鋁合金型材喇叭狀V形坡口自動MIG焊工藝研究
2021-06-15 04:23:24林相遠金文福
有色金屬加工 2021年3期
康 銘,林相遠,鄧 鑫,金文福
(遼寧忠旺集團有限公司,遼寧 遼陽 111003)
鋁合金型材喇叭狀V形坡口是鋁合金焊接產(chǎn)品中常見的焊接接頭形式[1]。在產(chǎn)品中,通常焊后需對其余高進行打磨,以保證后續(xù)裝配的順利進行。余高為焊縫強度的保證措施之一,對于無余高的焊道,則其焊縫強度主要依靠焊縫的內(nèi)部質(zhì)量來進行保證。當無余高焊道的焊接工藝不合理時,極易發(fā)生接頭強度低于設(shè)計強度進而發(fā)生失效斷裂的情況。因此,合理的焊接工藝參數(shù)是保證焊接產(chǎn)品質(zhì)量的必要條件。現(xiàn)針對鋁合金型材V形坡口喇叭接頭進行焊接工藝優(yōu)化研究,旨為廣大焊接從業(yè)者提供數(shù)據(jù)參考。
1 實驗材料與方法
實驗?zāi)覆臑?063-T6擠壓型材,母材壁厚2.5mm,母材的抗拉強度大于215MPa,屈服強度大于170MPa,伸長率大于6%,滿足GB/T 6892標準;母材成分(質(zhì)量分數(shù),%)為Si 0.2~0.6,Mg 0.45~0.9,F(xiàn)e 0.35,Cu 0.10,Mn 0.10,Cr 0.10,Ti 0.10,Zn 0.10,Ni 0.10,Al及其它為余量,滿足GB/T 3190-2008標準要求。
焊接方法為單脈沖自動MIG焊,焊接設(shè)備為Fronius TPS5000CMT逆變式數(shù)字化鋁焊機,機器人手臂為KUKA KR90,焊絲為EN ISO 18273:S Al 5356。焊接接頭如圖1所示,焊槍角度描述如圖2所示。
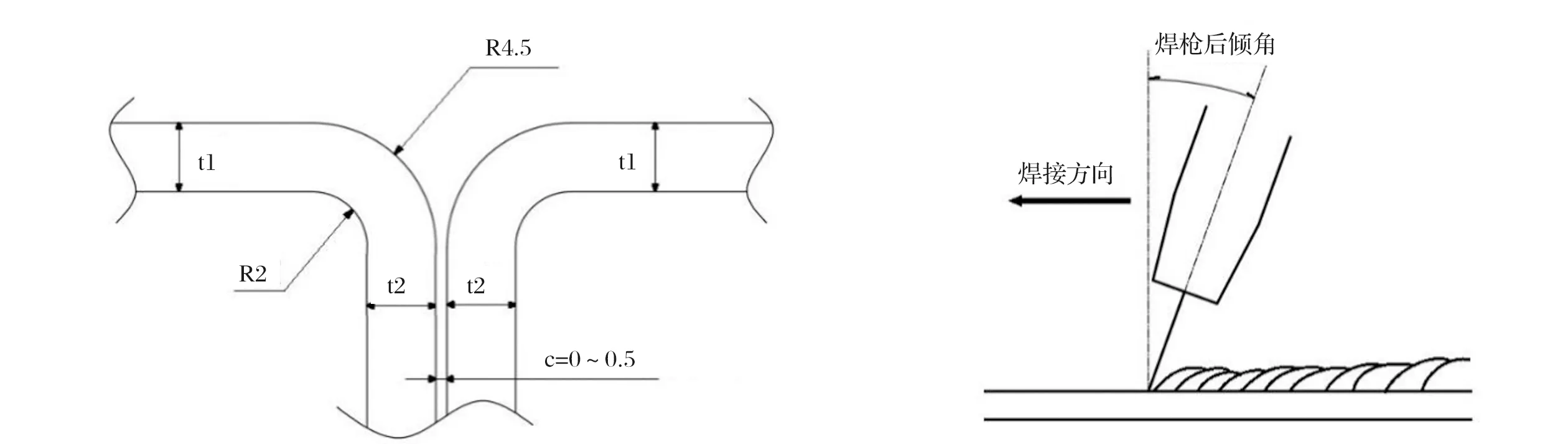
圖1 焊接接頭 圖2 焊槍角度
型材壁厚t1與t2相同,均為2.5mm;焊接速度均為12.2mm/s,氣體流量為25L/min。本次試驗采用控制變量法來進行,表1中,序號1~序號3為研究焊絲干伸長對接頭質(zhì)量的影響,序號4~序號6為研究焊槍后傾角對接頭質(zhì)量的影響,序號7~序號14為研究焊接電流對接頭質(zhì)量的影響。焊接完成后依次進行目視檢測、滲透檢測、宏觀金相觀察及拉伸性能檢測,通過試驗結(jié)果來對各因素進行分析。
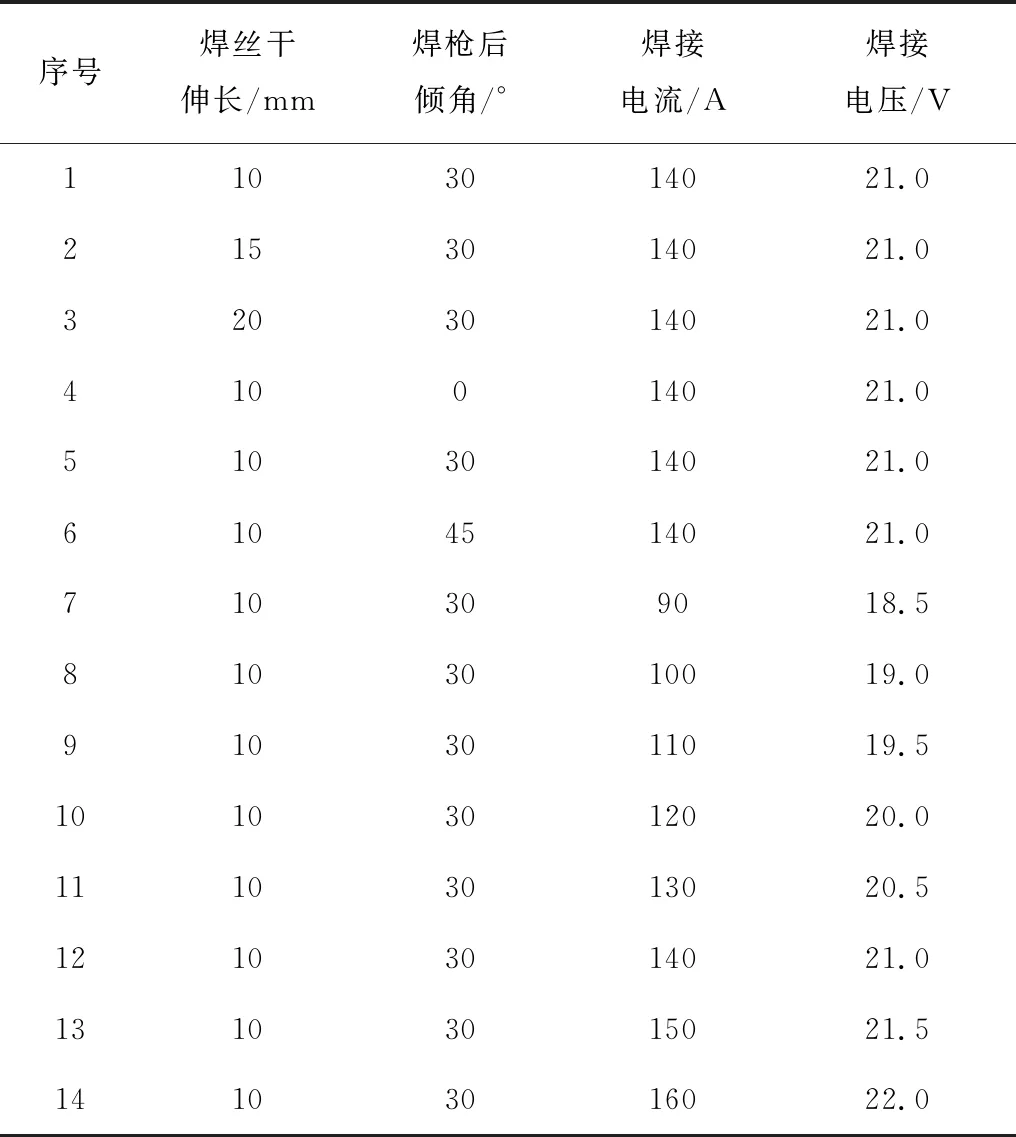
表1 自動MIG焊接參數(shù)
2 實驗結(jié)果及分析
2.1 焊絲干伸長的影響
焊絲干伸長的研究采用表1中序號1~序號3的焊接參數(shù)來進行。由實驗結(jié)果可知,當焊絲干伸長為10mm與15mm時,目視檢測與滲透檢測均可滿足ISO 10042 B級以及ISO 23277 1級標準要求(表2)。但當焊絲干伸長為20mm時,焊趾處出現(xiàn)鏈狀氣孔,因此無法滿足標準要求。但在去除余高的接頭中,焊絲干伸長為10mm與20mm 的焊道表面無宏觀氣孔存在,但焊絲干伸長為15mm的焊道表面存在密集氣孔。這是由于焊絲干伸長越長,氣體對焊道的保護效果越差所致。而當焊絲干伸長為20mm時,焊道有效連接厚度較其它兩種干伸長參數(shù)要淺,故氣體更容易向上溢出,打磨余高后剛好可以去除。
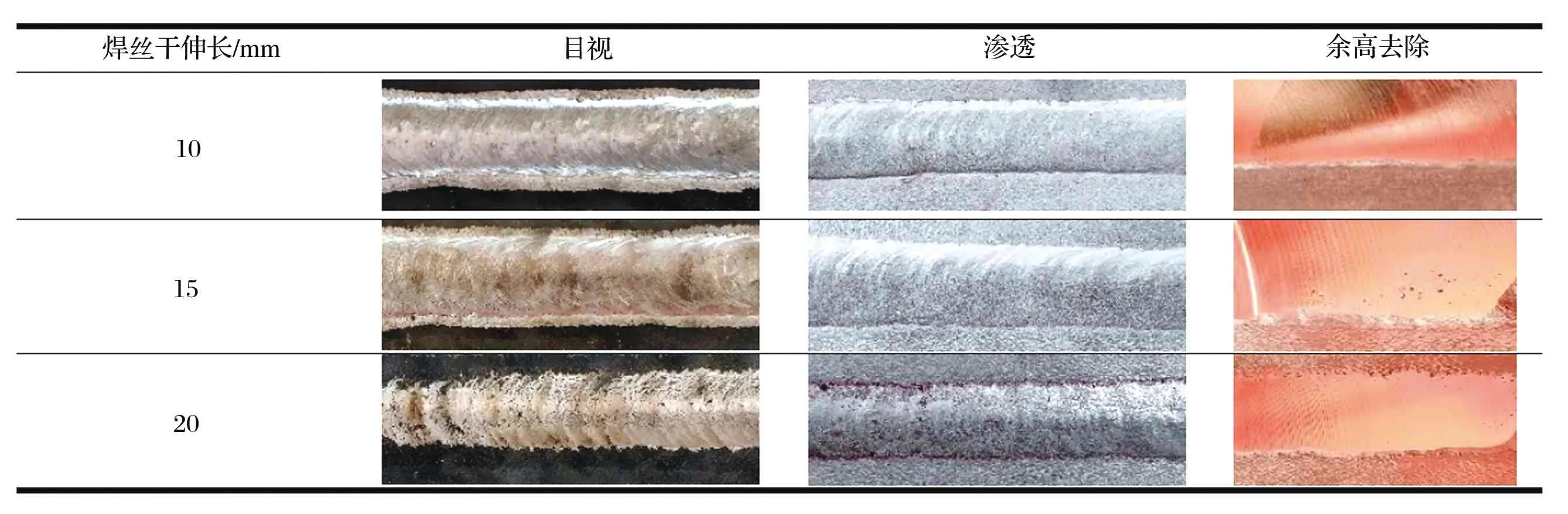
表2 不同干伸長的焊道
如圖3宏觀金相觀察結(jié)果所示,當焊絲干伸長為10mm及15mm時,焊縫有效連接厚度分別為3.2mm和2.6mm,均大于母材壁厚的2.5mm;當焊絲干伸長為20mm時,焊縫有效連接厚度為2.2mm,小于母材的2.5mm。通過表3的拉伸斷裂結(jié)果可知,三種焊絲干伸長下的最大拉伸載荷幾乎一致且均因焊接造成的過時效作用而在熱影響區(qū)斷裂。雖然焊絲干伸長為20mm時接頭存在缺陷,但是其有效連接厚度為2.2mm,具有一定連接強度,與焊接母材熱影響區(qū)位置厚度2.5mm相差不大,其母材合金為6063,本身強度不高,對比熱輸入影響,熱影響區(qū)處強度損失較大,因此斷裂位置為熱影響區(qū)。圖3(c)有效連接厚度小的情況可能為局部情況,并未貫穿整道焊縫。綜上所述,焊絲干伸長為10mm時焊道質(zhì)量最佳。
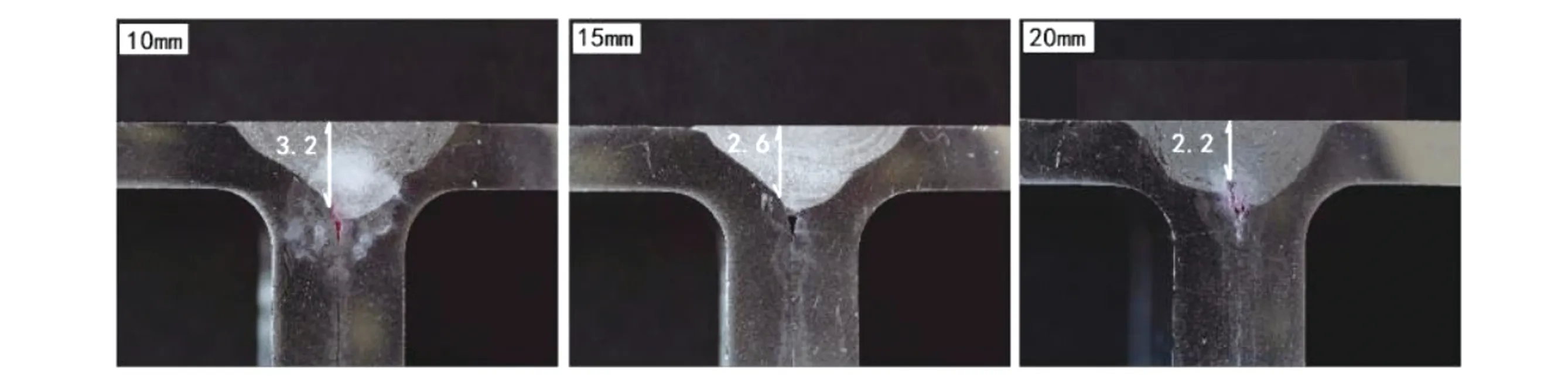
(a)焊絲干伸長10mm (b)焊絲干伸長15mm (c)焊絲干伸長20mm
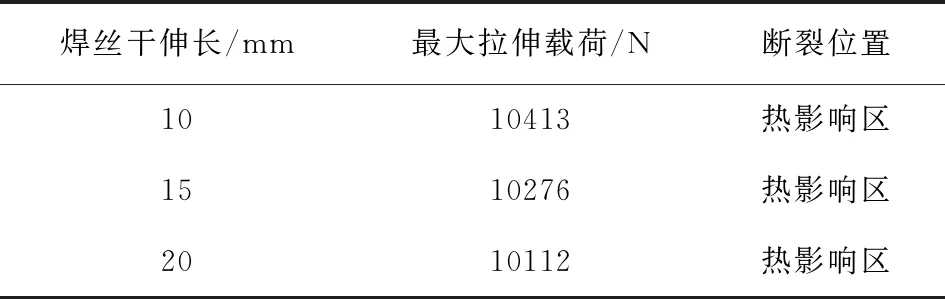
表3 不同干伸長的拉伸斷裂結(jié)果
2.2 焊槍后傾角的影響
焊槍后傾角的研究采用表1中序號4~序號6的焊接參數(shù)來進行。由實驗結(jié)果可知,當焊槍后傾角度分別為0°、30°、45°時,焊道目視檢測以及滲透檢測均滿足ISO 10042 B級以及ISO 23277 1級標準要求(表4)。但當焊槍后傾角為0°時,焊道表面存在多個小尺寸單氣孔缺欠,這可能是由于保護氣體在焊接行進過程中被吹向后方而使前部焊道保護效果減弱所致。對其進行余高打磨后,焊槍后傾角為45°時的焊道表面出現(xiàn)密集氣孔,可見過大的焊槍后傾角亦會使氣體保護效果減弱。圖4為不同焊槍角度的接頭宏觀金相。
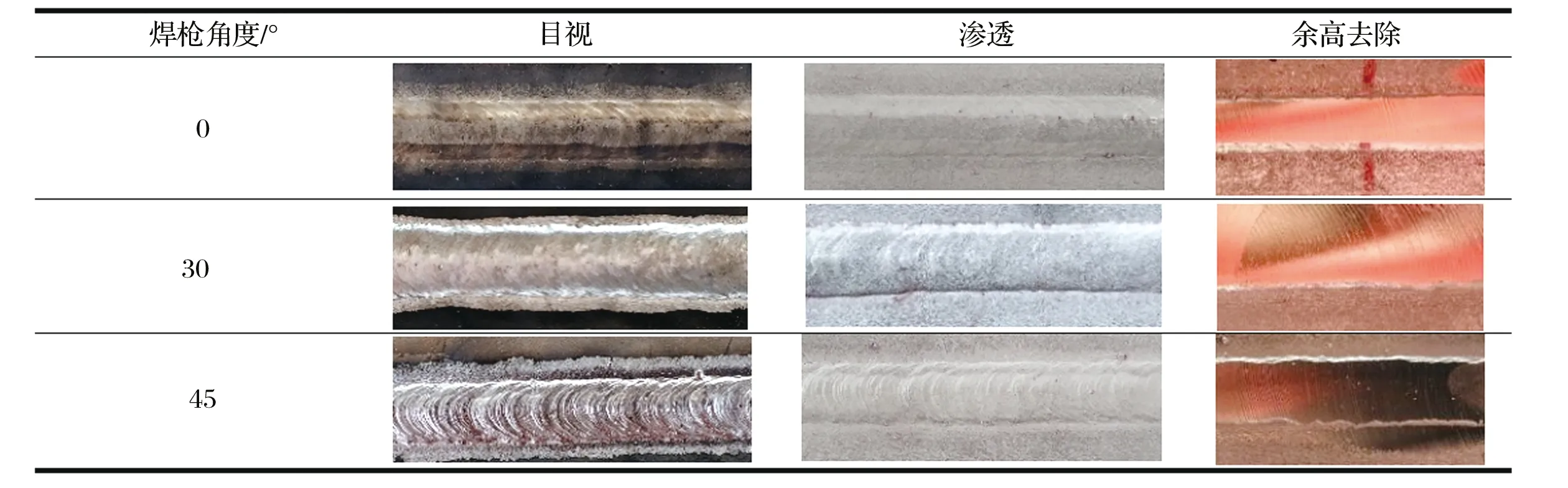
表4 不同焊槍角度的焊道
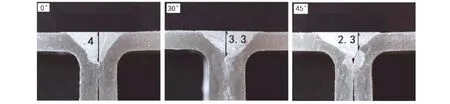
(a)焊槍角度0° (b)焊槍角度30° (c)焊槍角度45°
如圖4所示,當焊槍后傾角為0°時接頭有效連接厚度為4.0mm,當焊槍后傾角為30°時接頭有效連接厚度為3.3mm,均大于母材壁厚的2.5mm;但當焊槍后傾角為45°時接頭有效連接厚度僅為2.3mm,小于母材壁厚,故焊縫金屬區(qū)域可能將成為接頭最薄弱區(qū)域。由拉伸斷裂結(jié)果(表5)可知,當焊槍后傾角為0°及30°時均因焊接的過時效作用而在熱影響區(qū)斷裂;而當焊槍后傾角為45°時,接頭在焊縫金屬區(qū)域斷裂且其最大拉伸載荷值在三種參數(shù)中最低,因此這極可能是由于該處有效連接厚度過小而導致的。綜上所述,當焊槍后傾角為30°時,焊道質(zhì)量最佳。
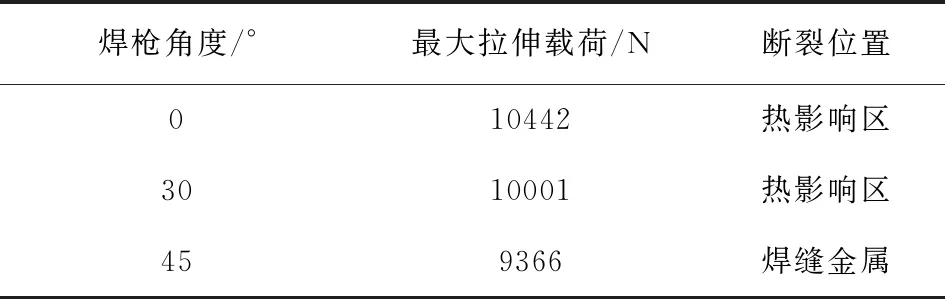
表5 不同焊槍角度的拉伸斷裂結(jié)果
2.3 焊接電流的影響
焊接電流的研究采用表1中序號7~序號14的焊接參數(shù)來進行。不同焊接電流對應(yīng)的焊后接頭有效連接厚度值如圖5所示。可見焊接電流在120A及以上時接頭的有效連接厚度大于母材壁厚(2.5mm)。不同焊接電流對應(yīng)的接頭拉伸斷裂結(jié)果如表6所示。可見接頭有效連接厚度值在2.5mm以上時,接頭強度較高,拉伸斷裂位置均位于熱影響區(qū)。因此,對焊接電流分別為120A、130A、140A、150A、160A下的焊道參考ISO 10042 B級以及ISO 23277 1級要求進行目視檢測與滲透檢測,同時將余高打磨后進行焊道表面氣孔數(shù)量觀察,結(jié)果均如表7所示。
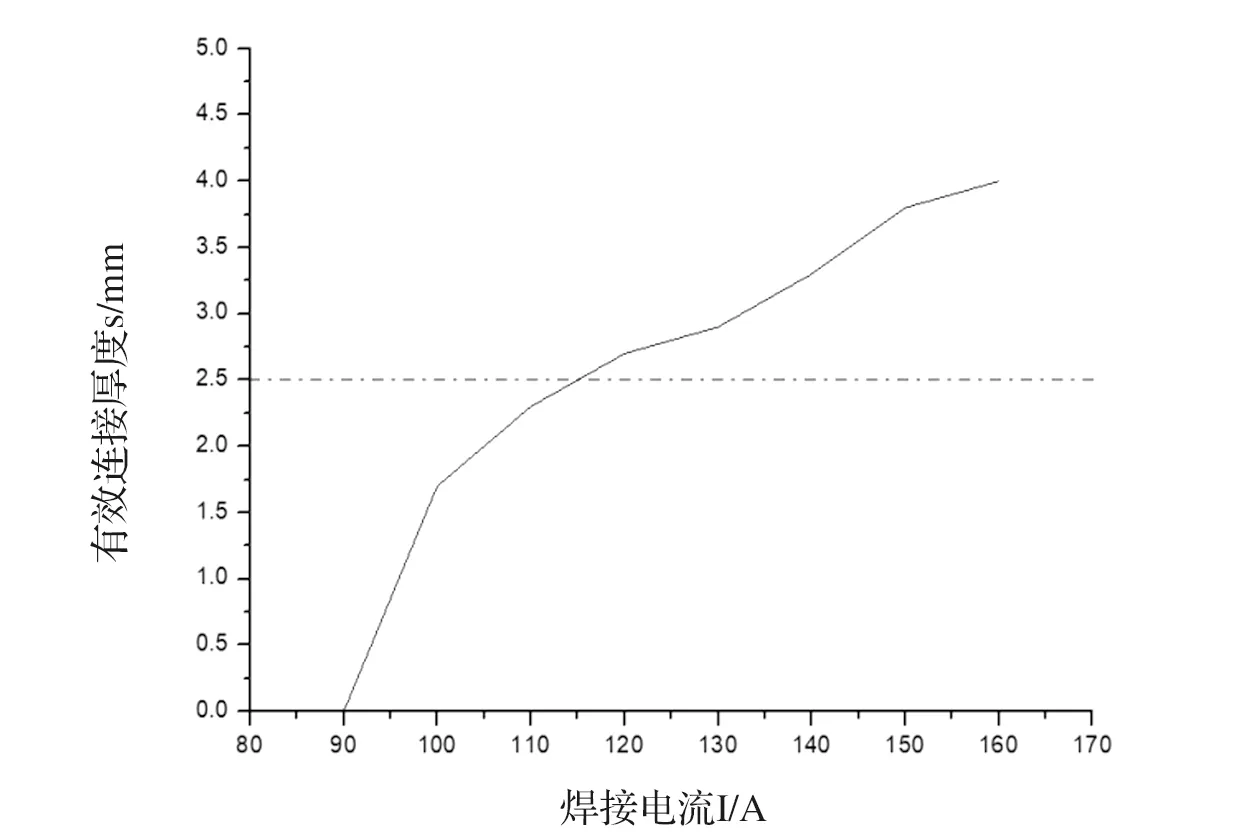
圖5 焊接電流與有效連接厚度的關(guān)系
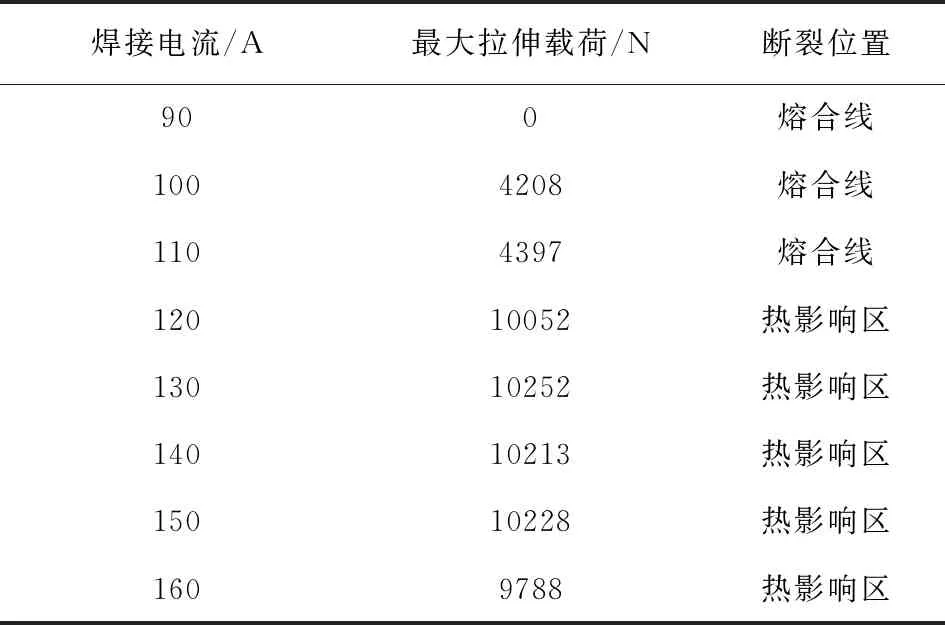
表6 不同焊接電流的拉伸斷裂結(jié)果
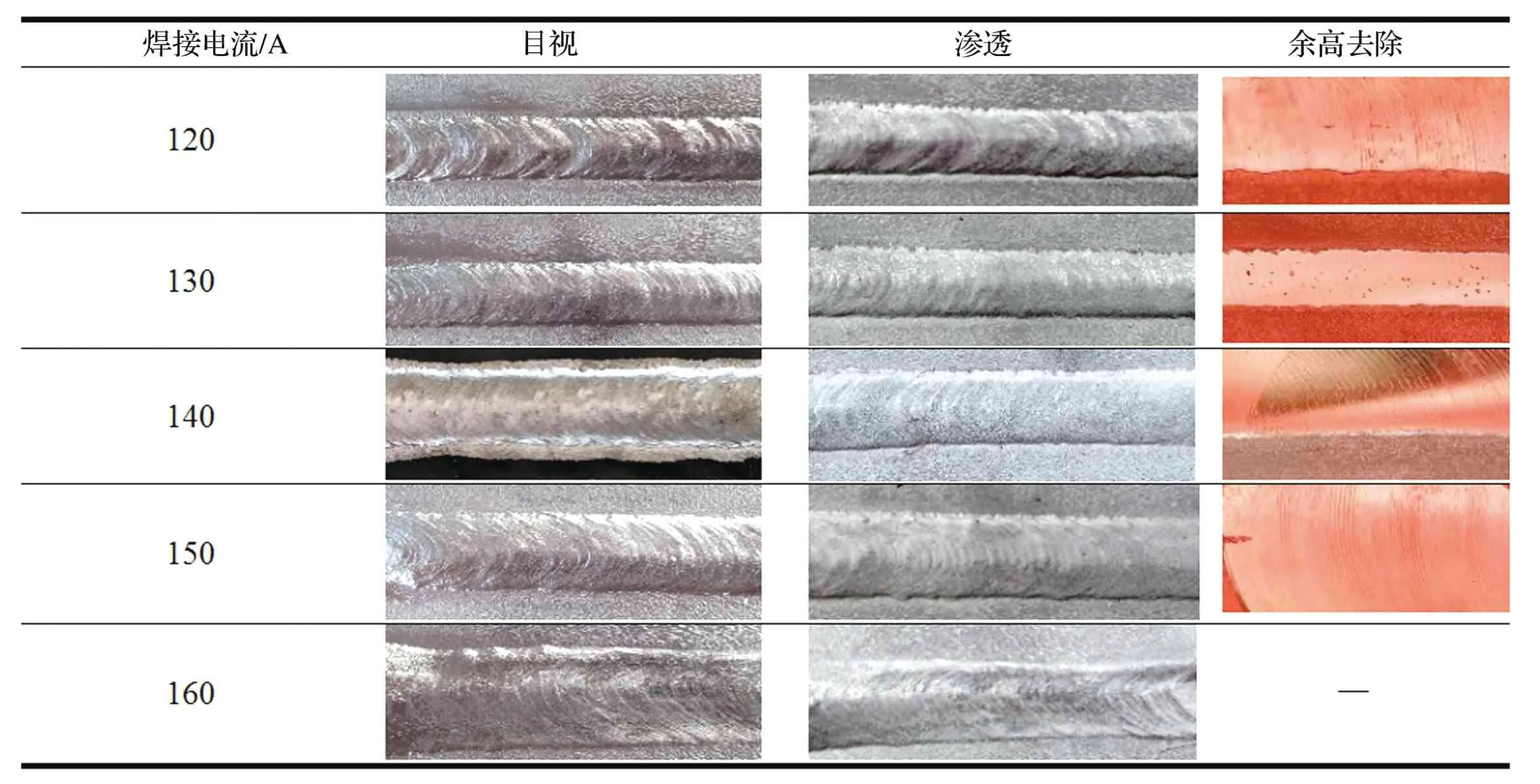
表7 不同焊接電流的焊道
由實驗結(jié)果可知,當焊接電流分別為140A、150A、160A時,焊道目視檢測以及滲透檢測均滿足ISO 10042 B級以及ISO 23277 1級標準要求。但當焊接電流分別為120A、130A時,焊趾處出現(xiàn)鏈狀氣孔,無法滿足標準要求,這可能是由于焊接熱輸入過小而使氣體在溢出前,液態(tài)填充金屬即凝固所致。當焊接電流為150A時,焊縫開始下榻,焊道背部出現(xiàn)焊洇,如圖6(c)所示。焊洇的存在可能引起其它缺陷的產(chǎn)生,因此是應(yīng)當避免存在的。當焊接電流為140A時,焊道打磨余高后無宏觀氣孔存在,故焊道質(zhì)量較好。高的焊接熱輸入將導致較大的焊接變形[2],因此在實際產(chǎn)品生產(chǎn)中,選擇焊接電流時應(yīng)當盡量選擇較小的電流以保證產(chǎn)品的精度,即140A是最佳焊接電流。

(a)焊接電流130A;(b)焊接電流140A;(c)焊接電流150A
3 結(jié)論
(1)焊絲干伸長過長以及焊槍后傾角過大均會使接頭有效連接厚度變小、氣孔率增加。當焊絲干伸長為10mm、焊槍后傾角為30°時,焊道質(zhì)量最佳。
(2)隨著焊接電流的增大,接頭有效連接厚度逐漸增加,但當焊接電流過大時則易出現(xiàn)焊洇。對于拉伸斷裂結(jié)果而言,有效連接厚度超過母材壁厚的接頭均在熱影響區(qū)斷裂且最大拉伸載荷較高,有效連接厚度小于母材壁厚的接頭可能在焊縫金屬處斷裂且最大拉伸載荷較低。同時,大的焊接熱輸入亦可能增大產(chǎn)品的焊接變形,因此140A是最佳焊接電流。
猜你喜歡
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
中學生數(shù)理化·七年級數(shù)學人教版(2020年12期)2021-01-18 06:57:46
中學生數(shù)理化·七年級數(shù)學人教版(2020年12期)2021-01-18 06:57:46
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
