一種玻璃纖維拉絲卷繞用排線輪的專利介紹
2021-06-02 11:49:22王熙艷瞿偉民
玻璃纖維 2021年2期
關鍵詞:工藝
王熙艷,瞿偉民
(1.南京玻璃纖維研究設計院有限公司,南京 210012;2.杭州河上玻纖設備配件制造有限公司,杭州 310000)
0 前言
玻璃纖維是一種性能優異的無機非金屬材料,一定化學成分的玻璃原料通過高溫熔化后經過一定的加工工藝拉制成纖維狀,纖維中的每根單絲的直徑通常為幾微米至十幾微米,相當于一根頭發絲的1/20~1/5,每束纖維原絲都由數百根甚至上千根單絲組成。玻璃纖維通常用作復合材料中的增強基材、電絕緣材料和絕熱保溫材料、印刷電路基板材料等國民經濟各個領域。
眾所周知,坩堝法拉絲作為我國特有的玻璃纖維生產技術,其投資少、生產調整靈活,在我國中小型玻纖企業應用廣泛。坩堝法拉絲在增產增效、節能降耗等方面有了明顯的進步。工業和信息化部為有效遏制玻璃纖維行業重復建設和盲目擴張,規范市場競爭秩序,促進產業結構轉型升級,引領行業高質量發展,根據國家有關法律法規和產業政策,制定了《玻璃纖維行業規范條件》([2020]30號公告),其中也對坩堝法拉絲提出了先進性要求:“玻璃纖維代鉑坩堝法拉絲生產線,鼓勵采用分拉、大卷裝,以及原料球、浸潤劑及窯爐溫度智能化集中控制系統等先進工藝和裝備。”
雖然坩堝法生產的玻璃纖維產品在質量和生產成本方面,與池窯拉絲產品的差距很大。但研發人員對纖維基本性能,如線密度、浸潤劑涂覆的均勻性等方面借鑒池窯拉絲的技術不斷進行研究和提高;在卷繞方面,拉絲機的分拉效果和大卷裝技術也在不斷推廣和提高。近期通過對坩堝法拉絲過程中一種玻璃纖維拉絲機卷繞用的排線輪進行了專利研發并取得一定的提升,通過對比,使用效果良好,有效節約了生產成本。
1 拉絲機與排線輪
1.1 拉絲機
拉絲機(圖1)是生產連續玻璃纖維的主要牽伸和卷繞設備,其主要功能是將漏嘴流出的玻璃液牽伸成一定直徑的玻璃纖維,并以某種排布方式將其規則地卷繞成為特定要求的原絲筒,以便于下道加工工序使用。對于坩堝拉絲企業,我國先后采用過蘇式單機頭拉絲機、捷式單機頭拉絲機、691型自動換筒拉絲機、ZRY18型、ZRY20型拉絲機等。以某企業自行研發的產品為例:如針對高支紗單拉拉絲機采用YX1620型,分拉工藝采用YX1624F、YX1630F、YX1633F型,大卷裝變頻分拉采用YX2032F、YX2036F、YX2040F型,各個型號的拉絲都是針對不同要求的細紗。
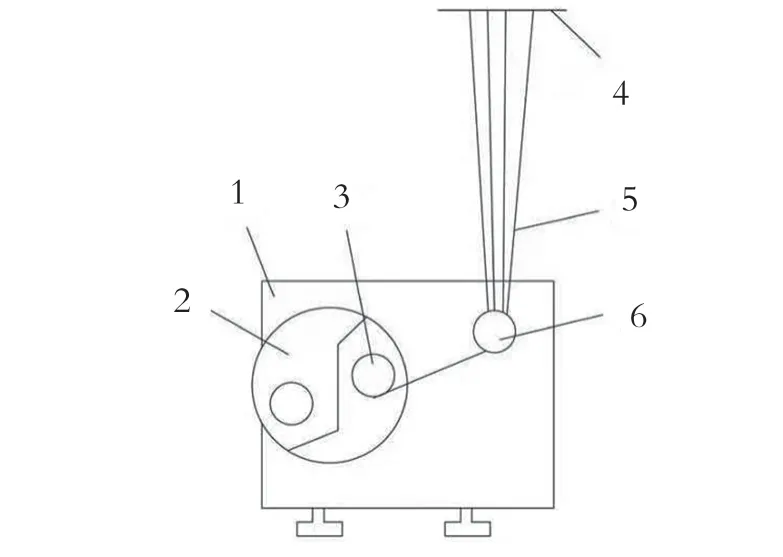
圖1 拉絲機及排線器示意
1.2 排線輪
玻璃纖維拉絲機一般都包括機架、換筒轉盤、旋轉機頭、排線軸和鋼絲排線器等結構。為了更好適應坩堝法短作業線調節紗線張力和方向的工藝要求,目前部分設備的排線結構已用排線輪取代鋼絲排線,排線輪上開設有類似鋼絲排線的絲線通道。由于在高速拉絲過程中玻璃纖維需要在絲線通道內進行導向,因此絲線通道的兩側很容易磨損,往往導致紗線部分斷裂起毛甚至全部斷裂或產生飛絲現象而導致拉絲終結,這樣的排線輪就要報廢更換。如何在該環節降低磨損以節約生產成本成為生產制造人員的重要任務。
如圖1所示,將排線輪安裝在拉絲機上,在機架上固定有轉盤,在轉盤上安裝有旋轉機頭,在轉盤的另一側安裝有排線輪,在排線輪上方設有導絲支架,玻璃纖維由上側的導絲支架進入到排線輪內,然后進入旋轉機頭上。
2 新型排線輪研究
圖2是研發的一種新型排線輪的示意圖。該排線輪解決了現有技術中存在的玻璃纖維拉絲時,排線輪磨損快、使用壽命短的缺陷。減少了拉絲機排線的維護成本,一定程度上也提高了玻璃纖維的產品質量。該項技術已于2020年申報了實用新型專利,并于2021年3月取得證書。
2.1 技術方案
新型排線輪的主要技術方案為:包括上殼體和下殼體,上殼體的開口端和下殼體的開口端扣合形成排線輪,在上殼體和下殼體相接處設有絲線通道,在絲線通道的兩側設有線槽沿,包括上線槽沿和下線槽沿,上線槽沿與上殼體可拆卸連接,下線槽沿與下殼體可拆卸連接。在絲線通道的兩側布置線槽沿,絲線通過時是與線槽沿進行接觸,產生的磨損也只會發生在線槽沿上,而不會損壞上、下殼體。當磨損到一定程度后,直接拆卸掉線槽沿,安裝上新的線槽沿即可。更換方便且主體不會報廢,更換成本低,保證了排線輪的總體使用壽命。
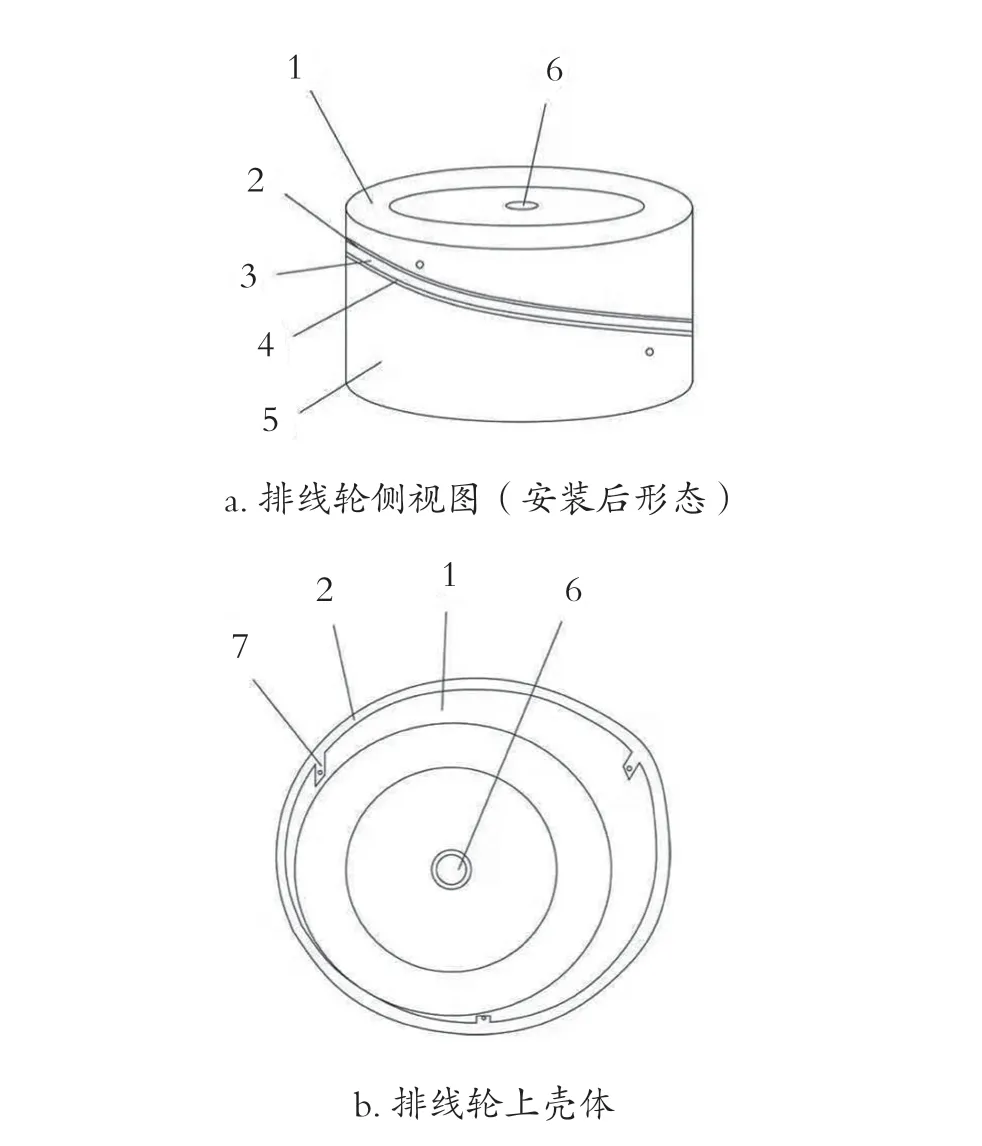
圖2 新型玻璃纖維拉絲卷繞用排線輪示意圖
2.2 工藝設計特征
工藝設計特征包括:
(1)上殼體和下殼體,上殼體的開口端和下殼體的開口端扣合形成排線輪,在上殼體和下殼體相接處設有絲線通道,在絲線通道的兩側設有線槽沿,上線槽沿與上殼體可拆卸連接,下線槽沿與下殼體可拆卸連接。這是新型排線輪的主要技術特征。
(2)絲線通道是由2段對稱布置的傾斜的弧線連接而成,傾斜的弧線一端高一端低,兩段傾斜弧線高的一端連接在一起,兩段傾斜弧線的低的一端連接在一起。該弧線決定了紗線的排線走向,使得紗線在原絲筒上呈螺旋線的方式卷繞,便于后道工序退解加工。
(3)上殼體和下殼體的形狀相同。
(4)上線槽沿固定在上殼體的開口端,上線槽沿上均布有上連接片,上連接片安裝在上殼體的內壁上。
(5)下線槽沿固定在下殼體的開口端,下線槽沿上均布有下連接片,下連接片安裝在下殼體的內壁上。
2.3 經濟性研究
我們選取了A(50臺拉絲機)、B(30臺拉絲機)、C(80臺拉絲機)坩堝法拉絲企業,表1是對排線輪替換前后進行了相對生產成本的對比。
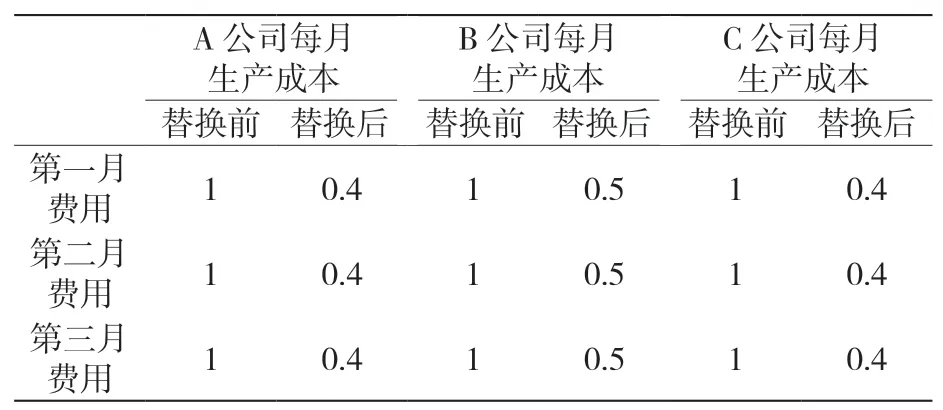
表1 3家坩堝拉絲企業每月成本對比
由表1可以看出,僅此一項,每月可平均節省約50%的采購成本。
3 總結
(1)本文從工藝方案、技術設計特征和經濟性3個方面介紹了新型排線輪的可行之處。新型排線輪使用成本較低,方便更換零件,使用壽命相對延長;解決了現有技術中存在的玻璃纖維拉絲時,排線輪磨損快、使用壽命短的問題,節約了生產成本。
(2)雖然坩堝法拉絲在增產增效、節能降耗等方面有了明顯的進步,工業和信息化部也對坩堝法拉絲提出了先進性要求,但是我們一定要看到差距,不斷通過各種手段提高效率,節能降耗,不斷開辟坩堝拉絲法的未來發展之路!
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52