大面積金屬網板模具的制造*
2021-06-07 01:45:46杜立群肖海濤溫義奎關發龍
模具制造 2021年4期
關鍵詞:方法
杜立群,肖海濤,張 希,溫義奎,于 洋,關發龍,鐘 波
(1.大連理工大學,精密與特種加工教育部重點實驗室,遼寧大連116024;2.大連理工大學,遼寧省微納米及系統重點實驗室,遼寧大連116024;3.江蘇博睿光電有限公司,江蘇南京 211103)
1 引言
作為精密成型的核心部件之一,金屬微細網板結構不僅可用于注射成型用金屬模具,還可應用于電子通訊、化工生產及航空航天等諸多領域,如電磁屏蔽中的網柵、精細過濾網篩、印花鎳網及發動機進風口格柵等[1~3]。隨著金屬微細網板需求量不斷擴大,對其加工方法的研究也備受關注。
目前金屬微細網板的加工方法主要有機械加工、微細電火花加工、激光加工、電解加工以及UV-LIGA工藝。機械加工制造金屬微細網板結構的方法主要包括鉆削加工和沖壓加工。彎艷玲等利用高速鉆削的方法在鋁合金表面制造了一款孔徑為200μm的群孔陣列結構[4]。這種方法雖然加工效率高,但是存在加工精度低、表面質量差等問題,難以制造高精度微細網板結構。孫超等利用微細電火花加工技術在鈦合金板上制備了一款孔數大于2,000、網絲壁厚為400~500μm的網板結構[5]。該方法可有效制備大面積金屬網板結構且加工精度較高,但是存在電極損耗快、加工效率偏低等缺點,并且由于微細群電極制造困難,限制了其在加工小網絲壁厚網板方面的應用。婁德元等利用納秒激光技術在100μm厚的鋁板上制造了一款含有3萬個微孔的網板結構[6]。這種方法雖然不受加工材料和網孔形狀的限制,但是存在加工精度低、加工表面存在微裂紋等問題,限制了其在高精度、高性能網板結構制備方面的應用。鄭鑫等采用活動掩膜電解加工的方法制備了一款大孔徑鈦合金網板結構[7]。這種方法具有無應力、高效率等優點,但是由于側向腐蝕和電流分布不均的影響導致了網絲側壁垂直度差、孔形一致性低等問題。周峰等采用UV-LIGA工藝在直徑為φ50mm的圓形基底上制造了厚度為120μm、深寬比為4、開孔率為88%的鎳網板結構[8],制得的網板結構網絲側壁垂直度高、表面質量好。該方法具有加工精度高、可加工異形孔和高深寬比結構等優點,非常適合于高精密微細網板結構的制造。
雖然UV-LIGA工藝在制造微細金屬網板結構方面具有獨特優勢,但是過大的鑄層殘余應力是UVLIGA技術制備大面積、大厚度微金屬網板結構的瓶頸問題。鑄層殘余應力過大會導致網板結構出現翹曲變形、分層等問題,嚴重影響金屬網板的形狀精度和使用性能。本文制造的微細網板的總體尺寸為60×60mm×300μm、深寬比為6、開孔率達93%,具有大面積、大厚度、開孔率高等特點。在制造過程中,為降低大面積鑄層中的殘余應力,本文采用了兆聲輔助微電鑄的方法。
2 網板的制造流程
利用兆聲輔助微電鑄方法制造大面積、大厚度金屬微細網板的制造過程如圖1所示,其主要制造步驟包括基板的預處理、三次膠膜制造、微電鑄、去膠處理等。
2.1 基板的預處理
本文制造的金屬網板總體尺寸為60×60mm×300 μm,具體結構如圖2所示。結合網板尺寸,選用尺寸為70×70×3mm的不銹鋼片作為基板。基板的預處理包括對基板進行研磨、拋光、清洗和烘干。首先使用研磨機對基板進行研磨、拋光,然后依次用丙酮、酒精超聲清洗10min,再用去離子水沖洗干凈后放入120℃電熱鼓風烘箱內烘干備用。
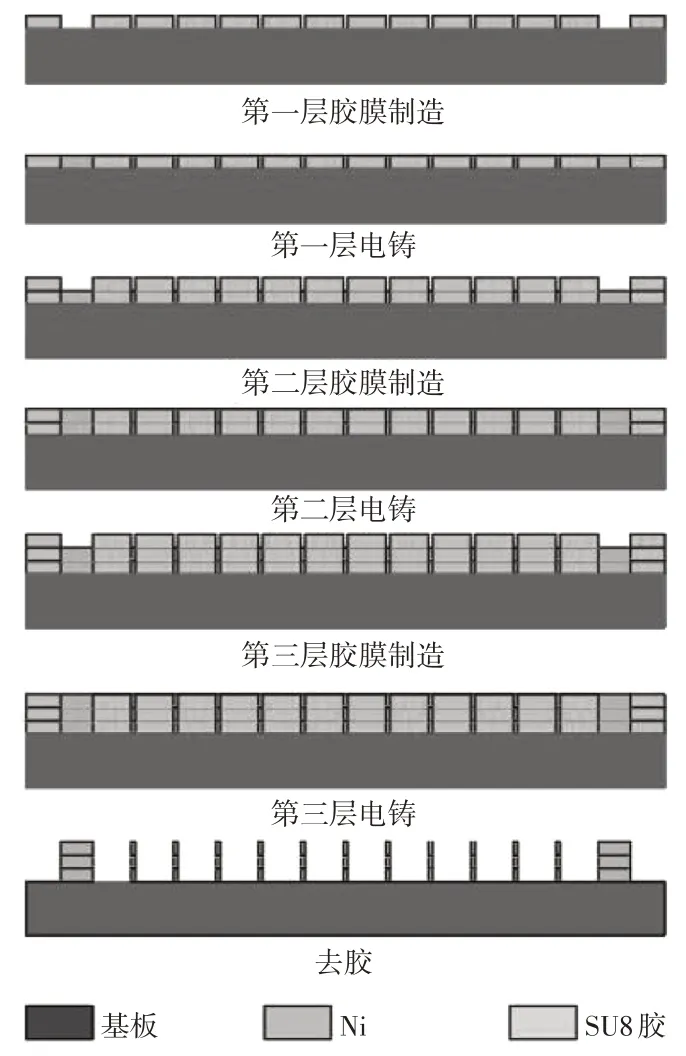
圖1 大面積網板的制造流程

圖2 網板尺寸圖
2.2 微結構制造
(1)第一層SU-8膠膜制造。
使用臺式勻膠機旋涂第一層SU-8膠膠膜,膠膜厚度為120μm。采用階梯升溫的方式進行前烘以去除光刻膠中的大部分溶劑,之后用紫外光刻機對膠膜進行曝光,曝光劑量為425mJ/cm2。曝光后放在85℃熱板上烘干使膠膜充分交聯,之后用SU-8顯影液去除未曝光的光刻膠。
(2)精密微電鑄。
微電鑄環節是整個網板制造的關鍵,它直接影響到網板鑄層的殘余應力大小。網板電鑄采用的設備是自行研制的ME-1000型兆聲微電鑄機,如圖3所示。其兆聲頻率為1MHz,功率調節范圍為0~200W。電鑄時首先將顯影后的基板和電鑄機的陰極背板相連接,之后將陰極浸入電鑄液中,電鑄過程施加雙側交替兆聲作用,如圖4所示,兆聲功率密度為2 W/cm2,電鑄液溫度為50℃,鑄液PH值為4~4.3,電鑄后采用人工研磨的方式對鑄層進行平坦化處理。

圖3 ME1000型兆聲微電鑄設備

圖4 兆聲施加方式示意圖
(3)第二、三層制造。
第二、三層的制造工藝同第一層,制造完成后鑄層總高度為300μm。
2.3 去膠釋放
利用加熱的光刻膠腐蝕液去除基板上的膠膜,再用去離子水將腐蝕液沖洗干凈,最終得到的網板結構如圖5所示。

圖5 去膠后網板圖片
3 問題與討論
3.1 鑄層殘余應力問題
由于本文制造的網板結構面積大、厚度高。為了降低網板電鑄層中的殘余應力,本文采取以下兩種措施:
(1)兆聲輔助微電鑄。本課題組前期研究發現:利用聲頻率為1MHz的兆聲波產生的聲流作用和穩態空化作用能夠有效地降低電鑄層中的殘余應力。并且在兆聲功率密度為2W/cm2時,電鑄層中的殘余應力可減小60%[9]。為此,在電鑄過程中,本文通過施加功率為2W/cm2的雙側交替兆聲振動,獲得了去膠釋放后表面平整、無翹曲變形的精細網板結構。
(2)添加應力釋放結構。如圖6所示,本文在電鑄面積較大的網板邊框處添加了橢圓形和鉚釘形應力釋放結構。實驗結果表明:添加應力釋放結構不僅能夠顯著降低電鑄層中的殘余應力,還能夠優化電鑄面積進而提高電鑄層的均勻性。

圖6 添加應力釋放結構的網板圖
3.2 電鑄鎳析氫問題
在電鑄鎳的過程中不可避免的會有氫氣的析出,而且網板結構的網絲寬度僅為50μm,膠膜結構的深寬比較大,因此析出的氫氣容易長時間吸附在鑄層表面難以排出。吸附在鑄層表面的氫氣會誘發針孔、氫脆等電鑄層的缺陷問題(見圖7),嚴重地影響了網板結構的性能。本文采取以下兩種辦法來解決網板結構的電鑄析氫問題。
(1)兆聲輔助電鑄。兆聲的聲流作用會對陰極附近的鑄液產生極強的擾動,加快陰極表面電鑄液的流動,促進陰極反應產生的氫氣及時排出,從而避免產生針孔等缺陷。本文在電鑄時施加功率密度為2W/cm2的兆聲作用,電鑄后鑄層未出現針孔缺陷(見圖8)。

圖7 未施加兆聲鑄層出現針孔缺陷

圖8 施加兆聲后鑄層完好
(2)陰極攪拌。在電鑄過程中配合陰極攪拌,攪拌速率為40次/min,陰極攪拌不僅能夠有效促進電鑄過程中氫氣的排出,還可以避免電流密度分布不均。實驗結果表明:鑄層在施加陰極攪拌和鑄液循環后鑄層質量有較大改善,未出現針孔等缺陷。
4 結束語
本文采用UV-LIGA工藝制造了一款大面積、大厚度的金屬鎳微細網板模具,該網板厚度為300μm、總體長寬為60×60mm、深寬比為6、開孔率高達93%。在電鑄過程中,為避免電鑄層中殘余應力過大引起網板變形、分層等問題,本文采用兆聲輔助微電鑄的方法取得了良好的效果,去膠釋放后微細網板結構未出現翹曲變形的問題,滿足使用要求。本文研究表明:兆聲輔助微電鑄方法是制造大面積、大厚度、低應力金屬微器件的一種有效方法。
猜你喜歡
中老年保健(2021年9期)2021-08-24 03:52:04
河北畫報(2021年2期)2021-05-25 02:07:46
中學生數理化(高中版.高考理化)(2020年2期)2020-04-21 05:33:04
兒童繪本(2020年5期)2020-04-07 17:46:30
兒童故事畫報(2019年5期)2019-05-26 14:26:14
意林原創版(2016年10期)2016-11-25 10:28:30
Coco薇(2016年2期)2016-03-22 02:42:52
山東青年(2016年1期)2016-02-28 14:25:23
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12