。
(6)焊接操作空間的驗證。
(7)對連接管實施固定。
(8)蒸汽出口連接管裝配過程:首先插入對應的管板孔,經相應旋轉及裝配找到對應的換熱單元管口號,操作者需帶白手套,對管端坡口應進行適當防護,避免安裝過程與周圍工裝發生刮蹭。
4.4 連接管與管板脹接
4.4.1 難點分析
管子管板脹接后,兩者之間的殘余接觸壓力是影響脹接強度的主要因素,但是該壓力值無法直接測量。目前,衡量管子管板脹接強度的主要指標是拉脫力[2-6]。對于HTR-PM蒸汽發生器連接管與管板間的脹接,結合換熱管的具體尺寸以及RCC-M相關要求及以往的加工經驗,同時考慮換熱管發生屈服時的載荷,規定單個接頭的拉脫力為25~40 kN。
脹接拉脫力隨脹接壓力的變化關系見圖7。可以看出,隨著脹接壓力的增加,接頭的拉脫力是一直增加的,且基本呈線性關系。

圖7 拉脫力隨脹接壓力變化示意 Fig.7 Schematic diagram of pull-off force changes with expanding pressure
4.4.2 控制措施
通過脹接試驗,掌握了高溫鎳基合金連接管與鎳基管板的脹接特性,獲得了脹接參數與脹接強度的試驗數據,并通過拉脫力試驗、間隙密封試驗、沸騰氯化鎂試驗,優化了脹接參數,獲得了超高的脹接強度、高強的間隙密封性能、優異的抗腐蝕性能的脹接接頭,完全滿足高溫氣冷堆蒸汽發生器的設計要求。
4.5 連接管與管板焊接
管子-管板焊縫質量是影響蒸汽發生器換熱效率及承壓邊界安全性的重要考核指標[7-8]。常見的管子-管板焊縫質量問題主要表現在以下幾個方面。
(1)通過目視檢查和滲透檢測發現的焊縫表面缺陷,如表面成形不良(咬邊、凹陷)、表面氣孔等。
(2)通過射線檢測、氦檢漏及水壓試驗發現的焊縫內部缺陷,如焊縫內部的氣孔、夾渣、夾鎢、裂紋、未熔透等。
(3)通過數據測量及見證試件解剖金相測量發現的焊縫成形不滿足設計要求的缺陷,如焊喉尺寸不足、焊縫內徑偏小等。
4.5.1 難點分析
核電蒸汽發生器的管子-管板接頭形式均采用脹焊結合的工藝方式,高溫氣冷堆蒸汽發生器管子-管板接頭采用機械定位脹-強度密封焊-全程液壓脹的連接方式,為保證運行安全,最小泄漏通道(最小焊喉)尺寸要求大于2 mm,同時為滿足氦檢漏的要求,焊縫之間的剩余孔橋大于等于2 mm[9]。
管子-管板焊縫坡口形式及尺寸,將直接影響到管子-管板焊縫外觀成形質量及最小泄漏通道尺寸、管板剩余孔橋等數據;還影響到后續氦檢漏等工序的實施。常見管子-管板焊接坡口主要有伸出式、平齊式和內縮式。
根據產品對管子-管板焊縫的焊喉要求,以及換熱管和管孔橋尺寸分析,借鑒壓水堆蒸汽發生器的成功制造經驗,管子-管板焊接優選內縮式的接頭形式,如圖8所示。

圖8 管子-管板焊槍及焊后管孔 Fig.8 Welding gun for tube-tubesheet and pipe hole after welding
4.5.2 控制措施
(1)通過試驗確定合適的坡口角度及坡口深度,根據已有研究經驗確定焊接電流、焊接速度以及送絲速度等焊接工藝參數,最終使焊接后管子-管板焊縫的焊喉尺寸滿足產品要求,同時外觀成形美觀且能夠滿足后續的氦檢漏檢測。
(2)管子-管板焊前采用機械脹接方式對換熱管與管板管孔進行貼合定位,脹接參數將直接影響焊縫根部質量。定位脹接功率過小會引起焊縫根部出現裂紋或氣孔等焊接缺陷,通過試驗確定定位脹接的參數,并確定了脹接后管子內徑尺寸為13.25~13.35 mm,可以滿足后續焊接要求。
(3)為避免焊縫出現裂紋或氣孔等缺陷,管子-管板脹接及焊接前,對管板孔內壁、換熱管內外壁及焊接坡口周邊均要求清理,保證無銹、油和氧化物等雜質。
(4)通過確定管子-管板接頭及坡口形式,嚴格控制焊接過程的清潔度,合理優化工藝參數和過程控制是控制管子-管板焊縫質量的必要措施。
5 結語
通過高溫氣冷堆蒸汽發生器蒸汽連接管研制,多項關鍵工藝技術得以攻克,包括復雜形狀連接管成形、裝配、厚壁鎳基合金管子-管板脹接以及焊接,并通過大量試驗進行驗證、優化,開發并形成了一套完整的工藝和專用裝備,解決了高溫氣冷堆蒸汽發生器蒸汽出口連接管制造工藝難題,成功應用于我國高溫氣冷堆示范工程蒸汽發生器的制造,為保證示范工程的建設做出了重要貢獻。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
電子制作(2018年18期)2018-11-14 01:48:24
制造業自動化(2017年2期)2017-03-20 14:26:13
山東工業技術(2016年15期)2016-12-01 05:31:22
設備管理與維修(2015年12期)2015-04-09 06:57:24
建筑材料學報(2014年3期)2014-03-11 17:08:02