熱絲TIG堆焊UNS S32707特超級雙相不銹鋼工藝試驗研究
2021-06-24 08:38:00賈小斌杜金濤王志剛張建曉
壓力容器 2021年5期
關鍵詞:不銹鋼
王 純,賈小斌,馮 偉,杜金濤,王志剛,張建曉
(1.哈爾濱威爾焊接有限責任公司,哈爾濱 150028;2.蘭州蘭石重型裝備股份有限公司,蘭州 730314;3.甘肅省壓力容器特種材料焊接重點實驗室,蘭州 730314)
0 引言
隨著石化行業生產規模的擴大及原油品質的下降,雙相不銹鋼開始逐步應用于壓力容器的制造。雙相不銹鋼的金相組織為鐵素體相α+奧氏體相γ,該類型鋼既擁有奧氏體不銹鋼韌性及焊接性較好的優點;又因鐵素體相的存在而具有較高的力學強度和耐氯離子腐蝕的特點[1-2]。雙相不銹鋼自20世紀30年代開發以來,已發展到第三代,第三代雙相不銹鋼的代表為SAF2507(稱為超級雙相不銹鋼,DSS),其抗點蝕指數(PRE)值能達到40,具有較強的耐氯化物腐蝕能力[3-4]。近年來,UNS S32707作為最新一代的雙相不銹鋼開始應用于產品的制造中,其奧氏體相與鐵素體相接近1∶1,PRE值接近50,稱為特超級雙相不銹鋼(HDSS)。UNS S32707具有極優的耐腐蝕性能,且力學強度遠大于一般奧氏體不銹鋼及鎳基合金,在特定環境下可以代替某些鎳基合金,從而降低設備制造成本[5-6],具有廣闊的應用前景。
國內已有較多文獻報道了對UNS S32707特超級雙相不銹鋼的性能研究及產品制造[7],但尚無對該種材料堆焊試驗的報道。在壓力容器的制造中,對某些較小部件要進行耐腐蝕、耐磨層的堆焊[8],熱絲TIG是在傳統TIG基礎上,焊絲在進入熔池前,開始由加熱電源通過導電塊對其通電,依靠電阻熱將焊絲加熱至預定溫度,減小了焊接熔池從電弧中輸入的熱量,使得熔敷效率有了較大的提高[9-10]。因此,研究熱絲TIG堆焊UNS S32707特超級雙相不銹鋼工藝及其堆焊層性能對該類材料在壓力容器中的應用具有重要的意義。
1 試驗材料及方法
堆焊試驗母材為12Cr2Mo1R,板材為正火+回火熱處理,規格為40 mm(厚度)×300 mm×300 mm;焊接前對待堆焊面進行打磨,清除表面油污,并進行磁粉檢測(MT)確認無缺陷后堆焊;第1層堆焊前對母材試板進行預熱,預熱溫度≥150 ℃。焊接材料選用某公司27.7.5L(?1.2 mm),其化學成分如表1所示。

表1 焊接材料27.7.5L化學成分
特超級雙相不銹鋼中N為重要元素之一,對雙相不銹鋼中兩相比例、γ相耐腐蝕性都有重要的作用[11-12];雖然焊絲中含有一定量的N元素,但在焊接過程中容易發生N元素的燒損,所以在UNS S32707特超級雙相不銹鋼的堆焊試驗中,如何保證堆焊層中N元素是需要重點關注的問題。在進行熱絲TIG自動堆焊之前,為驗證混合氣中N2含量最佳比例,先采用手工TIG堆焊試驗,選用不同N2含量的混合氣體進行堆焊試驗,測量熔敷金屬N元素含量,結果表明,純Ar保護焊接時N元素含量最低值為0.2%,Ar(98%)+N2(2%)混合氣體保護焊接時N元素含量可以控制在0.3%~0.5%之間,在熱絲TIG堆焊時采用Ar(98%)+N2(2%)配比混合氣。根據生產經驗制定熱絲TIG堆焊特超級雙相不銹鋼焊接工藝如表2所示,奧氏體不銹鋼309MoL為過渡層,厚度2~2.5 mm。

表2 熱絲TIG堆焊UNS S32707焊接規范
嚴格按照表2的焊接規范,控制堆焊過程中的搭接量、焊槍角度進行焊接,堆焊層外觀美觀、平整度較好,熱絲TIG堆焊層外觀如圖1所示。

圖1 熱絲TIG堆焊層形貌 Fig.1 Hot wire TIG surfacing layer morphology
根據NB/T 47013.3—2015《承壓設備無損檢測 第3部分:超聲檢測》及NB/T 47013.5—2015《承壓設備無損檢測 第5部分:滲透檢測》,對堆焊完成的試板進行檢測,無缺陷。根據GB/T 150.4—2011《壓力容器 第4部分:制造、檢驗和驗收》8.2中的規定,一般在鉻鉬耐熱鋼上進行堆焊之后需要進行焊后熱處理[13],本次試驗在堆焊完過渡層之后進行退火熱處理。熱處理參數如表3所示。

表3 熱處理工藝參數
2 試驗結果與討論
2.1 堆焊層熔敷金屬化學成分
根據GB/T 4336—2016《碳素鋼和中低合金鋼 多元素含量的測定 火花放電原子發射光譜法(常規法)》,對堆焊層熔覆金屬進行化學成分分析,取樣位置在表層3 mm位置處,表層化學成分如表4所示。

表4 表層熔敷金屬化學成分
從表4可以看出,表層熔敷金屬化學成分符合ASME Ⅱ卷A篇SA-789《一般用途無縫和焊接鐵素體/奧氏體不銹鋼管子》對化學成分的規定,說明在選用適當的保護氣體、嚴格執行焊接規范的情況下,熱絲TIG堆焊27.7.5L可得到N含量合格的堆焊層。將上述實測化學成分代入點蝕指數計算公式:PRE=Cr%+3.3×Mo%+16×N%,得到堆焊層PRE=48.2。
2.2 堆焊層力學性能
對堆焊層進行了大小側彎測試、熔合面剪切強度測試,試驗結果:其中側彎試樣尺寸分別為40 mm+堆焊層×10(大側彎)、40 mm+堆焊層×3(小側彎),彎曲直徑分別為40,12 mm,彎曲角度180°,8件側彎在彎曲之后未發現≥3 mm的裂紋,說明堆焊層塑性較好。堆焊層熔合面剪切強度分別為569,580 MPa,該值遠大于GB/T 6396—2008《復合鋼板力學及工藝性能試驗方法》及制造技術條件中規定的值200~210 MPa。
2.3 堆焊層金相性能
從堆焊試板上制取一塊試樣,對截面進行腐蝕,以便區分過渡層及表層、母材進行硬度測試,其中表層測試位置為截面+表面;測試標準為GB/T 4340.1—2009《金屬材料 維氏硬度試驗 第1部分:試驗方法》,測試結果如圖2所示。
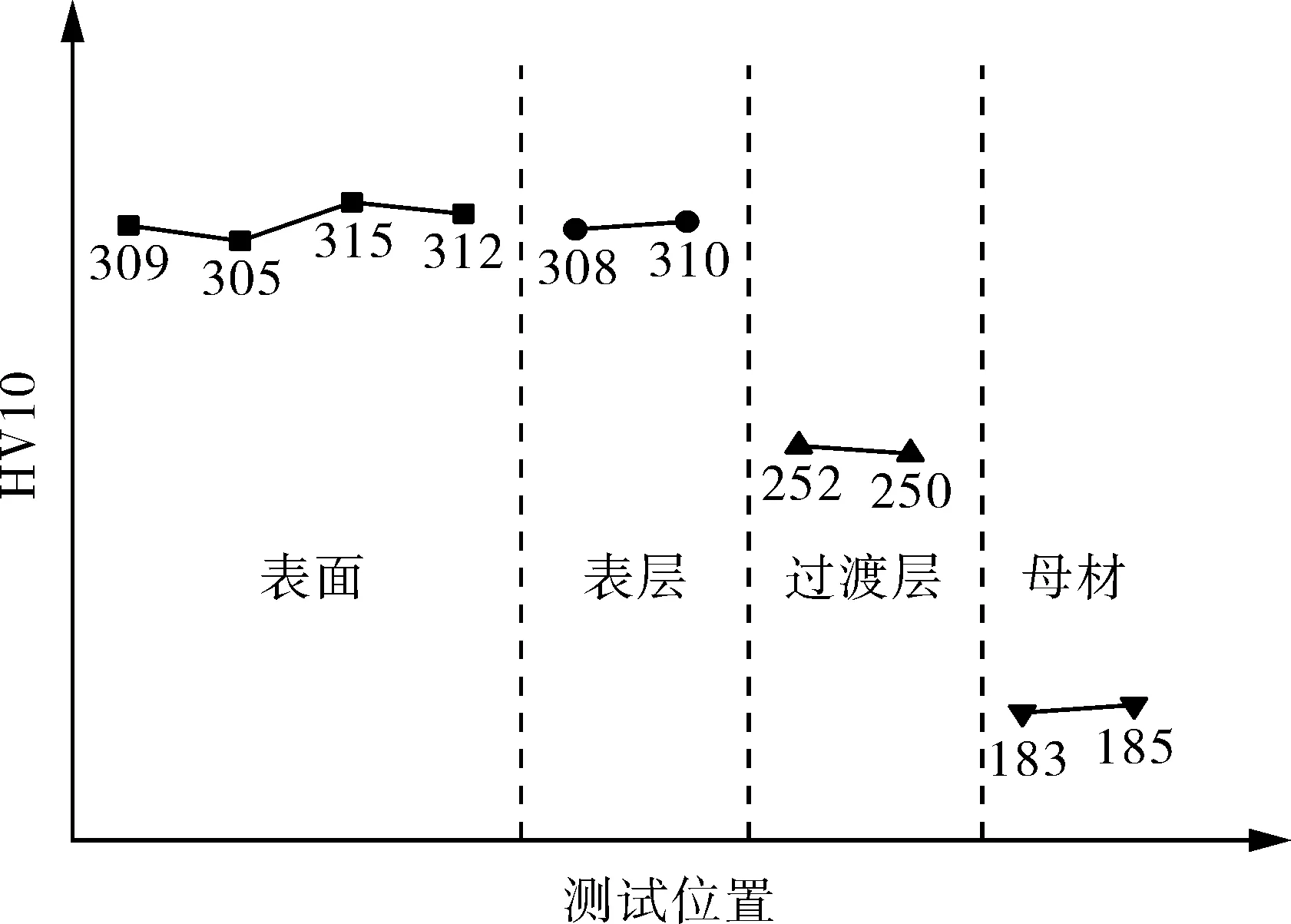
圖2 堆焊層接頭硬度值 Fig.2 Hardness value of surfacing layer joint
從圖2可以看出,UNS S32707特超級雙相不銹鋼堆焊層硬度值遠高于奧氏體不銹鋼堆焊層硬度,這與其強度值較高相匹配。特超級雙相不銹鋼表層硬度值高于過渡層奧氏體不銹鋼堆焊層的原因是金相組織的不同。
圖3示出堆焊層表層的金相組織。可以看出,表層為奧氏體+鐵素體雙相組織,鐵素體占據較大比例,約占50%。焊接雙相不銹鋼時鐵素體與奧氏體的相比例是較為重視的問題,試驗中采用金相法與磁性法分析。磁性法中,鐵素體檢測儀型號FMP30,引用檢測標準GB/T 1954—2008《鉻鎳奧氏體不銹鋼焊縫鐵素體含量測量方法》;金相法測定鐵素體含量標準為GB/T 13305—2008《不銹鋼中α-相面積含量金相測定法》。
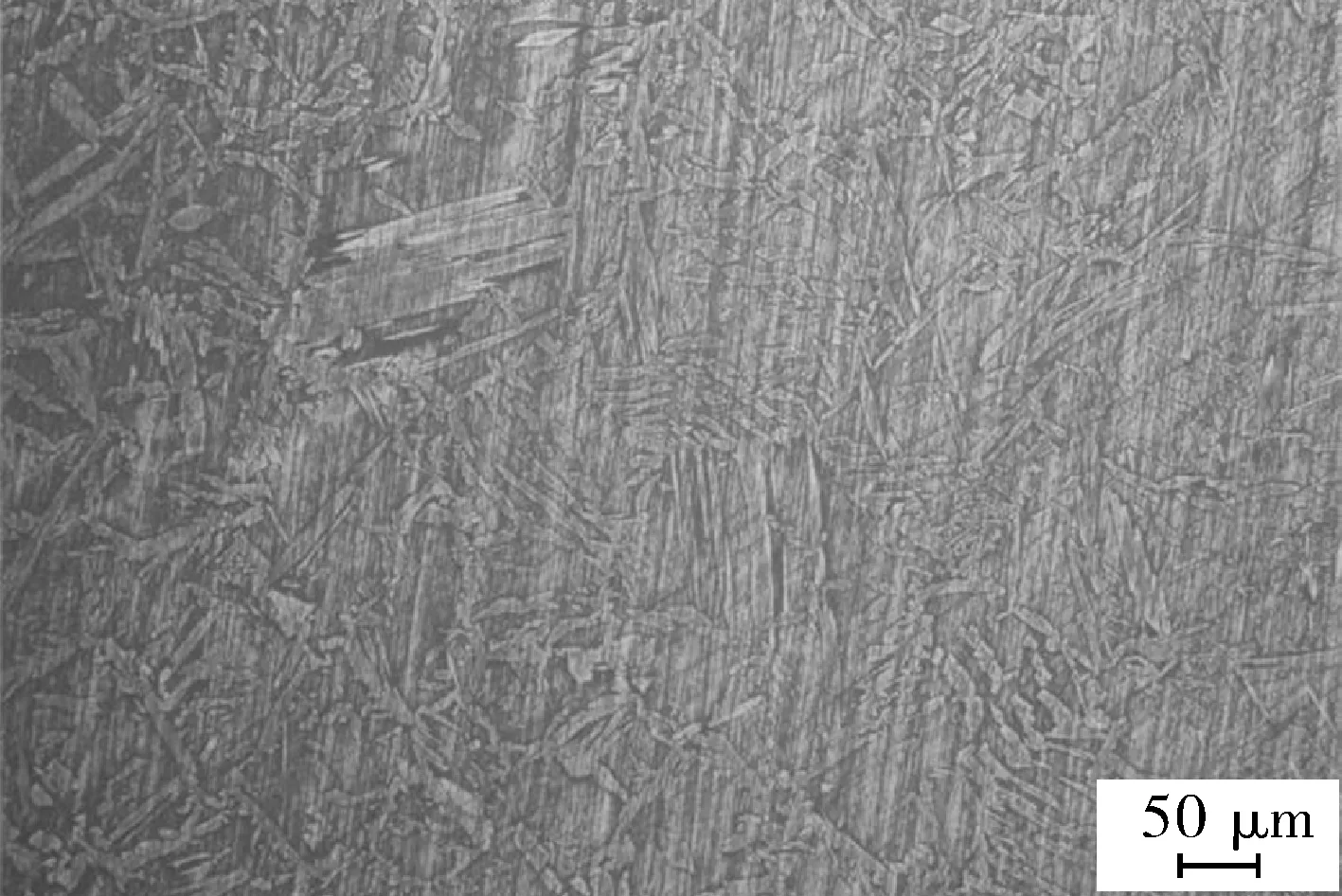
圖3 堆焊層表層金相組織 Fig.3 Surface metallographic structure of surfacing layer
用AWS A4.2校準過的鐵素體磁性測定儀測量堆焊表層鐵素體數FN,結果如圖4所示。
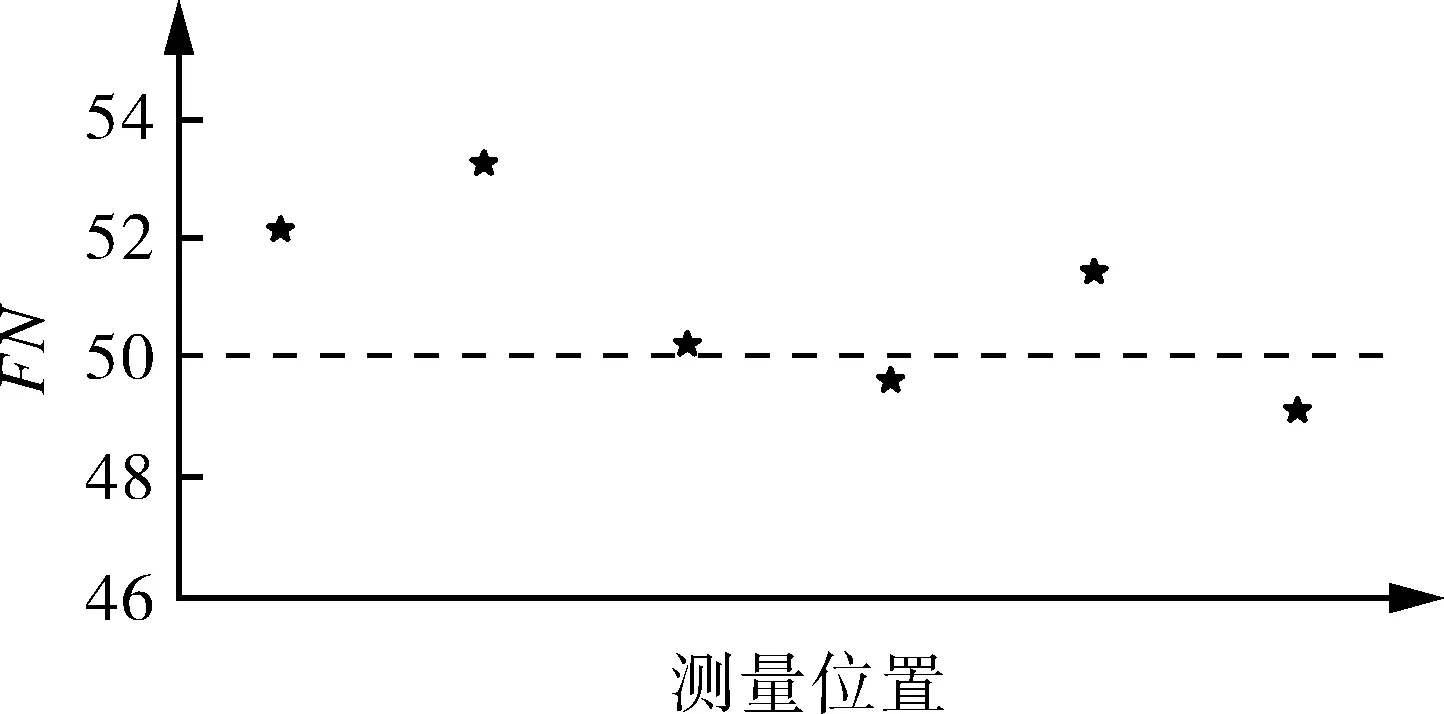
圖4 表層鐵素體數(FN) Tab.4 Number content of surface ferrite (FN)
選擇表層6處位置進行鐵素體數測量,結果為52.1,53.2,50.2,49.6,51.4,49.1,鐵素體數均值為50.9。表層中奧氏體相與鐵素體相接近1∶1,與圖3中表層微觀金相組織相符合。
2.4 堆焊層耐腐蝕性能
對堆焊層表層金屬進行取樣,并進行晶間腐蝕試驗、點腐蝕試驗,試驗標準為GB/T 4334.5—2000《不銹鋼硫酸-硫酸銅腐蝕試驗方法》、ASTM G48—2011《使用三氯化鐵溶液做不銹鋼及其合金的耐麻點腐蝕和抗裂開腐蝕性試驗的標準方法》。
(1)硫酸-硫酸銅晶間腐蝕試驗時為微沸狀態,經16 h試驗之后對兩件試樣在10倍放大鏡下觀察,未見因晶間腐蝕引起的裂紋。
(2)在ASTM G48 A/B法試驗中,試驗溫度均為50±2 ℃;兩種試驗方法FeCl3質量濃度為6%,試驗時間為72 h。試驗結果為:A法試驗腐蝕率均值為0.006 5 g/m2·h,B法試驗腐蝕率為 0.003 g/m2·h。從上述數據可以看出,堆焊層具有良好的耐點蝕能力。
3 結語
熱絲TIG是一種適合于UNS S32707特超級雙相不銹鋼堆焊效率較高的焊接方法,焊接成型美觀、后續加工量小;在一定的焊接及熱處理參數下,堆焊層化學成分、力學性能均符合相關技術要求,堆焊層微觀組織中鐵素體相占比約50%;堆焊層具有優異的耐點蝕及裂口腐蝕性能。該材質堆焊具有較好的應用前景。
猜你喜歡
趣味(數學)(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學)(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術裝備(2018年1期)2018-04-28 09:09:10
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16