汽車模具SMAW堆焊工藝方法應用
2021-06-07 01:45:44姚開禮
模具制造 2021年4期
姚開禮
(上海賽科利汽車模具技術應用有限公司模具事業部模具質量保證科,上海 200120)
1 引言
隨著我國汽車沖壓生產的高效化和自動化的發展,汽車90%以上的零部件都需要依靠模具成型。汽車模具是一種高新技術產業,設計制造技術難度大,形狀復雜精度要求高,汽車模具是我國重點支持的高新技術產業之一,也被譽為“汽車工業之母”。我國模具制造周期一般為工業發達國家的兩倍,而使用壽命僅為1/5,汽車冷沖壓模具(見圖1)大多為灰口鑄鐵、球墨鑄鐵和鉻鉬合金鑄鐵,焊接性比較差,常常難以滿足其結合性能和使用要求。鑄鐵強度低、塑性差、對冷卻速度敏感,焊接時易產生白口組織和裂紋。若采用堆焊的方法在修復損壞模具及制造過程中彈性變形的超差等得到實際應用,從而提高模具使用壽命,大大縮短生產制造周期,降低模具制造成本。
2 化學成分的影響
灰鑄鐵中硫、磷雜質含量高,增加了焊縫對冷卻速度的敏感性,快速冷卻時,焊縫結晶時間短,石墨化不充分,容易形成白口及淬硬組織,各種元素對石墨化過程所起的作用是不同的,有的起促進作用,有的則起阻礙作用。
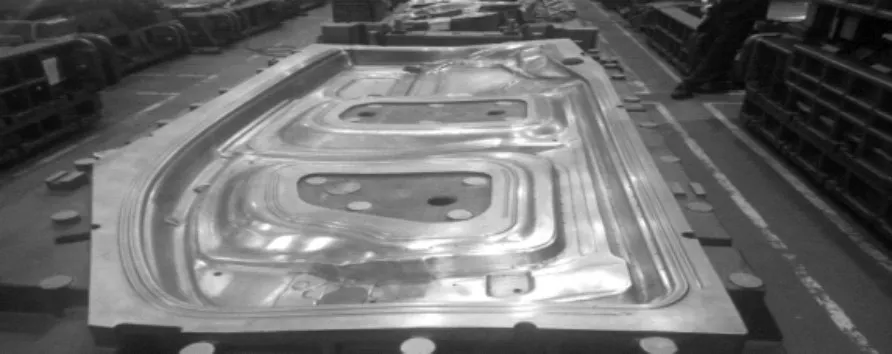
圖1 拉伸模
碳和硅:強烈促進石墨化,必須保證一定的含量。但碳的含量過高,會使石墨片過分多而粗大,基體鐵素體化,機械性能下降;硅的含量過高會使鑄鐵變脆,硅含量超過7%會產生硬脆的硅化鐵。
硫:強烈阻礙石墨化,促使生成白口,并且降低鐵水的流動性,易生氣孔,是有害元素,應當盡量限制硫的含量。
錳:阻礙石墨化,但由于錳能與硫相化合,從而抵消硫的有害作用,故應含有適量的錳,一般不超過1.5%。
GM338材料化學成分與力學性能分析如表1所示。

表1 GM338化學成分表 %
3 冷卻速度的影響
慢冷條件下容易到的灰口鑄鐵,快冷容易變成白口鐵。厚壁鑄件鑄造時冷卻較慢,石墨析出較充分,機械性能有所降低,高強度灰鑄鐵由于澆鑄前進行了“變質處理”,故壁厚對機械性能的影響較小。焊補鑄件時,在工藝上可以采取-些減慢冷卻速度的措施以防止白口。強度低的鑄鐵比較難焊,也應預先采取措施,如圖2所示。
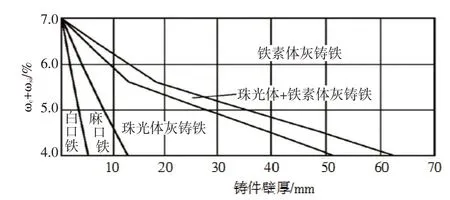
圖2 化學成分(碳硅總量)與壁厚(冷卻速度)對鑄鐵組織的影響
4 合金鑄鐵堆焊時主要問題
(1)裂紋。由于鑄鐵內分布著大量石墨片如同鋼的基體被大量的小裂紋所割裂,因而鑄鐵的強度較低、塑性很差。不能像低碳鋼那樣,在力的作用下容易拉長、彎曲等塑性變形。因此,當焊接應力超過鑄鐵強度時,沿焊補區的薄弱處就產生開裂或使剝離。
(2)白口組織。焊接時,母材近焊縫區(見圖3)受到高溫高于1,150℃~1,250℃以上時,原來鑄鐵中呈游離狀態的石墨開始部分地熔于鐵中,溫度越高,熔于鐵中的石墨就越多。而冷卻時,熔于鐵中的碳來不及以石墨形式析出,而形成Fe3C出現,因而在窄小的融合區內,焊后很容易產生白口組織,它不僅難以機械加工,甚至導致開裂,還會使拉伸板料沖壓成形時有壓印,制件質量受到影響,甚至報廢。
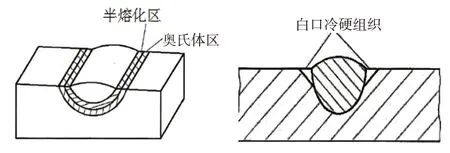
圖3 剪切力與白口組織示意圖
(3)母材剝離。主要原因是鑄鐵幾乎無塑性,不能承受塑性變形,且強度低,在焊接應力作用下,應力值大于鑄鐵的強度極限而破壞。其次,焊接接頭的組織分布一般是:焊縫為碳鋼,半熔化區為白口組織,奧氏體區是石墨化不完全的白口組織。這三部分焊縫的收縮率約為2.17%,半熔化區約為2.3%,奧氏體區因為沒有熔化,其收縮率只有1.1%左右,因此在冷卻過程中,焊縫附近的半熔化區與奧氏體區之間存在很大的剪應力,由于母材鑄鐵強度低,牽制不住焊縫的收縮,當焊道越多,焊接應力就越大,嚴重時將造成整個焊縫沿半熔化區從母材上剝落。
5 焊接方法選用分析
(1)合理性。非鑄鐵型焊縫又稱異質焊縫,鑄件在焊接中不需要預熱使焊接工藝過程大大簡化,焊接成分為碳鋼,可進行全位置焊接,焊接效率高等優點,所以異質焊縫的電弧冷焊是很有前途的的焊接工藝。
(2)經濟性。手工電弧焊設備簡單,模具千變萬化造型多不易實現自動化燒焊,手工操作成本較低并可全位置焊接等優點。
(3)工藝性。采用非鑄鐵焊接所需要電流小,可使熔深淺,使母材中的碳、硫、磷等雜質進入熔池數量減少,故減少熱裂紋傾向,由于焊縫中碳的減少,脆硬性也降低,所以有利于防止冷裂紋產生,小電流降低了熱輸入也降低焊接應力,有利于減少熱影響區及半熔化區的寬度,可改善焊接接頭工藝性能。
6 焊接材料選擇
為解決以上問題,采用兩種焊材施焊,首先選擇TC-3F鎳基焊條打底,TC-3F鎳基焊條具有良好的塑性、韌性,具有較好的抗裂性能。通過實踐和分析證明鎳基焊條能使焊縫不出現淬硬組織且使焊縫有較高的塑性和韌性。鎳是擴大奧氏體區的元素,所以鎳基焊條形成的焊縫有一定的塑性和強度,且硬度較低。同時,鎳為促使石墨化元素,其擴散能力很強,對減弱半熔化區白口的寬度很有利。有人系統研究了焊條不同含鎳量對白口區寬度的影響,其結果是當焊縫含鎳量為50%時,可減低到0.1mm,當焊縫含鎳量為98%時,可減低到0.05mm,而且白口呈斷續狀,故采用鎳基焊條打底可減弱白口現象,提高焊縫強度。采用TM2000或NH10s覆蓋型面來滿足模具型面耐磨及光潔度要求,由于此焊材為鑄鐵堆焊設計,焊縫初層吸收鎳鉻形成形成具有韌性的奧氏體組織,2~3層可形成高硬度馬氏體組織,耐磨性能優良。焊接接頭組織變化如圖4所示。
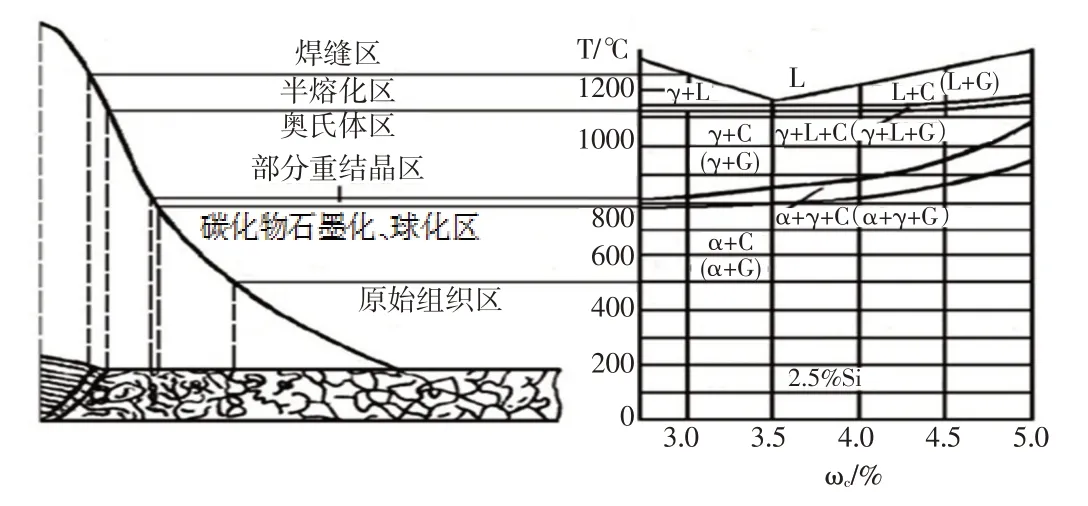
圖4 焊接接頭組織變化
7 焊前準備及操作步驟
(1)焊前準備。
首先要清理工件及缺陷上的油污和其它雜質,確定燒焊范圍長度和高度,必要時要用火焰清理污物,確保焊接型面內無雜質,從而降低焊縫內的含氫量,降低焊接應力及焊縫中碳化物、硫化物,防止裂紋發生。焊條烘干350℃1.5~2h,150℃保溫隨用隨取。
(2)焊接順序。
在焊接過程中焊縫越長,焊縫所承受的拉應力越大,所以采用短焊縫可低焊縫應力狀態,減弱焊縫發生裂紋的可能性,一般每次焊縫長度為50~60mm,剛度大的地方先焊,剛度小的地方后焊,且先后焊接的焊縫位置不能相鄰。這樣可以降低焊補處的溫度,減少應力。此外,相對于較厚的焊件時,采用開坡口及多層多道焊接(見圖5)可以有效地提高焊縫金屬的性能,這主要是由于后一層對前一層焊縫具有附加熱處理的作用,從而改善了焊縫固態相變的組織。
(3)焊接過程中采用短弧焊接,采用分段倒退法(見圖6)施焊形成焊縫區,為減少熱輸入層間溫度控制在80℃~100℃,每道焊縫由于熱輸入會產生較大熱應力,可采用錘擊消除應力,錘擊時應處于高溫區間,不然低于300℃時,隨著冷卻焊縫塑性變差,硬度增高,錘擊會震動和沖擊熔合區造成開裂剝離。焊接后及時用石棉保溫。
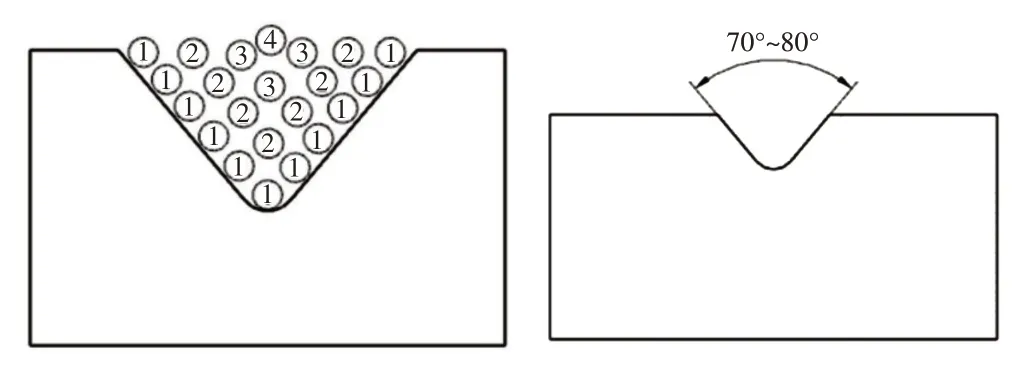
圖5 減小應力及坡口示意圖

圖6 分段倒退跳焊法
8 技術要領
電弧冷焊的工藝特點是“短段、斷續、分散焊,較小的電流熔深淺,每段錘擊消應力”。為了減小應力防止裂紋,冷焊時必須防止局部過熱,也就是保持較低的溫度,減小與整體的溫度差別,每一道焊縫要短,不能連續進行,但可以分散多處起焊,每焊一道立即用帶圓角小錘迅速錘擊焊縫,直到焊縫出現密密麻麻敲擊點為止。每段焊縫焊完之后,為保證每段之間銜接良好,應將接頭過高金屬打磨再焊下一段。如發現有裂紋應先在裂紋兩端鉆孔再按施焊工藝施焊。
9 結束語
經過焊接經驗分析及補焊多年生產應用情況,得出如下結論:補焊時間比重新開模制造時間短有效保證生產任務,采用非鑄鐵性焊接材料從原則上可緩解應力增強焊縫塑性,降低了裂紋產生,采用此種方法由于焊前對工件不必預熱或者局部低溫預熱,焊接過程中工人勞動強度比熱焊法小,生產周期短,節約大量的數控加工及調試制造時間,此方法多次應用大型模具補焊中,獲得較好的經濟效益。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造技術與機床(2018年12期)2018-12-23 02:40:58
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24