軋機窗口滑板定位套拆卸工具的設計與應用
2021-06-11 05:13:54王瑞剛龐博馬占金
鞍鋼技術 2021年3期
關鍵詞:作業
王瑞剛,龐博,馬占金
(鞍鋼股份有限公司鲅魚圈鋼鐵分公司,遼寧 營口 115007)
鞍鋼股份有限公司鲅魚圈鋼鐵分公司1580線粗軋機R2為四輥軋機,共有8塊支撐輥滑板,每塊重220 kg,安裝在軋機窗口,用以防止軋機牌坊磨損及補償調整支撐輥軸承箱與軋機牌坊之間的間隙。當該處間隙過大時,會增大軋制過程中支撐輥在牌坊內的振動,降低軋機的軋制穩定性,縮短滑板的使用壽命。滑板定位套安裝在軋機窗口滑板和軋機牌坊的定位孔內,是一種在軋機牌坊上固定并定位滑板的銷套。由于定位套結構形式及安裝精度較高等原因,拆卸滑板定位套作業較困難,尤其是使用常規方法難以拆除的時候,只能進行破壞性拆除,不僅拆除時間較長(通常需1 h),而且很容易損傷軋機牌坊本體及滑板。軋機內作業項目較多,拆卸定位套還會影響軋機內其他作業項目的開展。因此,設計制作一套專用的銷套取出裝置,快速無損的取出滑板定位套非常重要。
1 存在的問題
軋機窗口每塊滑板的四個角處均有1個定位套,共4個,定位套結構和實物圖見圖1。該處工作環境潮濕,油污大,氧化鐵皮多,設備表面磨損氧化,不僅作業人員勞動強度大,而且拆卸作業時間長。
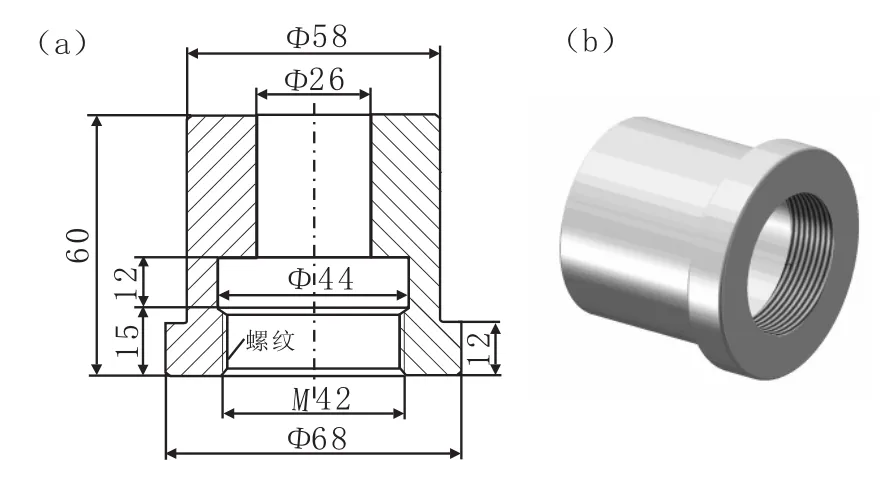
圖1 定位套結構和實物圖Fig.1 Structure for Locating Sleeve Structure and Its Physical Drawing
軋機窗口滑板定位套安裝圖見圖2。定位套拆卸方法有如下兩種:

圖2 軋機窗口滑板定位套安裝圖Fig.2 Installation Diagram for Slide Plate Locating Sleeve at Window of Rolling Mill
(1)常規拆除方法。采用與定位套螺紋配合的螺栓桿旋入其內,使用大錘側面向外敲擊螺栓帽,四個方向反復敲擊,松動定位套并將其震動取出。此作業方法需在定位套上線時間較短,沒有銹蝕,且配合間隙稍大時使用。
(2)破壞性拆除方法。常規拆除方法無法將定位套順利拆出時,使用氣焊將定位套切割破壞后將其取出。此作業方法不僅破壞定位套備件,且對氣焊作業人員操作水平要求較高。
為了能夠快速無損拆除滑板定位套,設計了一種專業拆卸工具。
2 設計方案及安裝
經典力學動量定理指出,物體所受合外力的沖量等于它的動量增量 (即末動量減去初動量)。沖量表述了對質點作用一段時間的積累效應的物理量,是改變質點機械運動狀態的原因。
根據沖量公式mν=Ft可以得出,質量m與速度變化量ν越大,作用力持續的時間t越小,作用力F即越大。
因此,在上述經典力學理論基礎上,按照如下思路開展研究:使用撞錘增加質量m,通過手動操控增加速度ν,猛然撞擊以降低作用力持續時間t,從而增大作用力F,再結合實際作業需要的工具特點,設計出一種軋機窗口滑板定位套拆卸工具,立體圖見圖3所示。該工具由間距套、拆卸螺母、連接螺栓、導向桿、撞錘及把手所組成。間距套的前端面設有定位套槽,后端面設有拆卸螺母槽,中心設有通孔。連接螺栓的螺桿前部通過螺紋連接拆卸螺母,位于拆卸螺母前面的連接螺栓上套有間距套。拆卸螺母的外側面對稱加工有兩個螺栓孔,一端帶有外螺紋的兩個把手通過螺紋連接在拆卸螺母的螺栓孔內。在連接螺栓的螺栓頭中間加工有螺栓孔,導向桿通過螺紋連接在連接螺栓上,尾端設有凸臺形止擋,桿身上套有撞錘。撞錘可沿著導向桿往復滑動。
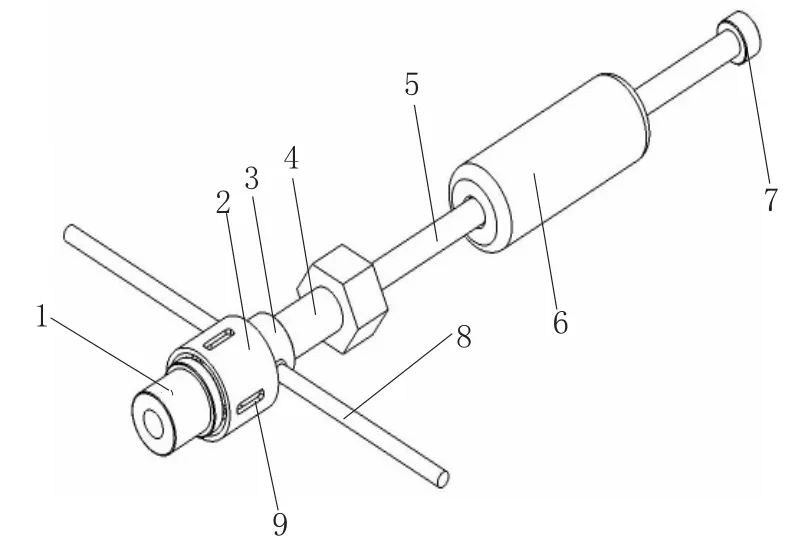
圖3 軋機窗口滑板定位套拆卸工具立體圖Fig.3 Stereogram of Disassembly Tool for Slide Plate Locating Sleeve at Window of Rolling Mill
為便于觀察定位套的拆出進度,可在間距套的外側面上至少設3個觀察孔,間距套結構圖見圖4。
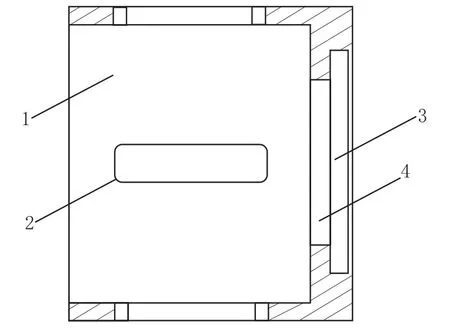
圖4 間距套結構圖Fig.4 Structure Diagram for Spacing Sleeve
綜合各部件的安裝情況,間距套前端面的定位套槽內徑大于定位套的最大直徑,深度大于定位套的長度。間距套后端面的拆卸螺母槽內徑大于拆卸螺母的外徑,深度小于拆卸螺母端面到把手的距離。間距套中心通孔的孔徑大于連接螺栓的最大外徑,小于拆卸螺母的外徑。
3 具體使用方法
軋機窗口滑板定位套拆卸工具的具體使用步驟如下:
(1)拆卸定位套時,將連接螺栓頭部旋入定位套的內螺紋內達到一定深度。
(2)扳動把手,直至間距套在定位套一側的端面貼緊滑板表面。
(3)繼續以旋下拆卸螺母的方向扳動把手,若定位套與滑板定位孔的配合不緊密,則定位套會由連接螺栓帶著進入間距套的通孔內。通過間距套的觀察孔可隨時看到定位套被拔出的長度。
(4)若定位套與滑板定位孔的配合過于緊密,扳動把手仍然難以拆卸時,可使用套管套在把手上,加長力臂繼續扳動把手。
(5)握住撞錘沿著導向桿使勁砸向導向桿的尾部止擋,反復多次撞擊,并配合扳動把手,即可將定位套從軋機牌坊的定位孔和滑板的定位孔內拆出。
定位套與軋機牌坊定位孔和滑板定位孔的配合不是特別緊密時,僅通過扳動把手或使用撞錘一種方法即可完成定位套的拆卸。
4 應用效果
該拆卸工具應用在1580線粗軋機R2軋機窗口滑板定位套的拆卸作業中,拆卸1塊滑板的4個定位套僅用15 min,而采用常規方法拆除平均作業時間為60 min,縮短75%的作業時間,提高了作業效率。
由于拆卸過程中不需要使用氣焊切割、扁鏟拆除、大錘敲擊等方法,不僅確保了定位套的無損拆除,且有效地降低了作業人員的勞動強度,降低了定位套拆卸作業的難度系數,達到了設計目的。
5 結語
軋機窗口滑板定位套拆卸工具設計安裝簡單,便于操作,降低了定位套的拆卸難度,提高了拆卸作業效率,減輕了勞動強度,實現軋機窗口滑板定位套的快速無損拆除,縮短了75%的作業時間,提高了作業效率。由于軋機窗口滑板內普遍應用定位套,所以該拆卸工具在同行業鋼企中具有一定的推廣應用價值。
猜你喜歡
小主人報(2022年1期)2022-08-10 08:28:44
新作文·小學低年級版(2021年9期)2021-11-27 07:57:46
學生天地(2020年17期)2020-08-25 09:28:54
作文成功之路·小學版(2020年7期)2020-08-24 08:19:30
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
作文成功之路·小學版(2020年7期)2020-01-02 10:10:44
趣味(數學)(2018年12期)2018-12-29 11:24:10
小學生作文(中高年級適用)(2017年10期)2017-11-13 06:01:00
能源(2016年2期)2016-12-01 05:10:46
故事大王(2016年7期)2016-09-22 17:30:08