基于價值流程圖的板式定制櫥柜生產過程的優(yōu)化
2021-06-10 01:06:26吳國麗楊作平陳桂華
家具與室內裝飾 2021年3期
■吳國麗,劉 舸,楊作平,陳桂華
(1.2.4.中南林業(yè)科技大學材料科學與工程學院,湖南長沙 410004;3.廣東雅科波羅櫥柜有限公司,廣東廣州 510000)
家具產業(yè)作為林業(yè)產業(yè)鏈中的最后一環(huán),與人類日常生活、學習、工作密切相關,是人們生活方式的載體,是生活中的必需品,是人類社會的“長青產業(yè)”。板式家具在我國家具產業(yè)中占據極其重要的地位,在現階段全球森林資源日益缺乏的趨勢下,以人造板為主要原料的板式家具已成為家具產業(yè)健康、持續(xù)、穩(wěn)定發(fā)展的基礎與方向。同時板式家具以其外觀變化多、現代感強、價格實惠等特點受廣大消費者青睞。因此,加大對板式家具企業(yè)的關注與改善力度是推動我國家具產業(yè)進步的關鍵。在現階段競爭市場環(huán)境下,為迎合客戶個性化需求,定制家具是當下家具企業(yè)發(fā)展的必然趨勢,其中板式定制家具占據整個行業(yè)的主要市場。目前我國定制家具產業(yè)還不成熟,主要問題有:加工周期較長、價格較高、設計款式單一。眾所周知,生產車間是企業(yè)實現價值轉化的核心場所,生產環(huán)節(jié)優(yōu)劣對于產品價格、生產周期具有重要影響。因此,優(yōu)化車間現場在提升企業(yè)運營效益、推動行業(yè)創(chuàng)新發(fā)展與轉型升級過程中扮演至關重要的角色。
1 精益生產價值流程圖
1.1 精益生產內涵
精益生產管理包括精益管理理論和具體實現其理論的方法,精益管理的核心思想是識別生產或管理中的浪費,通過一系列方法和工具持續(xù)減少浪費[1-2]。企業(yè)可以根據精益生產來發(fā)現浪費,通過分析浪費產生的時間、地點判斷浪費產生的原因,提出減少浪費的方法,最后使改善方案系統化、標準化實現管理效率提高[3-4]。“精益”中的“精”指與大批量生產相比,投入的資源、工作流程更加精簡,而“益”體現在追求的目標是盡善盡美,成本不斷降低,品質越來越高,品種越來越豐富。“精益思想”中把精益作為一種思想理念,對生產方式的整個系統進行概括總結,將精益思想概述為五大原則:第一,準確判斷客戶所需產品的價值;第二,分析出實現特定價值相關的事件;第三,使這些相關事件連續(xù)流動起來;第四,從客戶方拉動這一系列事件;第五,追求持續(xù)改善這一系列事件[5]。

■圖4 標準柜結構
1.2 價值流程圖分析法(VSM)
VSM分析法是精益生產系統下的一種用來描述物流與信息流路徑的目視化溝通工具、流程梳理與改善工具和生產管理工具[6]。它可以將企業(yè)為滿足客戶需要從訂單發(fā)起到把產品送到客戶手中這整個過程中的物流和信息流(如訂單、生產指示、采購指示等)在一張圖中表達(圖2)。VSM分析法有利于將問題顯在化,幫助生產與管理人員梳理企業(yè)運營中的“價值”與“價值流”,判斷出存在哪些浪費。同時便于管理者之間進行溝通,以全局的視角觀察、分析目前的狀況,從而優(yōu)化生產過程,提高企業(yè)運營效益。

■圖2 簡易VSM圖
1.3 VSM圖常用符號
構成價值流程圖的主要元素包括一些特定的符號和文字說明,其中符號是關鍵。價值流程圖的符號是一套統一規(guī)范的符號,每一種符號都有其特定的含義,本文用到其中幾種常見符號(圖1)。這些符號在改善中扮演溝通語言的角色,因此,在繪制價值流程圖之前需要大致了解這些符號以及它們所表達的內容。正因為價值流程圖是利用這些標準的符號來描繪現場生產狀況,是基于共同認可的標準圖形符號反應車間事實問題,能夠降低甚至避免對現象認知上的分歧,可以提高溝通質量,方便達成共識。
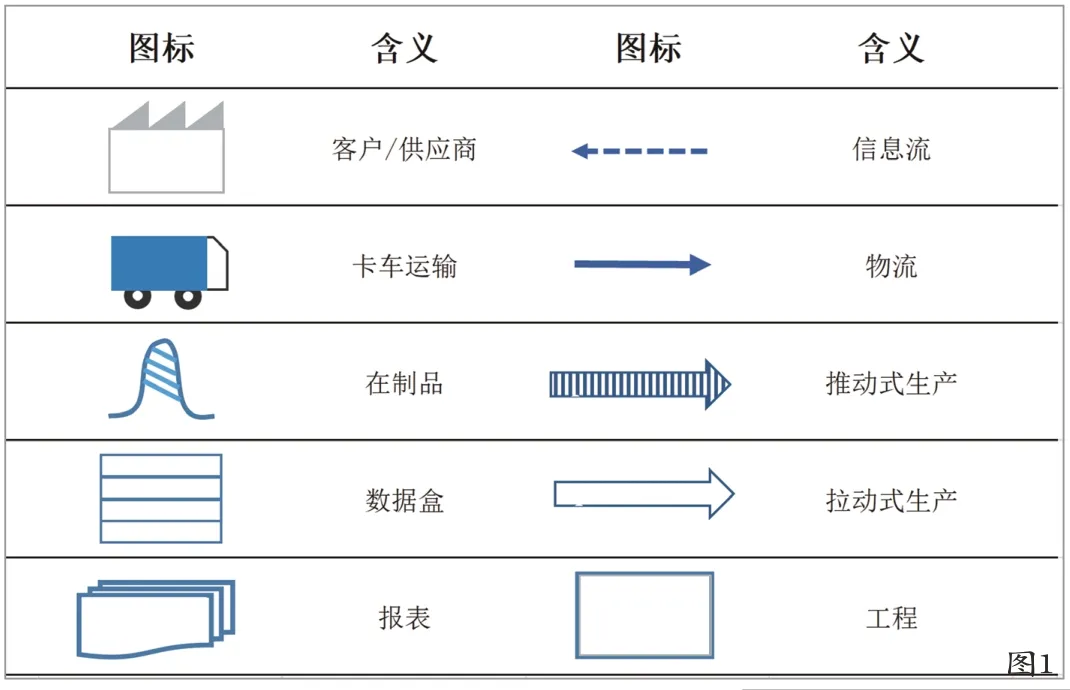
■圖1 VSM圖常用符號
2 生產現狀分析以A公司板式定制櫥柜車間為例
2.1 A公司簡介
A公司是一家集產品設計、生產、安裝、售后為一體的,根據客戶需求與風格偏好為用戶提供櫥柜、衣柜、浴室柜等整體家居定制服務的企業(yè),其中板式定制櫥柜為企業(yè)主營業(yè)務。如圖3-4 所示,分別為A公司中檔公寓版櫥柜與豪裝版櫥柜定制櫥柜生產屬于從客戶需求出發(fā),以銷定產的拉動式生產模式。同時訂單種類、大小不穩(wěn)定,A公司接受的訂單既有高達上百套的工程單,又包括單件的樣板訂單,多品種變批量是A公司生產定制櫥柜的重要特征。板式家具生產是以離散型生產為主、復雜混流生產的工藝過程形式[7]。而板式定制櫥柜更是具備離散型生產與復雜混流生產的特點。定制生產模式正在逐漸融入傳統家具企業(yè)生產中,還不夠成熟,因此定制生產存在很多阻礙企業(yè)進步的問題需要企業(yè)在實際運營中不斷改進,從而促進定制生產穩(wěn)步發(fā)展[8]。在現今日益激烈的競爭市場、客戶需求多樣化的環(huán)境中,A企業(yè)板式定制櫥柜生產必須面對如何通過改善生產從而提高產品質量、降低產品成本與縮短生產周期的問題。

■圖3 豪裝版櫥柜
2.2 VSM圖相關信息獲取
在繪制價值流程圖以前,首先需要確定產品族,即需要確定研究的產品或者產品系列。通常選擇的方法是產品數量分析法(PQ)和工藝路徑相似性分析法(PR),本次研究確定產品族為豪裝版定制櫥柜側板。另外,經過工藝路徑相似性分析后,本次研究選擇的關鍵工藝路線為開料、封邊、排鉆、包裝。其次還需要搜集的數據包括客戶與供應商信息、產線工時信息、關鍵工序標準工時信息。關鍵工序標準工時信息可以計算產線平衡率,本次研究關鍵工序為開料、封邊、排鉆和包裝,產線平衡率為63%。客戶訂單信息與產線工時信息可以計算生產節(jié)拍,生產節(jié)拍等于有效生產總時長除以需求總件數與不良品件數之和,有效工作時間=總工時×(1-10%),10%為寬放率,根據公式計算出11月份豪裝版定制櫥柜側板生產節(jié)拍為1件/35.39秒。
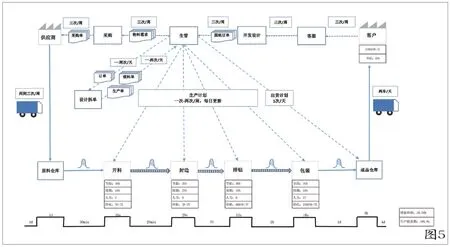
■圖5 價值流程現狀圖
2.3 VSM現狀圖繪制
根據前面相關數據搜集與整理,繪制A公司生產現場價值流現狀圖,如圖3所示。首先,在圖紙左上方和右上方分別繪制出代表供應商和客戶的符號,并在客戶圖標的下方繪制可以填寫客戶需求信息的矩形表格,將客戶需求量和當有的生產節(jié)拍填入矩形數據盒中;然后,用代表運輸的卡車圖形表示發(fā)貨與收貨,并注明頻次信息;第三步,生產工藝路線繪制表示工位的工程符號,并在工程符號下面繪制矩形數據盒,將與工序相關生產節(jié)拍、生產周期、人力、停機時間填入數據盒。第四步,在數據盒下方繪制直角凹凸線,標識增值時間與等待時間;第五步,繪制生產計劃部門與客戶、供應商以及各工序之間的信息交流線以及表示計劃報表的符號并標識交流頻次;第六步,繪制物料流動線,在各工位之間繪制表示在制品的符號,并標識在制品庫存數量,計算出增值時間與非增值時間的比值為14.31%。
2.4 VSM現狀圖分析與問題匯總
根據對價值流程圖的繪制與分析,計算出車間產線平衡率為63%,進一步觀察后發(fā)現產線上各工序作業(yè)種類、任務量以及工作時間分布不均衡,均衡化生產能力低勢必會導致大量在制品堆積,而在制品過多相應會帶來等待、搬運、尋找的浪費,同時會提高作業(yè)失誤率,降低產品質量。另外,從生產過程可以明顯看出四個關鍵工序生產效率與生產節(jié)拍相比是滿足客戶需要的,但是整體合作最終的增值時間與非增值時間比值卻只有14.31%,除去原料與成品運輸時間,生產現場在制品在包裝前和成品入庫前等待時間較長,另外排鉆與包裝存在工序暫停現象明顯。將問題匯總如下:
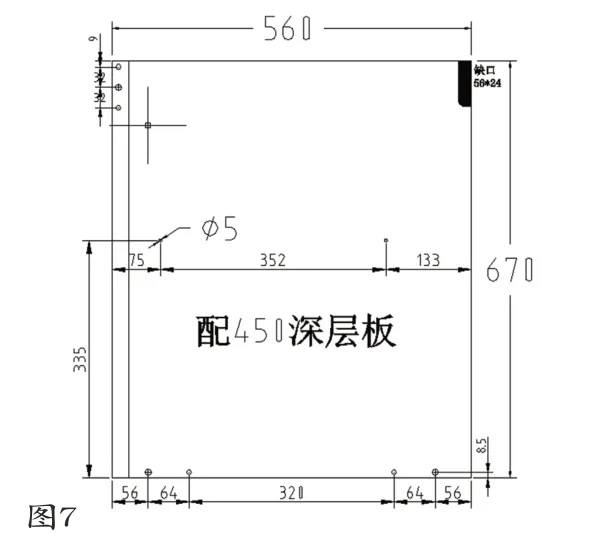
產線沒有實現均衡化生產。主要表現在產線上各工序作業(yè)種類、任務量以及工作時間分布不均衡。(如圖7所示),暫放區(qū)堆積很多已加工完的產品部件,初步估計有近1000套左右的數量,然而絕大多數只是某些柜子的其中一部分部件,并不能包裝。
■圖7 排鉆圖
存在在制品積壓的浪費。各工序作業(yè)沒有按照生產節(jié)拍進行,導致產線物流運轉不通暢,進而加劇在制品堆積程度[9]。
存在作業(yè)等待的浪費。主要體現在包裝工序(如圖8所示),由于包裝需要配齊一個柜子的所有板件,而前面的工序沒有在生產種類上實現均衡化生產,因此包裝不得不暫停作業(yè)等待需要的部件全都生產完工才能進行包裝。
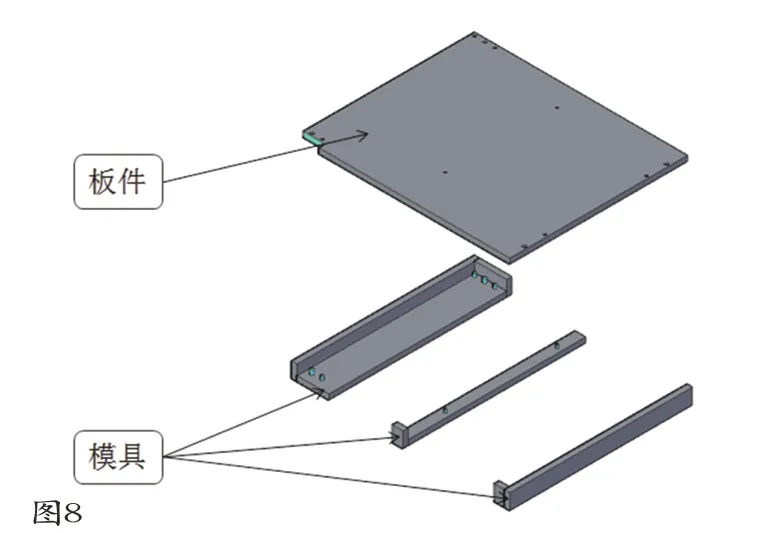
■圖8 模具
包裝存在錯包、漏包的浪費。一方面由于包裝前在制品堆積過多,另外櫥柜部件相似性較大,這些因素加大了尋找特定板件的難度,也因此提高了包裝出錯率。
存在動作的浪費。一方面體現在作業(yè)暫停導致工人來回走動、四處張望或閑聊;另外還體現在工序間在制品堆積、擺放無序,因尋找或拿錯板件導致的動作浪費。
存在不良品的浪費。主要體現在排鉆首檢準確率不夠高導致生產不良品[10]。
2.5 價值流程目標圖
繪制完價值流程現狀圖之后,通過精益生產連續(xù)價值流、節(jié)拍時間、拉動式生產等特征與改善方法,結合價值流程現狀圖所反映的問題,發(fā)現改善點并繪制出價值流程目標圖(如圖6所示),也稱為價值流程未來圖。顧名思義,價值流程目標圖表達的是未來企業(yè)改善目標,是針對目前存在的不足所提出的優(yōu)化方案。本文價值流程目標圖中將包裝工序與排鉆工序間的對接修改為包裝拉動排鉆生產,排鉆與包裝間在制品運轉周期縮短為1h,成品入庫前停留周期從1天減少為4h。
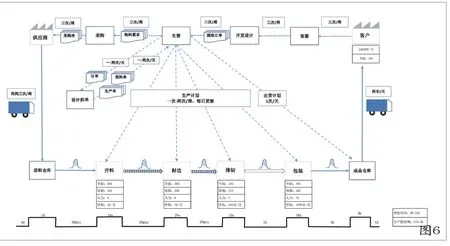
■圖6 價值流程目標圖
3 現場改善措施
3.1 縮短各工序準備時間
生產需要員工、物料、設備、生產資料等多方面資源準備就位才能正常進行,生產準備做好可以縮短生產前的等待時間,提高生產效率[11]。例如在進行開料前除了日常設備維護外,做好各工序物料需求計劃,同時在工序間設立運搬組備料。每當板材消耗一定程度后,提前告訴搬運組,讓他們把所需物料拉到機臺物料區(qū),這樣生產就不會中斷,生產效率自然就得到提高。
3.2 細化各工序生產任務
在訂單投入生產前制定好各工序周計劃、天計劃,再按照各工序每天的任務量將作業(yè)細化到具體工位、操作人員。生產計劃籠統往往無法把任務落實,生產執(zhí)行人員不清楚自身工作內容,管理人員不能具體跟進生產任務,工作隨意性大。生產計劃細化到各工序屬于推動生產,與看板拉動式生產結合,在發(fā)揮現場人員能動性保持均衡生產的同時發(fā)揮計劃人員監(jiān)控力度。
3.3 在包裝工序設置任務看板
包裝前的在制品積壓較其他工序更為明顯,在包裝工序與排鉆工序之間增加帶有包裝計劃的看板拉動前工序作業(yè)[12]。具體而言,根據訂單出貨需要,包裝向排鉆發(fā)出部件需求,排鉆工序在封邊工序所傳送過來的任務中擇優(yōu)生產包裝工序需要的板件。包裝與排鉆間的任務看板可以根據需要一天更新兩到三次,同時還要注意加強包裝前在制品的品質檢測工作,減少包裝工序不良品率。
3.4 對包裝前在制品停放區(qū)分區(qū)管理
根據前面的調研可以看出包裝工序等待和尋找浪費嚴重,在制品過多導致尋找特定板件困難,同時提高了拿錯板件的風險。為提高不同板件的區(qū)分度,可以通過顏色或者編號對在制品停留區(qū)進行劃分,然后在特定區(qū)域內尋找需要的板件。在對停留區(qū)域劃分時,首先將停留區(qū)域用一個矩形規(guī)范出一個位置用來存放一個完整櫥柜所包含的所有部件,然后在這個矩形里面細化出六個小矩形用來停放這個完整櫥柜的特定板件,最后在矩形前方用色卡或者數字臨時標明訂單。每個包裝組限定矩形數量,并且只停留目前需要包裝的板件。
3.5 制作模具提高制程檢驗質量
板式櫥柜產品部件制程檢驗一般由質檢人員使用相關測量工具進行手動檢測,存在因人為誤差導致不良品的隱患。根據價值流程圖可以看出排鉆工序后的包裝存在作業(yè)等待問題,因此需要注意包裝前在制品的質量檢驗工作,盡量保證包裝工序作業(yè)過程中包裝的部件是合格的部件。而制程檢驗中排鉆工序排孔多且孔位要求高(如圖11所示),因此人工依靠工具檢驗出錯率較高,這會導致不合格品流到包裝區(qū)。針對排鉆質檢可以就常規(guī)板件制作檢驗模具,模具可以用鋁框,按照常規(guī)板件排孔位置、排孔尺寸來定制,如圖12所示。
通過以上生產制程改善措施的實施,在三個月左右的時間內,A公司板式定制櫥柜柜體車間齊套入庫率從90%提升為98%、出貨準時率由93%提高為99%,工廠生產失誤導致的補件減少約5%。
4 結 語
根據對A公司板式櫥柜柜體車間價值流程圖的繪制、觀察與分析,當前A公司生產狀況存在產線平衡率低;大量在制品在各工段堆積,半成品庫存率高;制品存在品種規(guī)格過多導致尋找浪費和動作浪費;生產不均衡導致包裝等待浪費以及包裝工序混亂導致錯包、漏包浪費。
針對目前生產現場存在的問題,本文提出相應優(yōu)化解決措施。對于產線均衡化生產不足的問題,提出縮短生產準備時間、細化各工序生產任務、包裝作業(yè)拉動前工序生產的方案;對于包裝工序在制品堆積導致的等待、尋找浪費和錯包漏包問題,可以對在制品停放區(qū)設置半成品緩存庫進行分區(qū)管理;對于生產過程中的不良品浪費問題,可以通過制作檢驗模具提高制程檢驗質量。實行改善措施三個月后,該企業(yè)齊套入庫率和準時出貨率明顯提升、不良品率顯著降低。
猜你喜歡
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
當代陜西(2019年18期)2019-10-17 01:48:58
華人時刊(2019年23期)2019-05-21 03:31:36
中國軍轉民(2017年6期)2018-01-31 02:22:28
文理導航·科普童話(2016年7期)2017-02-04 15:09:20
小天使·四年級語數英綜合(2016年11期)2016-11-29 22:37:30
汽車零部件(2014年11期)2014-09-18 11:57:16
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
商務周刊(2002年16期)2002-04-29 00:00:00
