汽車(chē)用高強(qiáng)車(chē)輪鋼LQ590熱軋鋼板的研制開(kāi)發(fā)
2021-06-11 05:21:18孫成錢(qián)時(shí)曉光董毅王俊雄劉仁東景鶴邢津銘王洪海韓楚菲
鞍鋼技術(shù) 2021年3期
關(guān)鍵詞:工藝
孫成錢(qián),時(shí)曉光,董毅,王俊雄,劉仁東,景鶴,邢津銘,王洪海,韓楚菲
(1.鞍鋼集團(tuán)鋼鐵研究院,遼寧 鞍山 114009;2.鞍鋼股份有限公司制造管理部,遼寧 鞍山,114021;3.鞍鋼股份有限公司熱軋帶鋼廠(chǎng),遼寧 鞍山,114021)
隨著汽車(chē)輕量化技術(shù)的發(fā)展,作為汽車(chē)重要組成部分之一的車(chē)輪,同樣需要滿(mǎn)足汽車(chē)輕量化發(fā)展要求。汽車(chē)質(zhì)量每減輕10%,則油耗可下降8%~10%。同時(shí),輕量化還能帶來(lái)汽車(chē)操控穩(wěn)定性和沖撞安全性的提升。對(duì)于鋼制車(chē)輪來(lái)說(shuō),要達(dá)到輕量化的目的,最主要的途徑有兩個(gè),一是優(yōu)化車(chē)輪結(jié)構(gòu)設(shè)計(jì);二是使用高強(qiáng)度或超高強(qiáng)度的鋼材。由于車(chē)輪制作對(duì)鋼板的綜合性能以及表面質(zhì)量和厚度公差要求極高,使得國(guó)內(nèi)只有少數(shù)廠(chǎng)家才能生產(chǎn)車(chē)輪鋼,而日本等一些發(fā)達(dá)國(guó)家早已實(shí)現(xiàn)了高強(qiáng)車(chē)輪鋼生產(chǎn)。鞍鋼生產(chǎn)的車(chē)輪鋼牌號(hào)主要有A460LF,LQ540,為了追趕日本等一些發(fā)達(dá)國(guó)家生產(chǎn)的高強(qiáng)車(chē)輪鋼,鞍鋼進(jìn)行了高強(qiáng)車(chē)輪鋼LQ590的研制開(kāi)發(fā)。本文主要介紹通過(guò)對(duì)普碳鋼進(jìn)行成分微調(diào)加入適量的Nb和Ti、進(jìn)行控軋控冷工藝控制以及利用時(shí)效處理進(jìn)行鞍鋼高強(qiáng)車(chē)輪鋼LQ590實(shí)驗(yàn)室及工業(yè)生產(chǎn)開(kāi)發(fā)。
1 實(shí)驗(yàn)室冶煉與軋制試驗(yàn)
1.1 冶煉與軋制
實(shí)驗(yàn)室采用200 kg真空爐,按照表1中設(shè)計(jì)的冶煉成分進(jìn)行冶煉,最后合爐抽真空,澆注時(shí)要保證注流平穩(wěn)不斷流,爐內(nèi)多余鋼水要倒凈,自然冷卻形成試驗(yàn)鋼錠。

表1 LQ590試驗(yàn)鋼冶煉成分設(shè)計(jì)(質(zhì)量分?jǐn)?shù))Table 1 Smelting Compositions in LQ590 Test Steel(Mass Fraction) %
將冶煉的試驗(yàn)鋼錠切分為兩塊,分別編號(hào)1和2,放進(jìn)箱式電爐中加熱到1 220℃,出爐后在四輥試驗(yàn)軋機(jī)上進(jìn)行控制軋制,設(shè)計(jì)開(kāi)軋溫度為1 100℃,終軋溫度為880℃,卷取溫度為620℃(模擬),利用便攜式紅外測(cè)溫儀檢測(cè)溫度。LQ590軋制工藝見(jiàn)表2,將鋼錠軋制板厚為11 mm。

表2 LQ590軋制工藝Table 2 Rolling Process for LQ590 Steel ℃
1.2 鋼板性能與組織檢驗(yàn)分析
1.2.1 力學(xué)性能
每塊鋼板上分別取橫向試樣各2塊,在Z1200拉伸試驗(yàn)機(jī)上進(jìn)行力學(xué)性能檢驗(yàn),LQ590實(shí)驗(yàn)室性能檢驗(yàn)結(jié)果如表3所示,可以看出抗拉強(qiáng)度低于590 MPa,沒(méi)有達(dá)到設(shè)計(jì)要求。
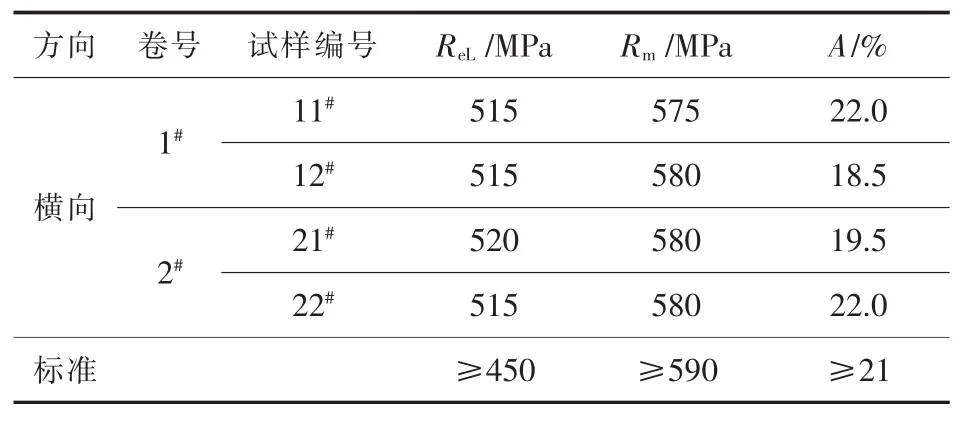
表3 LQ590實(shí)驗(yàn)室性能檢驗(yàn)結(jié)果Table3 Test Results of Properties of LQ590 Steel at Laboratory
1.2.2 金相組織
實(shí)驗(yàn)室LQ590金相組織如圖1所示。從金相圖片中可以看出,其組織主要由大量的貝氏體及少量的鐵素體和珠光體組成,晶粒非常細(xì)小,晶粒度12級(jí)。
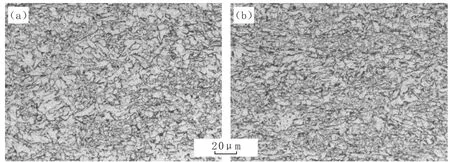
圖1 實(shí)驗(yàn)室LQ590金相組織Fig.1 Metallographic Structures of LQ590 Steel at Laboratory
1.2.3 總結(jié)分析
從實(shí)驗(yàn)結(jié)果可以看出,與標(biāo)準(zhǔn)相比試驗(yàn)鋼LQ590屈服強(qiáng)度偏高,抗拉強(qiáng)度和延伸率偏低,結(jié)合軋制工藝和組織分析認(rèn)為:
(1)由于終軋溫度過(guò)低,鐵素體在形成過(guò)程中被不斷變形,使得鐵素體晶粒較小而且其內(nèi)部含有大量畸變,強(qiáng)度偏高,所以使其屈服強(qiáng)度偏高,延伸率偏低;
(2)由于冷卻過(guò)程中冷速過(guò)慢,貝氏體是在高溫狀態(tài)下形成的,導(dǎo)致其抗拉強(qiáng)度偏低。
2 工業(yè)試制的冶煉與軋制試驗(yàn)
2.1 冶煉與軋制
高強(qiáng)車(chē)輪鋼LQ590工業(yè)試制化學(xué)成分以實(shí)驗(yàn)室冶煉成分為基礎(chǔ)并進(jìn)行微調(diào),高強(qiáng)車(chē)輪鋼LQ590實(shí)際冶煉成分見(jiàn)表4。連鑄坯厚度為170 mm,并在鞍鋼熱軋帶鋼廠(chǎng)2150機(jī)組進(jìn)行軋制試制。

表4 LQ590實(shí)際冶煉成分(質(zhì)量分?jǐn)?shù))Table 4 Actual Smelting Composition in LQ590 Steel(Mass Fraction) %
連鑄坯裝爐2塊進(jìn)行軋制。設(shè)計(jì)加熱目標(biāo)溫度1 220℃,保溫218 min,高強(qiáng)車(chē)輪鋼LQ590實(shí)際軋制工藝參數(shù)見(jiàn)表5。

表5 LQ590實(shí)際軋制工藝Table 5 Actual Rolling Process for LQ590 ℃
2.2 軋后取樣分析
熱軋后立即在頭尾分別截取試樣,編號(hào)1、2、3、4。 其中,1為 010 試樣頭部、2為 010 試樣尾部,在橫向方向各取兩個(gè)拉力試樣,橫向編號(hào)11、12、21、22, 3為 020 試樣頭部、4為 020 試樣尾部,在橫向方向各取兩個(gè)拉力試樣,編號(hào)為:13、14、23、24。 高強(qiáng)車(chē)輪鋼 LQ590 工業(yè)生產(chǎn)性能見(jiàn)表6,高強(qiáng)車(chē)輪鋼LQ590鋼第一次取樣金相組織見(jiàn)圖2。由圖2可見(jiàn),工業(yè)生產(chǎn)的LQ590組織均為鐵素體及珠光體組織。
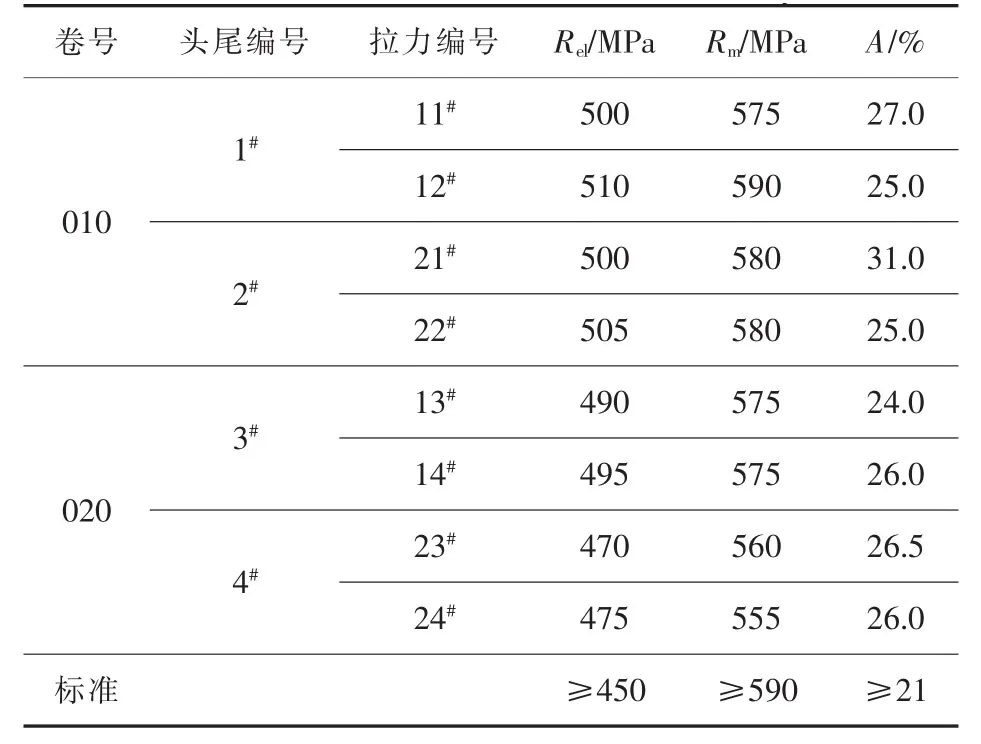
表6 LQ590工業(yè)生產(chǎn)性能Table 6 Industrial Production Performance of LQ590 Steel

圖2 LQ590第一次取樣金相組織Fig.2 Metallographic Structures of Sample Taken from LQ590 Steel for 1st Time
2.3 緩冷后取樣分析
試樣截取自軋后放置2周的鋼卷,010號(hào)鋼卷取樣編號(hào)5,020號(hào)鋼卷取樣編號(hào)6。每卷橫向取兩個(gè) 拉 力 試 樣 , 橫 向 編 號(hào) :511、512、611、612,LQ590試樣軋后2周性能見(jiàn)表7。
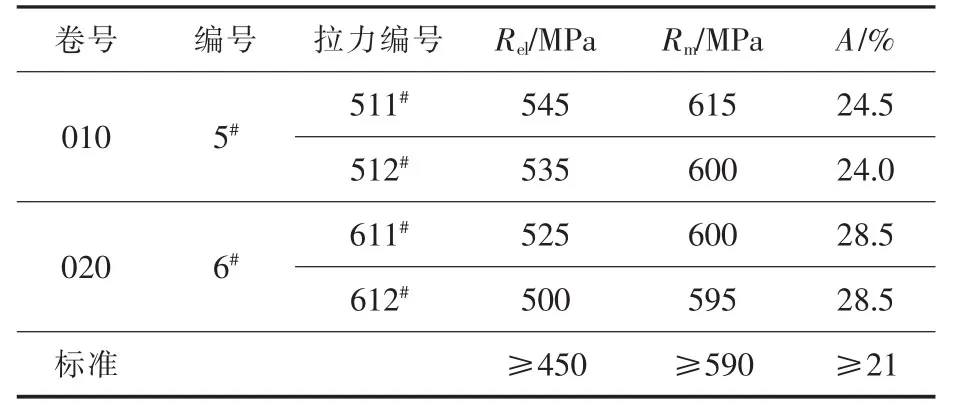
表7 LQ590試樣軋后2周性能Table 7 Properties of Sample Taken from LQ590 Steel during Two Weeks after Rolling
高強(qiáng)車(chē)輪鋼LQ590鋼第二次取樣金相組織見(jiàn)圖3。由圖3可見(jiàn),工業(yè)生產(chǎn)的LQ590組織均為鐵素體及珠光體組織。
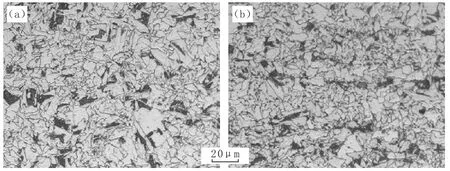
圖3 LQ590第二次取樣金相組織Fig.3 Metallographic Structures of Sample Taken from LQ590 Steel for the Second Time
2.4 試驗(yàn)結(jié)果分析
軋后立即取樣鋼板性能檢驗(yàn)結(jié)果表明,屈服強(qiáng)度滿(mǎn)足標(biāo)準(zhǔn)要求,均大于450 MPa;但抗拉強(qiáng)度與標(biāo)準(zhǔn)指標(biāo)稍低,最高為590 MPa,為標(biāo)準(zhǔn)的邊緣值;延伸率滿(mǎn)足標(biāo)準(zhǔn)要求,均大于21%。鋼卷放置2周后進(jìn)行二次取樣,性能檢驗(yàn)結(jié)果表明,橫向屈服強(qiáng)度滿(mǎn)足標(biāo)準(zhǔn)要求,均大于500 MPa;延伸率滿(mǎn)足標(biāo)準(zhǔn)要求,均大于標(biāo)準(zhǔn)要求的21%,達(dá)到24%以上;抗拉強(qiáng)度均比第一次檢驗(yàn)高出20~30 MPa,最高達(dá)到615 MPa。通過(guò)以上的分析,認(rèn)為強(qiáng)度提高是由于時(shí)效產(chǎn)生的。
總體來(lái)說(shuō),本次試制鋼種成分合理,可以滿(mǎn)足590 MPa高強(qiáng)車(chē)輪鋼的性能指標(biāo)要求,只要在實(shí)際生產(chǎn)中控制好工藝參數(shù),達(dá)到設(shè)計(jì)要求就可以得到理想的鋼板。
3 帶合同工業(yè)試制
根據(jù)某零部件公司對(duì)高強(qiáng)車(chē)輪鋼的試制需求,提供了11 mm厚度的高強(qiáng)車(chē)輪鋼LQ590試驗(yàn)料進(jìn)行車(chē)輪沖壓應(yīng)用性試驗(yàn)。
3.1 冶煉與軋制
在鞍鋼煉鋼廠(chǎng)冶煉1爐,高強(qiáng)車(chē)輪鋼LQ590工業(yè)冶煉成分見(jiàn)表8,從表中可以看出,其成分完全符合設(shè)計(jì)要求。

表8 LQ590工業(yè)冶煉成分(質(zhì)量分?jǐn)?shù))Table 8 Industrial Smelting Compositions in LQ590 Steel(Mass Fraction) %
在熱軋帶鋼廠(chǎng)2150機(jī)組進(jìn)行熱軋?jiān)囍疲曹堉?塊,高強(qiáng)車(chē)輪鋼LQ590實(shí)際軋制工藝見(jiàn)表9,從表9中可以看出軋制工藝控制穩(wěn)定,達(dá)到設(shè)計(jì)要求。
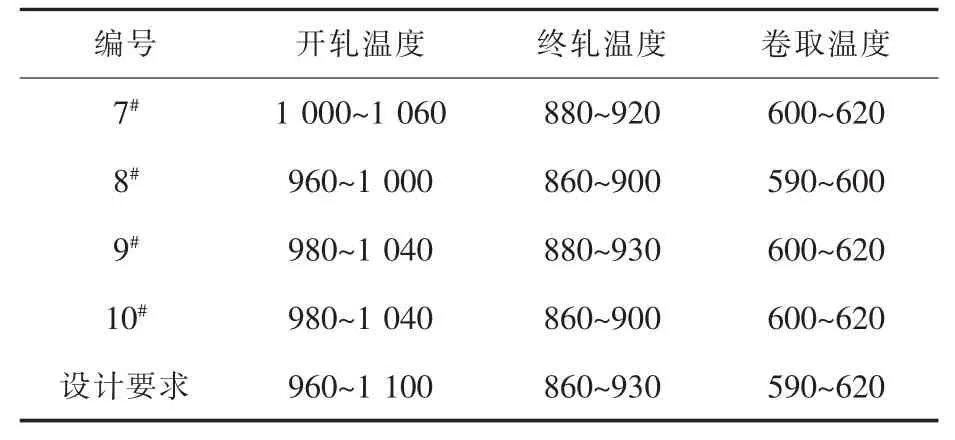
表9 LQ590實(shí)際軋制工藝Table 9 Actual Rolling Process for LQ590 Steel ℃
3.2 力學(xué)性能
對(duì)每卷橫向取的兩個(gè)拉力試樣進(jìn)行拉伸性能檢驗(yàn),其力學(xué)性能結(jié)果見(jiàn)表10。從表10中可以看出,4卷LQ590的橫向屈服強(qiáng)度均在530 MPa以上,橫向抗拉強(qiáng)度均在600 MPa以上,橫向斷后延伸率均在21%以上,性能穩(wěn)定,達(dá)到標(biāo)準(zhǔn)要求。
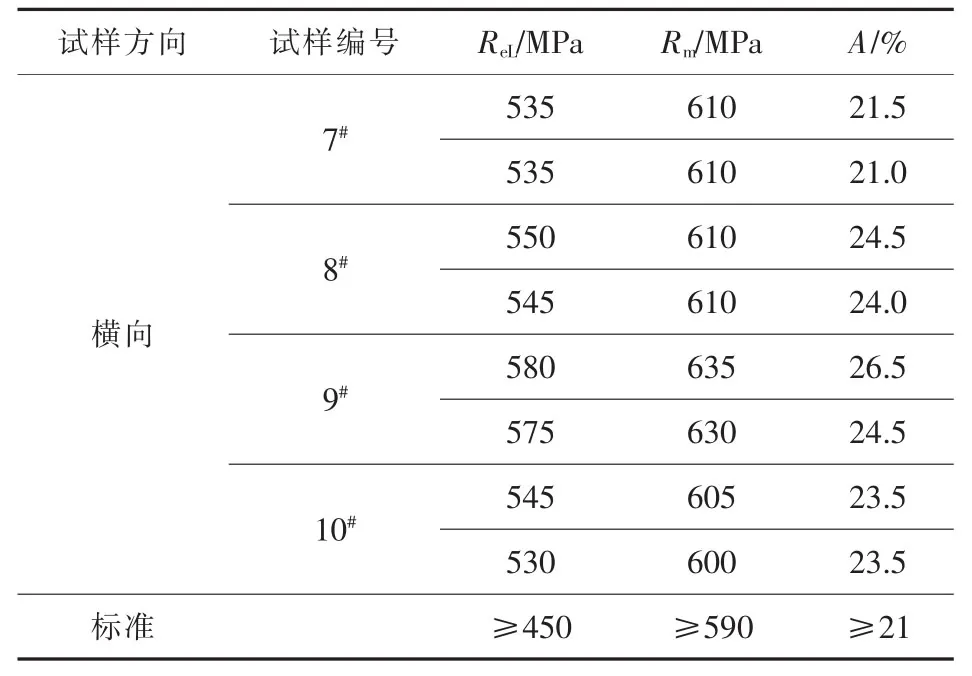
表10 LQ590力學(xué)性能Table 10 Mechanical Properties of LQ590 Steel
3.3 金相組織
在拉伸試樣對(duì)應(yīng)的鋼板位置取金相試樣進(jìn)行組織分析,其編號(hào)與拉伸試樣一致。高強(qiáng)車(chē)輪鋼LQ590鋼第二次取樣的金相組織如圖4所示,由圖4可以看出,工業(yè)生產(chǎn)的LQ590鋼組織均為鐵素體、珠光體及少量的貝氏體,且晶粒細(xì)小,晶粒度為12級(jí)。

圖4 LQ590金相組織Fig.4 Metallographic Structures of LQ590 Steel
3.4 冷成形沖壓車(chē)輪試制
試制的高強(qiáng)車(chē)輪鋼LQ590在某汽車(chē)車(chē)輪廠(chǎng)進(jìn)行實(shí)際冷成形沖壓試驗(yàn),結(jié)果良好,車(chē)輪表面無(wú)開(kāi)裂,達(dá)到用戶(hù)要求,年生產(chǎn)量4萬(wàn)余t,高強(qiáng)車(chē)輪鋼LQ590沖壓車(chē)輪見(jiàn)圖5。

圖5 高強(qiáng)車(chē)輪鋼LQ590沖壓車(chē)輪Fig.5 Stamping Wheels Made from High Strength Wheel Steel LQ590
4 結(jié)論
(1)通過(guò)實(shí)驗(yàn)室開(kāi)發(fā)和工業(yè)生產(chǎn),在C-Mn鋼的基礎(chǔ)上添加Nb、Ti等微量的合金化元素,在軋制時(shí)采用控軋控冷工藝,成功開(kāi)發(fā)出了590 MPa級(jí)高強(qiáng)車(chē)輪鋼。
(2)工業(yè)生產(chǎn)的590 MPa級(jí)高強(qiáng)車(chē)輪鋼屈服強(qiáng)度大于450 MPa,抗拉強(qiáng)度大于590 MPa,橫向斷后延伸率大于21%,滿(mǎn)足標(biāo)準(zhǔn)要求。
(3)工業(yè)生產(chǎn)的590 MPa級(jí)高強(qiáng)車(chē)輪鋼冷成形沖壓結(jié)果良好,車(chē)輪表面無(wú)開(kāi)裂,達(dá)到用戶(hù)要求,現(xiàn)已經(jīng)成功應(yīng)用于某汽車(chē)廠(chǎng)卡車(chē)車(chē)輪,年生產(chǎn)量4萬(wàn)余t。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52