攪拌摩擦焊不等厚焊接接頭組織和性能研究
2021-06-15 04:31:40齊芃芃田春雨黃晶晶周金旭
有色金屬加工 2021年3期
關(guān)鍵詞:焊縫
齊芃芃,田春雨,韓 旭,黃晶晶,周金旭
(遼寧忠旺集團(tuán)有限公司,遼寧 遼陽 111003)
鋁合金材料的攪拌摩擦焊(Friction Stir Welding,F(xiàn)SW)技術(shù),作為一種固相連接方法,其接頭性能優(yōu)于傳統(tǒng)熔化焊接頭性能,且具有無熱裂紋、較小的變形及殘余應(yīng)力等特點(diǎn)[1-2]。6xxx系鋁合金是Al-Mg-Si系可熱處理強(qiáng)化鋁合金,具有良好的塑性和耐腐蝕性,廣泛應(yīng)用于航天航空、核工業(yè)、軌道交通等領(lǐng)域[3]。不等厚接頭即接頭兩側(cè)的板材厚度不一致,現(xiàn)階段早已實(shí)現(xiàn)熔化焊對(duì)不等厚接頭的焊接,船體建造過程中,不等厚板的焊接一般采用自動(dòng)埋弧焊或二氧化碳?xì)怏w保護(hù)的焊接工藝[4],但關(guān)于攪拌摩擦焊不等厚接頭焊接方面的研究卻非常少。本文以6005A-T6鋁合金為試驗(yàn)板材,不等厚接頭的厚度分別為3mm+6mm與6mm+10mm兩種情況,兩種接頭均采用不同長(zhǎng)度的攪拌針進(jìn)行焊接,研究攪拌針長(zhǎng)度對(duì)不等厚接頭力學(xué)性能、內(nèi)部組織以及斷裂形式的影響。
1 試驗(yàn)材料與方法
焊接材料采用6005A-T6鋁合金板材,板材厚度分別為3mm、6mm、10mm;其化學(xué)成分(質(zhì)量分?jǐn)?shù),%)為,Si 0.5~0.9,F(xiàn)e 0.35,Cu 0.3,Mn 0.5,Mg 0.4~0.7,Cr 0.3,Zn 0.2,Ti 0.1,Al余量。母材力學(xué)性能見表1。
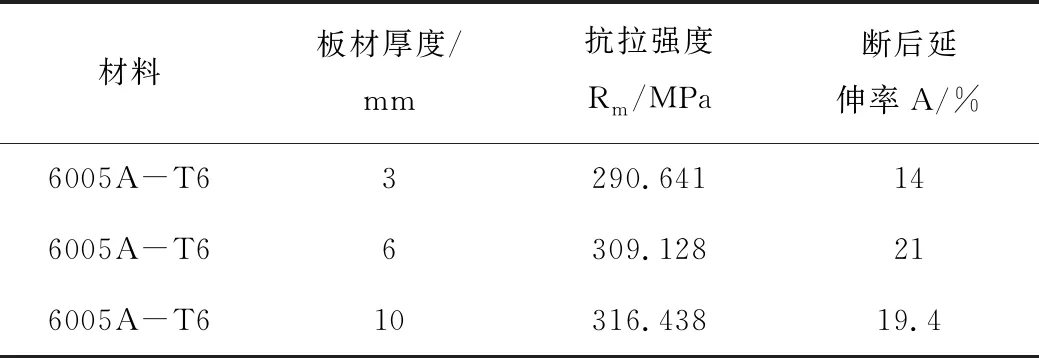
表1 母材力學(xué)性能
在焊接過程中接頭兩側(cè)板材厚度為3mm+6mm與6mm+10mm兩種,厚板放置在前進(jìn)側(cè),接頭擺放以及焊接過程如圖1所示。攪拌針為右旋螺紋攪拌針,焊接啟動(dòng)后對(duì),旋轉(zhuǎn)的攪拌針插入板材,使板材熱塑化,形成穩(wěn)定的固相接頭,焊接完成后攪拌針拔出。攪拌針與板材厚度關(guān)系以及具體焊接參數(shù)見表2。
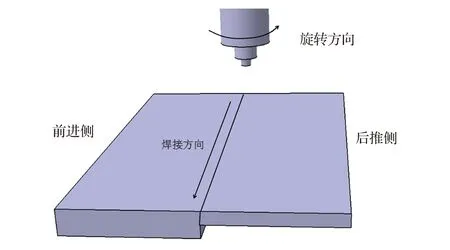
圖1 焊接過程圖
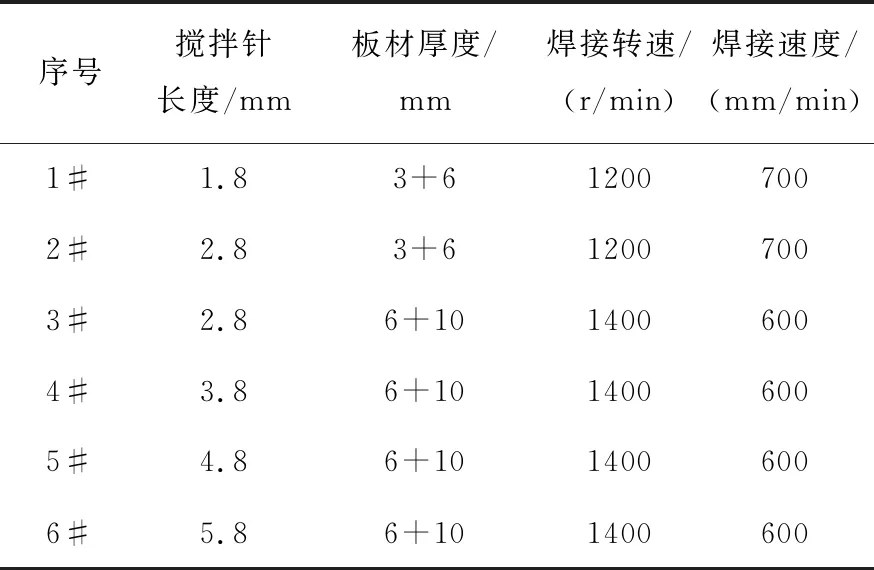
表2 焊接參數(shù)
垂直于焊接方向截取金相試樣,經(jīng)砂紙打磨和機(jī)械拋光后,用10%NaOH水溶液試劑腐蝕。使用蔡司光學(xué)顯微鏡觀察接頭組織形貌。拉伸試驗(yàn)時(shí),每組測(cè)試2個(gè)試樣,取其平均值作為試驗(yàn)結(jié)果,并使用掃描電鏡觀察斷口形貌。
2 試驗(yàn)結(jié)果及分析
2.1 表面成型
圖2是不同參數(shù)下焊縫的宏觀表面形貌,可以看出焊縫并未出現(xiàn)肉眼可見缺陷,但當(dāng)接頭規(guī)格相同時(shí),表面成型質(zhì)量會(huì)隨攪拌針增加有所下降。
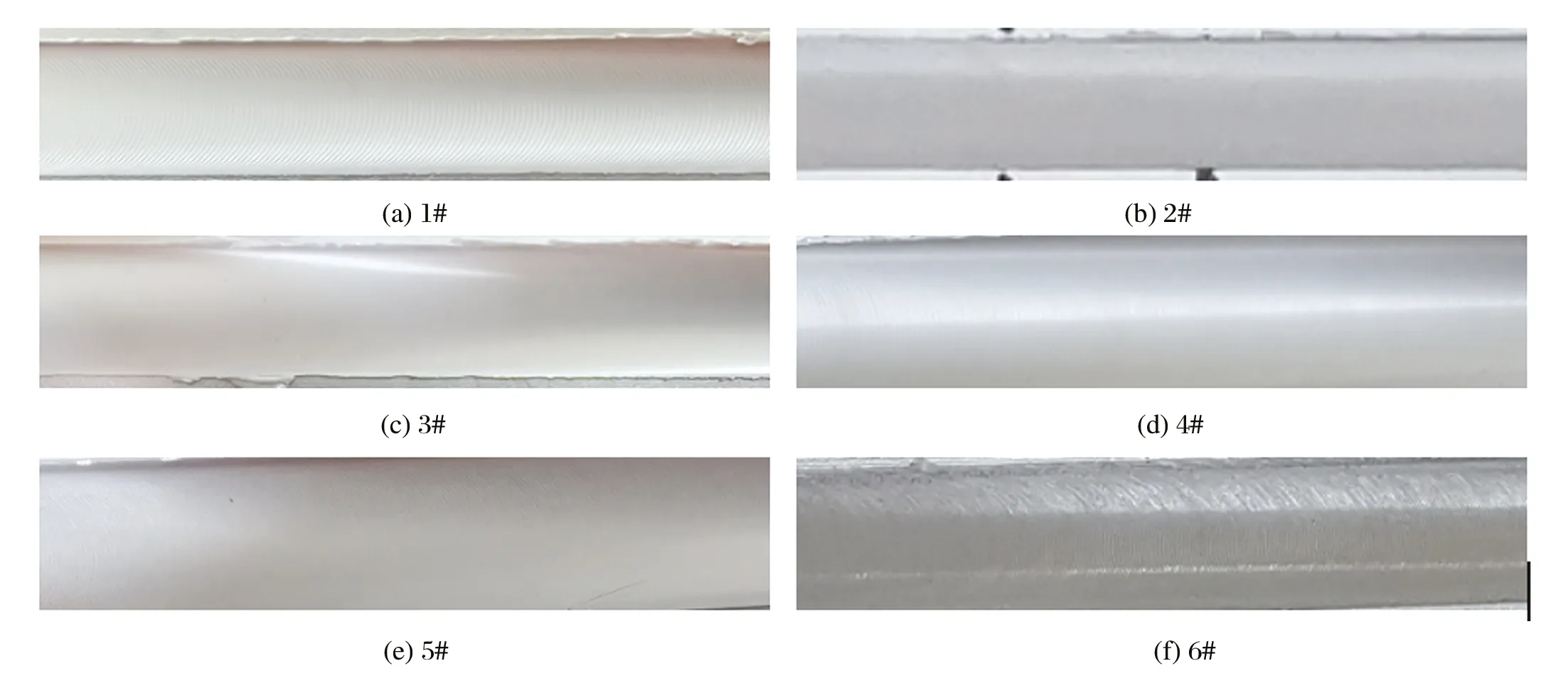
圖2 焊縫外觀形貌
2.2 拉伸性能
制備25mm×180mm的力學(xué)試樣,通過拉伸試驗(yàn)測(cè)試其最大拉力值,具體數(shù)值為,1#試樣12078.9N,2#試樣16782.2N,3#試樣19349.1N,4#試樣23530.5N,5#試樣32007.8N,6#試樣34222.9N。可知,當(dāng)板材厚度一定時(shí),不論攪拌針的長(zhǎng)度是多少,焊接工藝參數(shù)相同,因此影響接頭質(zhì)量的因素只有攪拌針長(zhǎng)度。其最大拉力值也隨著攪拌針長(zhǎng)度的增加而增加,這是因?yàn)閿嚢枘Σ梁钢校捎跀嚢栳槾嬖谝欢ǖ膬A角,在焊接過程中會(huì)使接頭產(chǎn)生一定的減薄,因此,接頭的有效厚度基本等于攪拌針的長(zhǎng)度。當(dāng)攪拌針均為2.8mm時(shí),板材厚度為6mm+10mm得到的最大拉力值大于板材厚度為3mm+6mm的最大拉力值。由于在不等厚攪拌摩擦焊中,如果攪拌針與薄板厚度相近,會(huì)造成焊核金屬流出,使內(nèi)部組織變得疏松,造成性能下降。但是當(dāng)攪拌針長(zhǎng)度與薄板厚度存在一定差距時(shí),即使有金屬下滲,周圍的金屬對(duì)下滲金屬有較好的保護(hù)作用,不僅不會(huì)影響焊核的致密性,還會(huì)增大有效連接面積,提升承力能力。因此在應(yīng)用中,通過增大薄板厚度來提高接頭的承力能力具有可行性、實(shí)用性。
2.3 斷口形貌
試樣的斷裂位置如圖3所示。包括兩種斷裂位置,其中,2#和6#試樣斷裂在薄板熱機(jī)影響區(qū)(圖5(b)(f))。其中2#板材為3mm+6mm攪拌針長(zhǎng)度為2.8mm,6#板材為6mm+10mm,攪拌針長(zhǎng)度為5.8mm,其余試樣均斷裂在焊縫中心。這是因?yàn)閿嗔言诤缚p中心的試樣在接頭底部存在一定的未焊透缺陷,且未焊透缺陷與S線連接,因?yàn)镾線導(dǎo)致沒有形成冶金結(jié)合[5],在拉伸過程中,由于根部存在未焊透缺陷,缺陷端部為裂紋源,受拉應(yīng)力作用裂紋迅速擴(kuò)展,試樣存在S線缺陷的接頭斷口平滑,韌窩數(shù)量相對(duì)較少,降低了接頭的塑性變形能力[6],接頭幾乎在未發(fā)生塑性變形的情況下沿晶界斷裂,塑性變形較弱[7]。試樣斷口形貌如圖4所示。
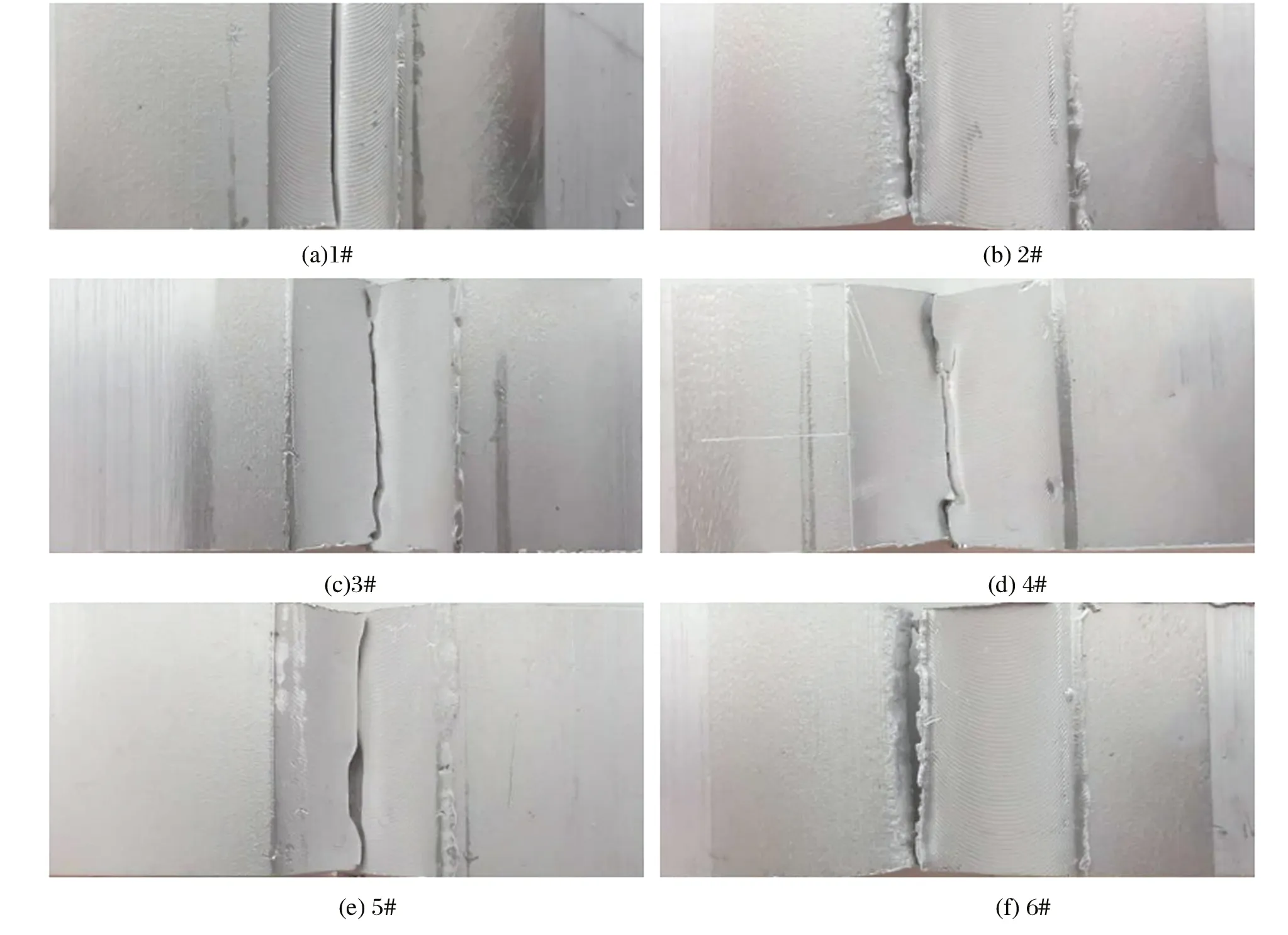
圖3 斷裂試樣示意圖貌
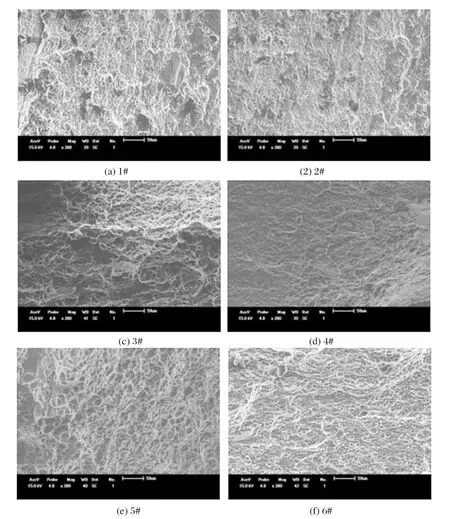
圖4 焊接接頭斷口形貌
由圖4可知,各試樣中均存在一定大小的撕裂棱,屬準(zhǔn)解理斷裂特征。其中,1#試樣與2#試樣接頭形式均為3mm+6mm,3#試樣、4#試樣、5#試樣、6#試樣接頭形式均為6mm+10mm。對(duì)比可知,當(dāng)接頭規(guī)格固定時(shí),隨著攪拌針針長(zhǎng)的增加,撕裂棱的大小有減小的趨勢(shì)。同時(shí),由區(qū)域?qū)?yīng)的高倍斷口形貌可見,斷口分布著大量韌窩,屬韌性斷裂模式。接頭整體斷裂模式為韌-脆混合型斷裂[8]。
2.4 接頭組織
各參數(shù)下焊縫的宏觀金相組織如圖5所示,各個(gè)接頭未出現(xiàn)孔洞等缺陷。但當(dāng)攪拌針與薄板厚度差在1mm及1mm以內(nèi)時(shí),接頭底部都出現(xiàn)了一定的變形,主要表現(xiàn)為金屬下滲以及支撐金屬變形。當(dāng)攪拌針長(zhǎng)度與薄板厚度相差0.2mm時(shí)(2#試樣與6#試樣),兩種規(guī)格的不等厚接頭都形成了無缺陷的焊接接頭;當(dāng)攪拌針長(zhǎng)度逐漸減小時(shí),接頭背部出現(xiàn)未焊透缺陷,并且隨著攪拌針的減小而增大。典型接頭不同區(qū)域組織形貌如圖6所示。
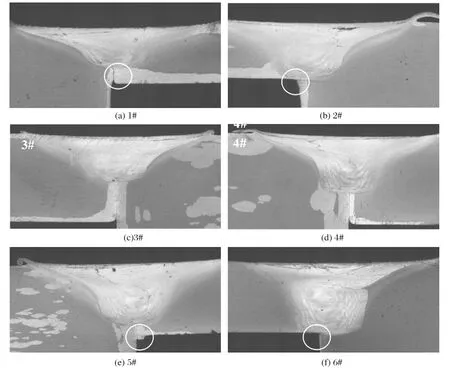
圖5 宏觀金相圖片
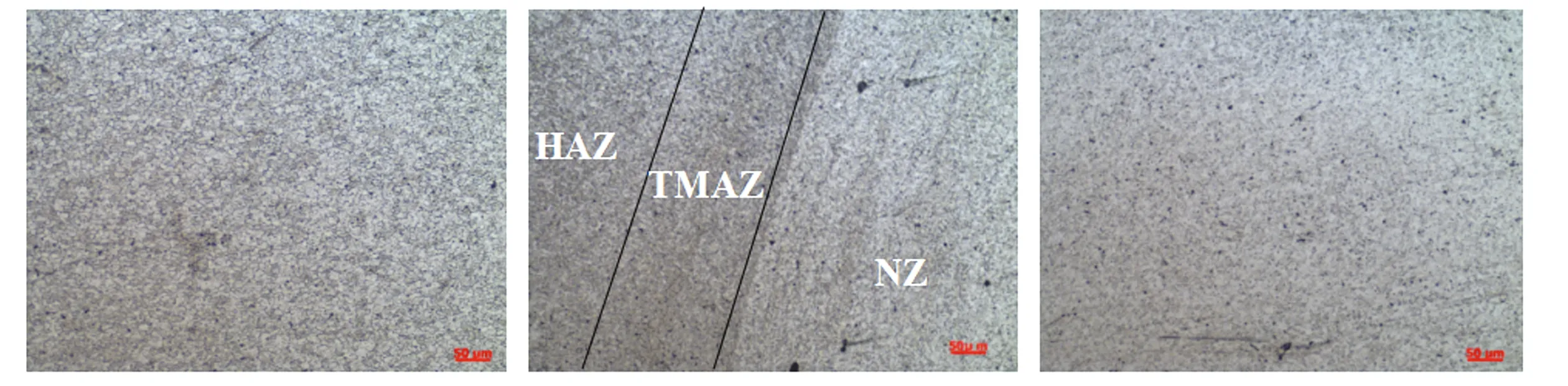
(a) 6005A母材 (b) 熱影響區(qū)與熱機(jī)影響區(qū) (c) 焊核區(qū)
圖6(a)為6005A母材組織,由圖可知母材(Base Metal,BM)的組織為典型的擠壓態(tài)組織;圖6(b)為熱影響區(qū)與熱機(jī)影響區(qū)組織,由于熱影響區(qū)(Heat Affected Zone,HAZ)只受熱作用,擠壓組織消失,取而代之的是粗大的晶粒;熱機(jī)械影響區(qū)(Thermo-Mechanically Affected Zone,TMAZ)受到塑性金屬流動(dòng)時(shí)產(chǎn)生的沖擊力和熱的雙重作用,表現(xiàn)出的是畸變的組織,晶粒被拉長(zhǎng),且具有一定的方向性[9]。圖6(c)為焊核區(qū)(Nugget Zone,NZ)由細(xì)小的等軸晶組成,同時(shí)存在大量細(xì)小、彌散分布的強(qiáng)化相,這是因?yàn)楹负藚^(qū)金屬受到攪拌針的劇烈攪拌作用而發(fā)生塑性變形,同時(shí)在摩擦熱的作用下發(fā)生再結(jié)晶[10]。
3 結(jié)論
(1)板厚固定時(shí),拉伸最大力會(huì)隨著攪拌針長(zhǎng)度增加而增加,當(dāng)攪拌針與薄板匹配時(shí)承力效果最好。當(dāng)攪拌針均為2.8mm時(shí),板材厚度為6mm+10mm的最大拉力值大于板材厚度為3mm+6mm的。
(2)接頭斷口均存在一定大小的撕裂棱,屬準(zhǔn)解理斷裂特征。同時(shí)斷口分布著大量韌窩,屬韌性斷裂特征,因此接頭整體斷裂模式為韌-脆混合型斷裂。并且當(dāng)接頭規(guī)格一定時(shí),隨著攪拌針的增加,撕裂棱的大小有減小的趨勢(shì)。
(3)當(dāng)攪拌針長(zhǎng)度與板材相差較大時(shí),不等厚接頭均出現(xiàn)未焊透缺陷,當(dāng)攪拌針逐漸增長(zhǎng),直至與薄板相差0.2mm才得到無缺陷的焊接接頭。同時(shí)當(dāng)攪拌針與薄板厚度差≤1mm時(shí),接頭底部均出現(xiàn)金屬下滲以及支撐金屬變形的情況。
(4)接頭組織焊核區(qū)組織發(fā)生再結(jié)晶,呈現(xiàn)細(xì)小的等軸晶,熱機(jī)影響區(qū)組織受熱循環(huán)與機(jī)械作用共同作用,導(dǎo)致晶粒被拉長(zhǎng),熱影響區(qū)組織只受到熱循環(huán)作用,晶粒照母材組織略有長(zhǎng)大。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(bào)(2017年4期)2017-05-25 13:26:35
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07
