鋁帶冷軋機液壓系統安全設計
2021-06-15 04:23:36張瑞虹
有色金屬加工 2021年3期
關鍵詞:設計
張瑞虹
(中色科技股份有限公司,河南 洛陽 471039)
隨著我國裝備自動化水平的不斷提高,對機械設備的安全性提出了更高要求。安全是生產活動的前提,而實現安全生產除了嚴格的安全生產管理制度,更重要的是設備的本質安全設計。鋁帶冷軋機是空間布局和生產流程較為復雜的自動化加工設備,生產區域內有多種交互移動設備和重載移動設備,這些設備大多采用液壓驅動,預防人身傷害和設備安全是液壓系統設計必須考慮的問題。本文以某大型鋁帶冷軋機為例,論述其中典型的液壓系統安全設計。
1 液壓閥臺進油安全切斷和泄壓設計
機組生產區域內情況復雜,為防止人員意外闖入造成傷害,按照設備布局和功能劃分出多個安全防護區域并設置安全圍欄,圍欄上設置電子安全門鎖,經過允許才能開鎖進入。鋁帶冷軋機通常采用液壓泵站集中供油、控制閥臺分散布置的形式,一個閥臺上集成設置多組控制回路控制多個液壓執行元件。閥臺設計時一個閥臺控制的執行元件必須在一個安全防護區域內,閥臺進油路設置自動安全切斷和泄壓裝置,電子安全門鎖打開時該區域內所有閥臺的進油安全切斷和泄壓裝置動作,區域內所有液壓執行元件失去動力。
安全切斷和泄壓裝置原理如圖1所示。開門信號發出時電磁閥1斷電,液控單向閥4關閉切斷閥臺進油,同時閥臺進油壓力P1通過節流孔3緩慢釋放,如壓力未釋放,壓力報警器5發出報警信號。

1-換向閥;2-節流孔;3-節流孔;4-液控單向閥;5-壓力報警器
2 液壓泵站安全泄壓設計
液壓泵站與各分散閥臺之間有很長的高壓管路且泵站設有蓄能器,當液壓泵站停機后高壓管路內的壓力將保持很長時間,可能引起執行元件誤動作或發生泄漏對維護檢修人員造成傷害。如圖2所示,泵站設計自動安全泄壓裝置,泵站停機時電磁閥1自動斷電,高壓油經節流孔2緩慢泄放,使管路P1保持無壓狀態,如壓力未釋放,壓力報警器4發出報警信號。

1-換向閥;2-節流孔;3-單向閥;4-壓力報警器
3 具有雙壓力保護功能的上、卸卷車液壓防墜落安全設計
鋁帶冷軋機上、卸卷車托舉卷重可達數十噸,為實現長距離水平移動,托舉液壓缸與控制閥臺之間設置拖鏈采用膠管連接,一旦膠管爆裂將出現急速下墜造成翻卷事故。液壓控制設計防墜落安全閥組,閥組安裝在上、卸卷車車體上,一端與托舉液壓缸采用鋼管連接,另一端連接膠管,其控制原理見圖3。如圖3所示,液壓缸活塞側膠管在托卷上升時承受高壓,如膠管突然爆裂失壓,液控單向閥1將自動關閉,液壓缸保持位置,防止料卷墜落。該裝置同時具有壓力保護功能,溢流閥3用于最大壓力保護,防止意外超壓,溢流閥4通過液控單向閥2的遠程開關切換實現小車接觸卷筒時的低壓保護,從而保護卷軸安全。安全泄壓裝置液控單向閥1和2由拖鏈另一端控制閥臺上的電磁換向閥遠程控制,實現升降功能和安全保護。
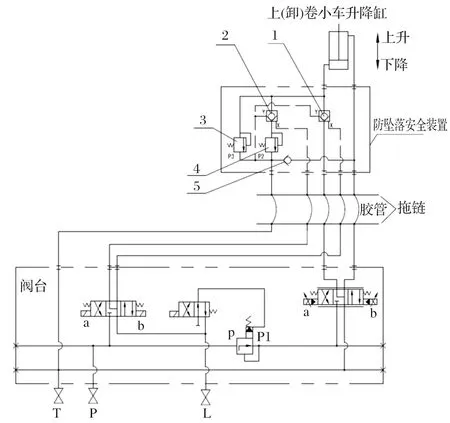
1-液控單向閥;2-液控單向閥;3-溢流閥;4-溢流閥;5-單向閥
4 結語
綜上所述,液壓系統安全設計需要從機組的安全防護要求、能量釋放、設備運行風險等方面考慮,以人身安全和設備安全為前提,實現機組本質安全的提升。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
