氬氣與氫氣流量對等離子噴涂鐵基非晶涂層性能的影響
2021-06-08 05:58:12崔新安趙曉兵劉希武
機械工程材料 2021年5期
關鍵詞:工藝
李 輝,崔新安,趙曉兵,劉希武,鄒 洋
(1.中石化煉化工程(集團)股份有限公司洛陽技術研發中心,洛陽 471003;2.中國石化石油化工設備防腐蝕研究中心,洛陽 471003;3.常州大學材料科學與工程學院,常州 213164)
0 引 言
與晶態材料相比,非晶材料具有更優異的力學和耐磨耐腐蝕性能,在石油化工、鋼鐵、煤電等領域有著廣闊的應用前景。非晶金屬材料中雜亂的原子排列賦予了其優異的特性[1],如高強度[2]、高韌性[3]和高硬度[4]等。研究[5-6]表明,非晶態合金展現出比不銹鋼更好的耐腐蝕性能,在耐蝕管道、電池電極、海底電纜屏蔽等方面具有較好的應用前景;同時,非晶合金的低摩擦因數特性使其也具有良好的耐磨性[7]。
目前,非晶合金的制備主要借助于熔體急冷技術,可以分為氣相、液相和固相三大類方法[8]。但是,由于形成非晶需要較大的冷卻速率,導致其材料大多尺寸很小,難以發揮性能上的優勢,因此非晶合金的應用范圍受到限制[9]。為了充分挖掘非晶合金的應用潛力,近些年科研人員將非晶合金和表面改性技術聯合起來,利用熱噴涂技術(如等離子噴涂、電弧噴涂、高速火焰噴涂等)制備具有非晶結構的合金涂層已經成為熱門的研究課題,從而拓展了涂層的應用范圍[10]。SADEGHI等[11]采用高速火焰噴涂(HVAF/HVOF)技術制備了鐵基非晶涂層,發現該涂層具有較好的耐高溫腐蝕性能。BIJALWAN等[12]采用大氣等離子噴涂技術制備了非晶含量較高的鐵基涂層,并研究了噴涂功率對涂層結構和耐腐蝕性能的影響。GUO等[13]采用電弧噴涂技術制備了鐵基非晶涂層,并對其結構和力學性能進行了研究,發現該涂層具有較低的氣孔率和較高的顯微硬度。
熱噴涂技術中的等離子噴涂工藝具有極高的冷卻速率(106108K·s-1),可抑制原子的遠程擴散并避免結晶[14-15],并且該技術還具有效率高、涂層結構致密、噴涂對工件造成的變形小等特點[16]。因此,采用等離子噴涂技術制備非晶合金涂層并應用于耐磨防腐領域已受到越來越多的重視。等離子噴涂工藝參數對于制備高質量非晶涂層至關重要,其工藝參數主要包括噴涂功率、噴涂距離、送粉率、氣體流量等。MA等[17]采用超音速等離子噴涂工藝制備了鐵基非晶涂層,發現氣體流量是影響顆粒飛行速度的主要因素。在等離子噴涂工藝中,主氣(氬氣)流量直接影響等離子體焰流的速度,即熔融顆粒在火焰中的停留時間,而次氣(氫氣)流量影響等離子體的熱焓,即火焰的溫度,二者是制備非晶涂層的關鍵因素,并且在等離子噴涂過程中,氫氣在氬氣中的比例有所限制;同時調整二者流量既能保證噴涂粉體在火焰中可充分熔融而獲得質量較好的涂層,又能保證熔融顆粒快速固化而獲得非晶含量較高的涂層[18]。但是,目前關于等離子噴涂過程中氬氣和氫氣流量對非晶涂層結構和性能影響的研究報道較少。因此,作者以鐵基非晶合金粉為原料,采用等離子噴涂技術在碳鋼表面制備鐵基非晶合金涂層,研究了噴涂過程中同時增加氬氣與氫氣流量對該涂層結構和性能的影響。
1 試樣制備與試驗方法
1.1 試樣制備
選用鐵基非晶合金粉(購自北京桑斯普瑞新材料有限公司)作為噴涂材料,其化學成分如表1所示,微觀形貌和粒徑分布曲線如圖1所示,可見鐵基非晶合金粉呈類球狀,表面比較光滑,表明該粉末具有較好的流動性,且大部分合金粉的粒徑位于60120 μm范圍,中位粒徑為83.25 μm。

表1 鐵基非晶合金粉的化學成分(質量分數)
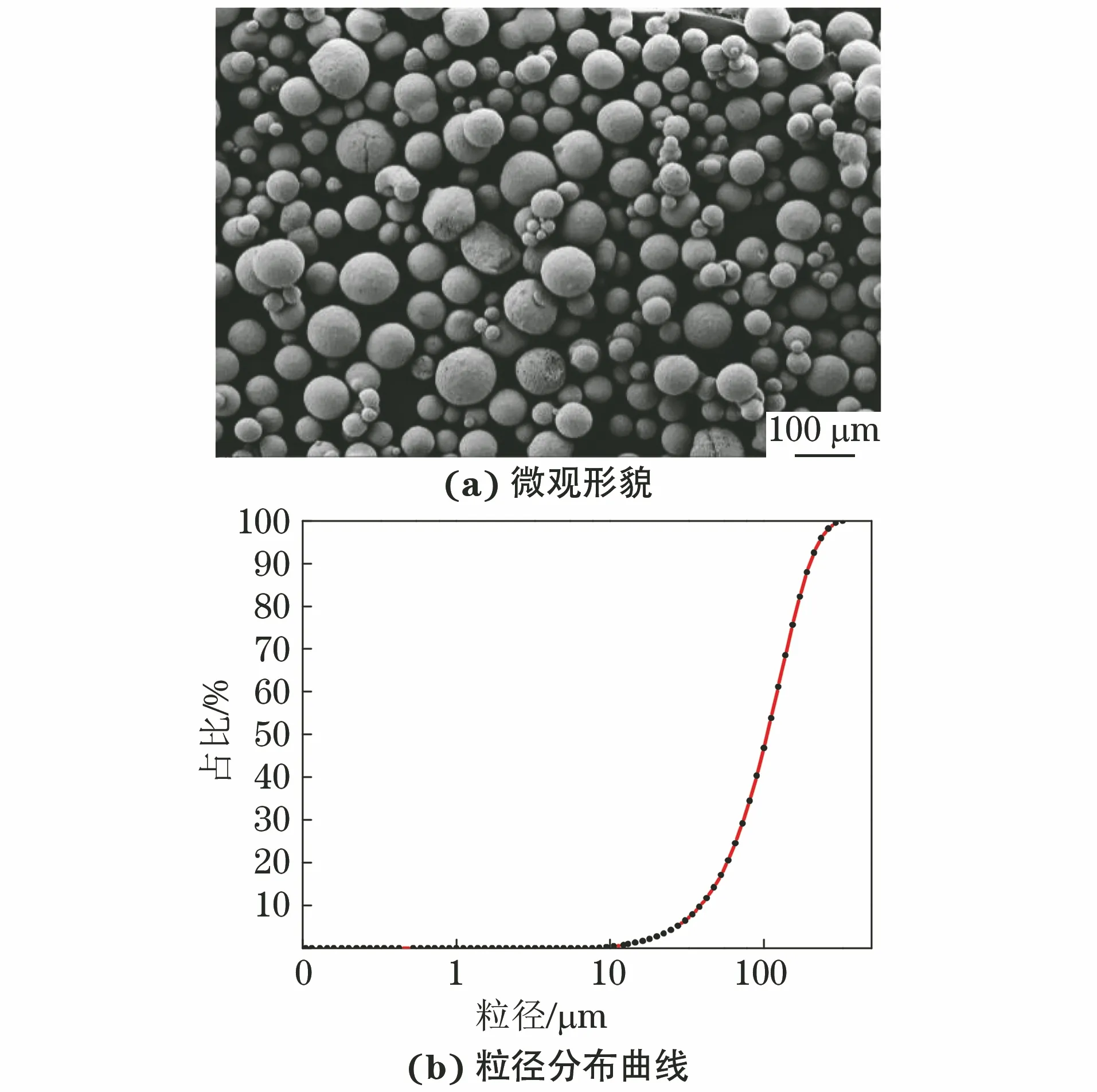
圖1 鐵基非晶合金粉的微觀形貌和粒徑分布曲線
基體為45鋼板,其尺寸為20 mm×20 mm×1 mm。噴涂前對基體進行除油去銹,然后利用無水乙醇和去離子水清洗干凈;干燥后利用6050A型噴砂機進行噴砂處理,噴砂材料為36#棕剛玉砂,然后立即對基體進行噴涂。采用9M型等離子噴涂設備在基體上制備涂層,該設備的氬氣流量范圍為3090 L·min-1,氫氣流量范圍為0~16 L·min-1,根據經驗選取合適的氣體流量并按照流量均增加的規律進行試驗,具體的噴涂工藝參數如表2所示。
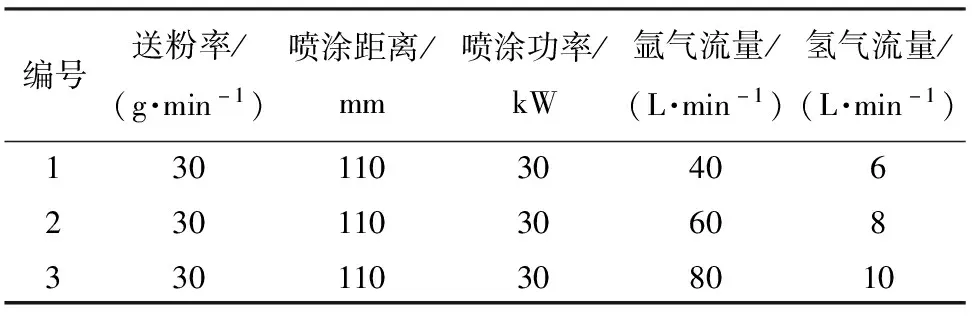
表2 等離子噴涂工藝參數
1.2 試驗方法
采用D/MAX2500型X射線衍射儀(XRD)分析合金粉和涂層的物相組成,采用銅靶,Kα射線,特征波長為0.154 056 nm,電壓為40 kV,電流為100 mA,掃描范圍2θ為10°90°,掃描速率為0.02(°)·s-1;利用Jade軟件對XRD譜晶態與非晶態峰的面積比進行統計[19-20],得到涂層中的非晶含量。采用SUPRA55型場發射掃描電鏡(SEM)觀察涂層表面形貌,采用LJ-JX2030型光學顯微鏡對涂層截面形貌進行觀察,在10個SEM視場中各隨機選取50 μm×50 μm區域用Image-Pro Plus軟件統計涂層的孔隙率。
按照GB/T 8642-2002,采用AGS-10KND型拉力試驗機進行拉伸試驗,得到涂層和基體的結合強度。沿試樣長度方向均勻取16個點,采用HXD-1000TMC型顯微維氏硬度計測涂層的硬度,載荷為3 N,保載時間為20 s。采用HT-600型高溫摩擦磨損試驗機進行干摩擦磨損試驗,試樣平面尺寸為20 mm×20 mm,選用小鋼珠作為對磨材料,載荷為4 N,摩擦半徑為4 mm,轉速為200 r·min-1,試驗時間為15 min,采用精度為0.01 mg的電子天平稱取磨損前后試樣的質量,計算質量損失。采用AUTOLAB PGSTAT 302N型電化學工作站測試涂層在濃度為0.5 mol·L-1H2SO4溶液中的耐腐蝕性能,采用標準三電極體系,涂層為待測電極,涂層采用704膠水進行封裝,背面用銅導線引出電極,涂層裸露面積為10 mm×10 mm,甘汞電極為參比電極(SCE),鉑電極為輔助電極,掃描范圍為-11 V,掃描速率為0.005 V·s-1,利用儀器自帶的軟件擬合得到極化曲線并計算腐蝕速率。
2 試驗結果與討論
2.1 對物相組成和非晶含量的影響
由圖2可知:在2θ為40°~50°范圍內粉體和涂層的XRD譜中均出現明顯的饅頭峰,這是典型的非晶衍射峰,表明涂層為非晶涂層;粉體和涂層中的主要物相為Fe3C、Cr1.36Fe0.52、FeCrMo、Fe0.64Ni0.36和少量W。計算得到工藝1、工藝2、工藝3下制備得到涂層的非晶面積分數分別為92.4%,94.8%,92.4%,可知不同氬氣與氫氣流量下涂層的非晶含量差異較小,且與鐵基非晶合金粉的非晶含量(面積分數95.1%)相近,說明所選用的氣體流量對涂層的非晶含量無明顯影響,并且在不同氬氣與氫氣流量下均能制備出非晶含量較高的涂層。在噴涂過程中,熔化的鐵基非晶合金粉以極高的速度與基體表面發生碰撞,并與基體結合后快速冷卻(冷卻速率高達106108K·s-1),導致原子來不及有序排列而形成雜亂無序的狀態,因此涂層中保留較高的非晶含量。

圖2 鐵基非晶合金粉和不同工藝下制備得到涂層的XRD譜
2.2 對形貌的影響
由圖3可知:不同工藝下制備得到的涂層和基體間均未出現明顯裂紋,粒子呈扁平狀,這是在焰流作用下熔融粒子沖擊基體的動能較大而鋪開形成的;工藝1、工藝2、工藝3下制備得到涂層的厚度分別為125,140,105 μm;涂層中存在一些未熔化的顆粒而使得涂層中形成孔洞,工藝2下制備得到的涂層和基體間過渡良好,孔洞面積較小。

圖3 不同工藝下制備得到涂層的表面和截面形貌
由圖4可以看出,隨著氬氣和氫氣流量的增加,涂層孔隙率先減小后增大。隨著氣體流量的增加,等離子火焰流速增大,充分加熱后形成膨脹氣體,喂入火焰中心的粉體融化后熔滴速度增加,熔滴撞擊基體時的動能較大,導致涂層與基體的結合強度較大,并使粒子層狀堆疊得更加致密,因此涂層孔隙率降低;同時,隨著氣體流量的增加,由等離子弧柱電離的氣體分子增多,導致弧柱溫度升高,喂料粉體吸收的熱量增大,熔化效果更好,熔融粒子沉積在基體表面時與已沉積部分更易形成機械鑲嵌,因此涂層具有較低的孔隙率。但是,隨著氣體流量的繼續增大,等離子弧柱的能量密度降低,導致電離的氣體分子變少,喂料粉體吸收的熱量不均勻,處于半熔化狀態的顆粒增多,粒子與已沉積部分間的結合變差,最終導致涂層的孔隙率升高。
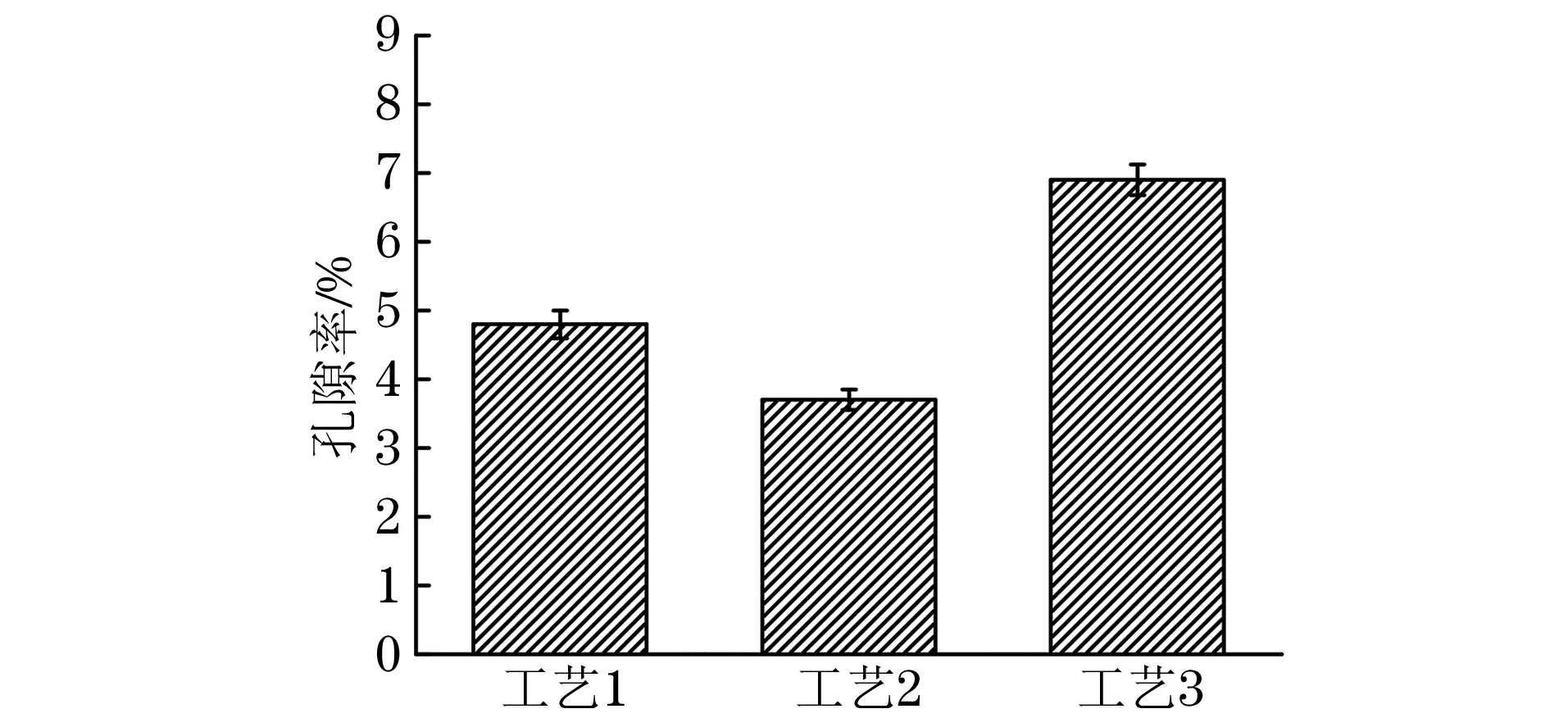
圖4 不同工藝下制備得到涂層的孔隙率
2.3 對結合性能與顯微硬度的影響
由圖5可知,隨著氬氣和氫氣流量的增加,涂層與基體的結合強度先變大后變小。較小的氣體流量導致涂層熔化不均勻,層狀堆積不緊密;氣體流量過大時,粉體來不及熔化便已被吹離焰流,沉積效率較低,從而導致涂層與基體的結合強度較低。
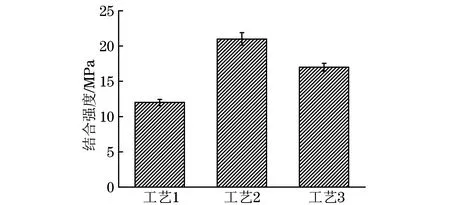
圖5 不同工藝下制備得到涂層與基體的結合強度
由圖6可以看出:隨著氬氣和氫氣流量的增加,涂層的硬度先升高后降低,并均高于基體的硬度(147 HV)。硬度受涂層自身材料和孔隙率的影響。隨著氣體流量的增加,涂層的致密度增加,硬度也隨之升高,但是進一步增加氣體流量后,粉體還未來得及熔化便已被吹離焰流,沉積效率大大降低,從而導致硬度降低。
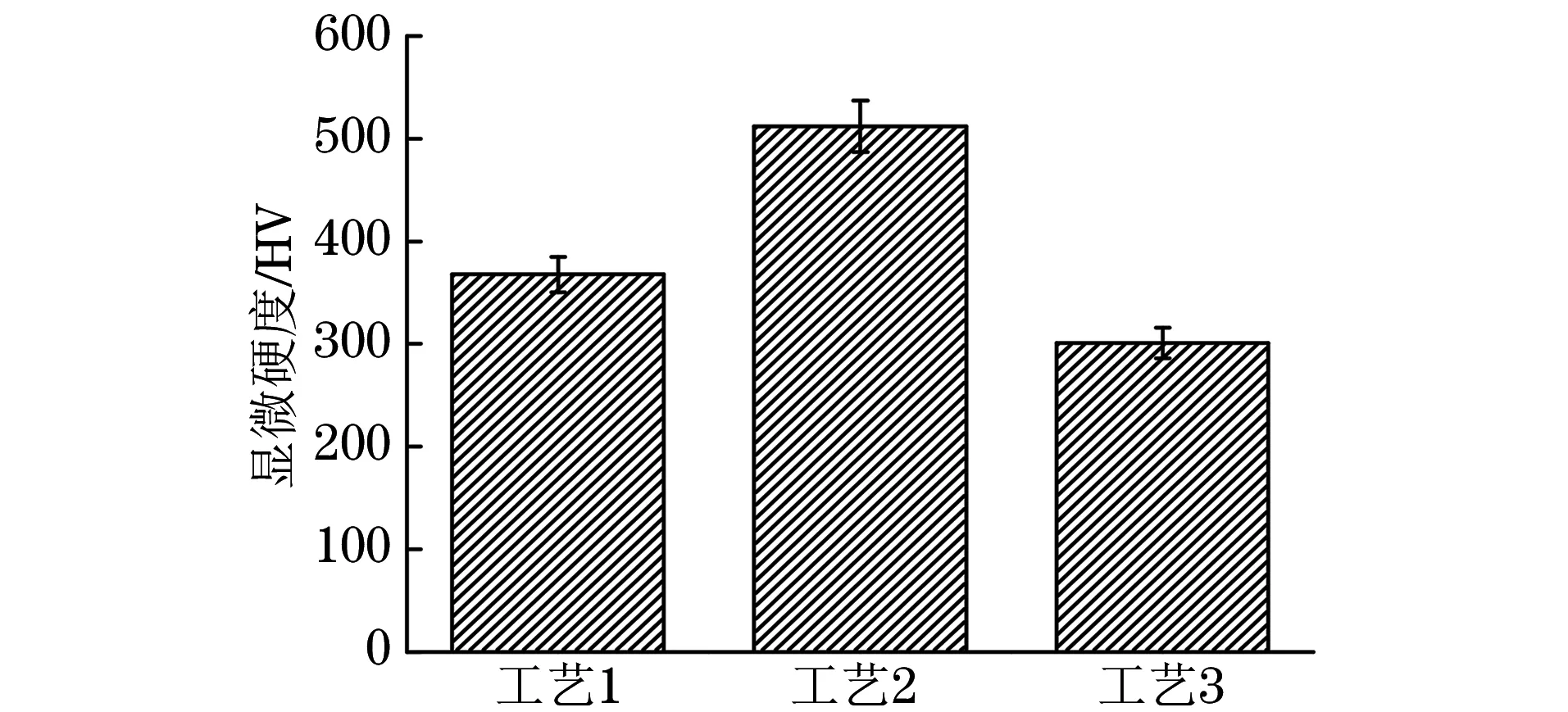
圖6 不同工藝下制備得到涂層的顯微硬度
2.4 對摩擦磨損性能的影響
由圖7可以看出:氬氣和氫氣流量對涂層耐磨性的影響較大,隨著氬氣和氫氣流量的增加,涂層的磨損質量損失先減小后增大,且均低于基體的磨損質量損失(43 mg)。過大或者過小的氣體流量都會導致涂層的沉積效率過低,進而影響涂層孔隙率,孔隙率越大,涂層的耐磨性能便越差。
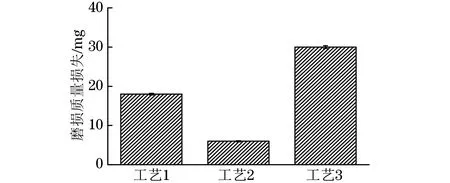
圖7 不同工藝下制備得到涂層的磨損質量損失
2.5 對耐腐蝕性能的影響
由圖8和表3可以看出,涂層的耐腐蝕性能均優于基體,這是鐵基非晶涂層在H2SO4溶液中存在鈍化現象,其表面形成的鈍化膜使得腐蝕溶液更難滲入內部涂層導致的。隨著氬氣和氫氣流量的增加,涂層的耐腐蝕性能先變好后變差。涂層的耐腐蝕性能與孔隙率有關,孔隙率越低,涂層的結構越致密,耐腐蝕性越好。

圖8 基體與不同工藝下制備得到涂層在0.5 mol·L-1H2SO4溶液中的極化曲線

表3 基體與不同工藝下制備得到涂層在0.5 mol·L-1H2SO4溶液中的電化學參數以及腐蝕速率
3 結 論
(1)不同氬氣和氫氣流量下采用等離子噴涂技術制備得到涂層的非晶含量均較高,其面積分數為92.4%~94.8%;涂層與基體之間結合良好,無明顯裂紋,涂層中存在少量孔洞,隨著氬氣和氫氣流量的增加,涂層的孔隙率先減小后增大。
(2)隨著氬氣和氫氣流量的增加,涂層與基體的結合強度和涂層的顯微硬度均先升高后降低,涂層在0.5 mol·L-1H2SO4溶液中的耐腐蝕性能先變好后變差。當氬氣流量為60 L·min-1、氫氣流量為8 L·min-1時,涂層的結構致密,孔隙率最低,結合強度和顯微硬度最高,耐磨和耐腐蝕性能最優。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52