AuSn20焊料在集成電路密封中形成空洞的研究*
2021-06-09 09:00:30馬艷艷趙鶴然田愛民李莉瑩曹麗華
電子與封裝 2021年5期
關鍵詞:焊縫
馬艷艷,趙鶴然,田愛民,康 敏,李莉瑩,曹麗華
(1.中國電子科技集團公司第四十七研究所,沈陽 110032;2.沈陽農業大學信息與電氣工程學院,沈陽 110866;3.中國科學院金屬研究所,沈陽 110016)
1 引言
AuSn20是一種常見的無鉛焊料,常用于集成電路的芯片粘結和陶瓷外殼密封。當Au和Sn的質量分數分別為80%和20%時,在278℃的較低溫度下即可完成共晶反應,也不需要助焊劑[1-2]。這種焊料導熱率和剪切強度很高,在電子封裝中常用作芯片的焊接材料,又以其較高的穩定性、耐腐蝕性和潤濕性,在高可靠的氣密封裝中應用廣泛[3-4]。
空洞是一種較為常見的密封質量隱患,它的存在會使產品的封蓋強度和氣密性降低,隨著服役時間的延長,極易誘發多種致命的失效模式。高可靠器件對密封空洞控制有嚴格要求。AuSn密封過程復雜且伴隨著空洞的生成和消散,在反應的不同階段空洞產生的機理并不唯一。空洞形成的影響因素有多種,包括溫度曲線、焊接壓力、原材料表面狀態、焊料環設計、焊接氣氛等[5-6]。此外,柯肯達爾效應是化合物間形成空洞的一個重要原因[7-8]。
針對空洞的形成問題,文章闡述了AuSn20焊料在高可靠陶瓷外殼密封過程中的反應過程,開展了空洞的形貌觀察,討論了幾種典型空洞的微觀形貌、形成機理及抑制措施。
2 AuSn20焊料密封反應過程
AuSn20焊料密封反應過程發生在蓋板(可伐合金)、AuSn20焊料環、陶瓷管殼之間,其結構示意圖如圖1所示。

圖1 密封結構示意圖
AuSn20焊料工藝曲線包括升溫AB、保溫BC、升溫CD、保溫DE、降溫EF 5個階段,如圖2所示。由于AuSn20焊料與管殼、蓋板及其鍍層之間有良好的潤濕性,一般不易出現由不潤濕導致的空洞。同時,在升溫和保溫階段,管殼、蓋板鍍層會向熔融焊料中熔解、擴散。在降溫階段,焊料從熔融狀態共晶成為固態,密封空洞也在這個階段最終形成。
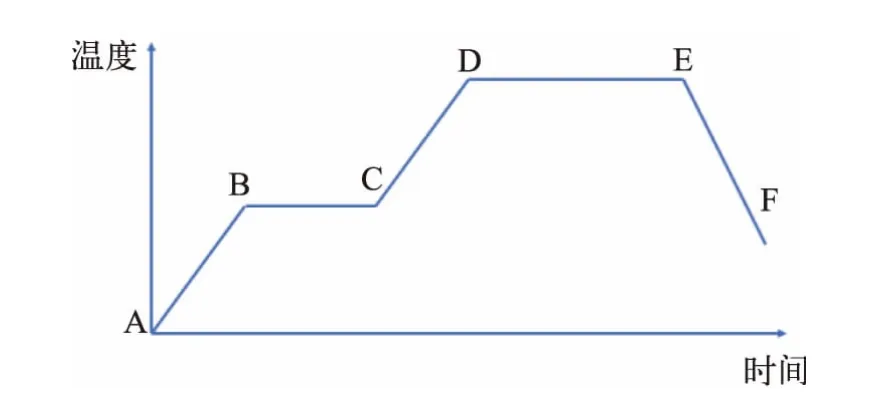
圖2 密封工藝曲線示意圖
3 空洞觀察方法
AuSn20焊料環本身的厚度只有50μm,焊縫內空洞的尺寸更小,一般在幾個微米的量級。一般采用X射線照相的方式,從宏觀上整體觀察焊料環區域,給出總體空洞率或單個空洞尺寸占焊縫設計寬度的百分比。此外,也可以采用超聲掃描的方法去探測密封區域的空洞。
若需要更為直觀地觀察空洞,則必須對樣品進行破壞性物理分析。可以對待觀察樣品先鑲嵌成規則樣塊,然后用研磨機研磨,到達目標區域后再剖光,然后進行SEM觀察,為了增強觀察效果,還可以腐蝕、噴金等等。
圖3為樣品研磨位置和觀察截面的示意圖。可以解剖到研磨位置1,從觀察方向1來觀察焊縫的端面,得到由焊料環內部到外部的截面圖;也可以解剖到研磨位置2,從觀察方向2觀察焊縫的整個側面區域。
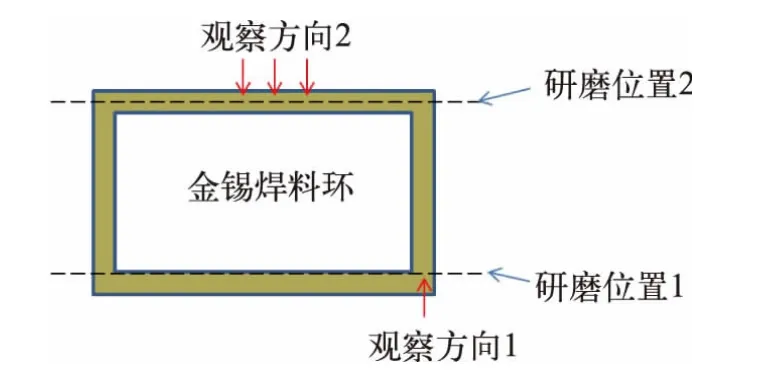
圖3 界面觀察位置
圖4給出了從研磨位置1觀察到的焊縫端面微觀結構。從圖中可以看出,大量空洞彌散在焊縫內,未呈現集聚狀態,較大的空洞長度在60μm左右,較小的空洞不足5μm。空洞均位于焊縫中間區域,在焊縫與母材界面處未發現由潤濕不良引起的空洞。
圖5給出了另一只電路樣品從研磨位置2觀察到的焊縫側面微觀結構。從圖中可以看出,該電路封蓋焊接過程中控制較好,焊縫中未見明顯空洞,焊縫的高度約35μm,與焊料環的初始高度50μm相比略有下降。
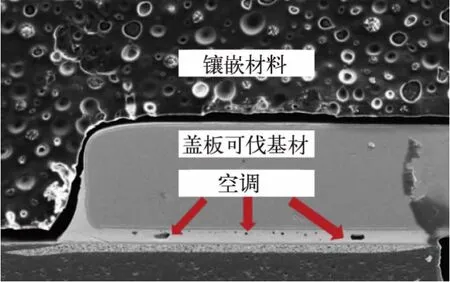
圖4 焊縫端面的微觀結構
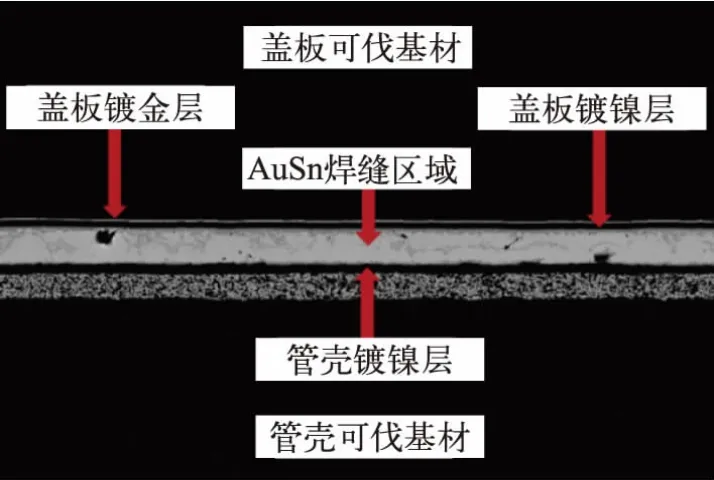
圖5 焊縫側面的微觀結構
4 幾種典型空洞
4.1 環狀空洞
在采用AuSn20焊料環封蓋的樣品X射線照相圖片上可以發現幾種密封空洞,其中最典型的是環狀空洞,如圖6所示。這類空洞并非是單個的,而是非常均勻地出現在焊料環的四周,分布在位于焊料環內側、離焊料環內側邊緣有一段距離的區域,多個空洞連接成線,構成環狀。
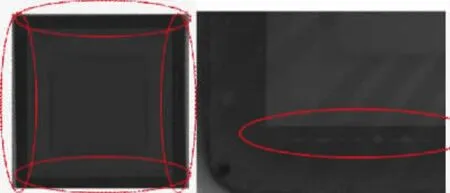
圖6 X射線觀察環狀空洞
因為焊料凝固和空洞形成的過程不易直觀觀察到,目前尚沒有人確切地指出環狀空洞的形成機理。很可能是由于焊料在降溫階段存在溫度梯度,環境溫度先于內腔氮氣降低到共晶點以下,此時焊料a端先結晶凝固,如圖7所示。隨著溫度的繼續降低,內腔氮氣壓強逐步下降,焊料與蓋板之間的潤濕平衡被打破,對焊料b端產生進一步向內的趨勢,直至溫度也達到共晶點。在爭奪當中,空洞在c處長大。同時,焊料環寬度與焊縫寬度差距較大,導致密封過程中焊料量不足,難以鋪滿密封區,這也是形成空洞的原因。
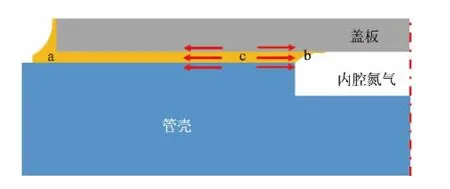
圖7 環狀空洞的形成機理
一些機構嘗試增加焊料用量,可以起到減弱環狀空洞的效果,或在密封區域不變的前提下減小焊縫寬度,可以大幅降低空洞率,不過這樣也容易導致焊料爬蓋,或因焊料過多而引發顆粒噪聲問題。也有機構嘗試增加焊接壓力,這對抑制空洞的形成很有效,但同時也會引起焊料內溢,為顆粒噪聲埋下隱患。
消除環狀空洞是一個系統性工程,需要做好蓋板、焊料環比例、結構設計,并采用適當的焊接壓力。首先,在不引起顆粒噪聲的前提下,應盡量設計更多的焊料,可以按照等體積法來計算:熔化后厚度30μm,熔化后鋪滿密封區,熔化前焊料環厚度50μm,推導出理想的焊料環寬度。進一步,考慮到環狀空洞出現的位置總是在靠近內腔的區域,因此應該將焊料環設計在密封區偏內側的位置,從而有針對性地對內側提供充足的焊料。對于常見的陶瓷外殼,壓力在3~5 N為優選。壓力過小導致縫隙大,焊料熔融后填隙能力差;壓力過大又會導致蓋板變形等問題,引發扇形空洞。
4.2 扇形空洞
另一種比較典型的空洞是扇形空洞,這類空洞多出現在焊料環的轉角處,如圖8所示。
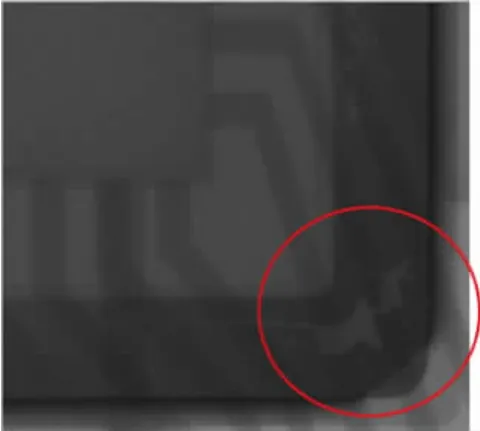
圖8 扇形空洞
扇形空洞在大尺寸電路中較為常見,其形成原因主要是:在施加封蓋壓力時,夾具往往作用在蓋板中心區域,其下方正是管殼的空腔,這會導致蓋板發生輕微變形。大尺寸電路封蓋時所需施加的焊接壓力也較大,其變形程度也較大,這使得蓋板在轉角處翹曲,導致4個轉角處蓋板與管殼之間的距離要比4個邊及中間區域大。這導致焊接壓力在焊料上的不均勻分布,如圖9(a)所示。在焊接壓力不足的情況下,轉角處焊料流速降低,呈現縱向堆積,如圖9(b)所示。這樣一來,填滿同樣大小的面積轉角處就需要更多的焊料量。但轉角區域的焊料是有限的,焊料缺少的部分就形成了大量空洞。另一種形成扇形空洞的原因是原材料造成的密封壓力不均勻,早期的陶瓷外殼制備工藝不成熟,金屬化密封區的狀態差,表現為陶瓷基體的平面度較差,這樣即使提供了相對均勻的密封壓力,作用在平面度較差的密封區后也會形成焊接壓力不均勻的狀況,導致扇形空洞。
解決這類空洞的主要方法是避免蓋板發生翹曲。有的機構采用倒封方式完成密封,將蓋板放置在載物臺上,管殼在蓋板上,再在管殼背面放置重塊等物體,施加密封壓力,這樣可以避免蓋板形變。
此外,在密封過程中,給蓋板增加不易形變的墊片也是一個好方法。這樣,密封壓力首先作用在墊片上,再通過墊片均勻施加在蓋板上,避免壓力過大而不均勻導致的蓋板變形。此外,早些年有研究表明,陶瓷外殼金屬化密封區的狀態也很重要,如果做金屬環扇形空洞就不會出現。同時,若原材料金屬化密封區的狀態差,可以在密封區加裝平面度較高的金屬環。
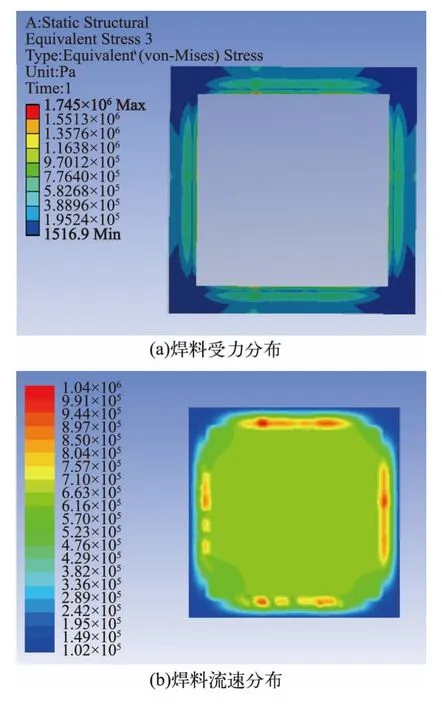
圖9 焊料力學與流體仿真分析
4.3 氣泡狀空洞
圖10給出了一種大量彌散在焊縫區域中的空洞。這類空洞由眾多小的空洞組成,這些空洞在焊料環外邊緣處開始滋生,并向內側蔓延。對焊縫進行剖面觀察,結果如圖11所示,從圖中可以看出,大量大小不一的氣泡狀空洞彌散在焊縫中,焊縫的高度甚至高于焊料環的初始厚度,并且蓋板鍍鎳層與焊縫之間的界面變得不確定。
氣泡狀空洞的形成機理主要是密封溫度過高,焊料熔融時間過長。在保持其他條件不變的情況下,將密封峰值溫度從310℃逐步增加,可以觀察到氣泡狀空洞帶的變化趨勢。起初只能在靠近密封區外側邊緣位置找到個別微小的氣泡狀空洞;隨著峰值溫度增加到330℃,氣泡狀空洞沿著密封區外側邊緣位置開始聚集;當峰值溫度繼續增加,氣泡狀空洞帶的寬度開始向內蔓延,直至鋪滿整個密封區。適當降低密封溫度可以減少氣泡狀空洞,降低焊縫高度[6]。
此外,在外殼制作工藝中,如果沒有特別提出排氫要求,在密封時易轉化為焊縫中的空洞。這是因為在高溫密封過程中,本體和鍍層有氣體釋放出來或者污染物裂解形成氣泡。主要應對措施是在密封前預先高溫烘焙原材料以排除不良因素。

圖10 氣泡狀空洞
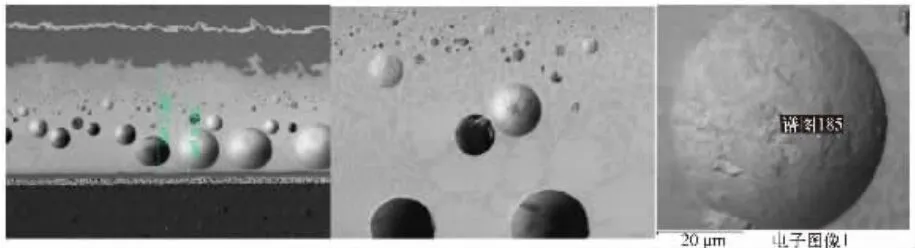
圖11 氣泡狀空洞形貌
5 結論
文章介紹了AuSn20密封陶瓷外殼的過程中觀察密封空洞的方法,列舉了環狀空洞、扇形空洞、氣泡狀空洞等幾種典型空洞。
消除環狀空洞的關鍵在于做好蓋板、焊料環比例、結構設計,從而對焊料環內側充分補充焊料,避免空洞。扇形空洞的成因主要是焊料環轉角處受壓力不足,應盡量避免蓋板翹曲,從而使密封壓力均勻施加在蓋板、焊料環上。氣泡狀空洞形成的主要因素是密封峰值溫度,在保證氣密性的前提下采用較低的密封峰值溫度是一個良好的選擇。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
