1 780 mm線U型冷卻方式的研究與應用
2021-05-26 07:04:54邢俊芳彭良貴陸鳳慧
山西冶金 2021年2期
邢俊芳,彭良貴,邵 帥,陸鳳慧
(1.河鋼股份有限公司承德分公司;2.河北省釩鈦工程技術研究中心,河北 承德067001;3.東北大學軋制技術及連軋自動化國家重點實驗室,遼寧 沈陽11081)
熱軋鋼卷溫度控制主要分為加熱爐溫度控制、粗軋溫度控制、精軋溫度控制和軋后冷卻控制等四種溫度控制過程。而軋后冷卻的目的是將帶鋼從精軋溫度控制轉變到軋后冷卻控制,即從精軋終軋溫度冷卻到卷取溫度。1 780 mm生產線熱軋軋后冷卻自動控制系統由基礎自動化和過程自動化等組成,通過自動控制的方式實現卷取溫度的控制。1 780 mm熱軋層流冷卻設備布置如圖1所示。在熱輸出輥道上/下各布置了17組粗調集管和三組精調集管,水冷區長度達95.76 m,可對厚度為1.2~19 mm,寬度為900~1 630 mm的熱帶冷卻降溫400℃以上。
卷取溫度的均勻性對質量穩定有很大的影響,因此卷取溫度的控制通常采用等溫卷取的方式,全長在同一個目標溫度范圍內波動.部分層流冷卻模型主要考慮冷卻水與帶鋼表面以對流換熱形式的熱量傳遞不考慮帶鋼內部沿厚度方向的熱傳導,厚規格出現頭尾卷取溫度偏低的問題[1]。為了降低厚規格頭部對卷取機的沖擊,在現場操作時經常采用頭部不冷卻的方式,從而造成鋼卷頭尾與中間部分的性能差異問題,嚴重時造成頭部性能不能滿足標準要求。為解決這些現場問題,1 780 mm生產線需要在原模型基礎上開發U型冷卻方式。

圖1 1 780 mm熱軋層流冷卻設備布置
1 U型功能的實現
層流冷卻U型卷取一般有兩種方式,第一種為頭尾溫度高于中部溫度,通過控制頭尾溫度控制范圍和控制長度保證頭中尾溫度均勻性,如圖2所示。第二種為頭尾溫度低于中部溫度,提高頭尾板形質量[2]。
1 780 mm線U型卷取冷卻的特點為中部采用帶鋼目標卷取溫度控制,以帶鋼頭尾為基準設定頭尾U型冷卻的長度和溫度。
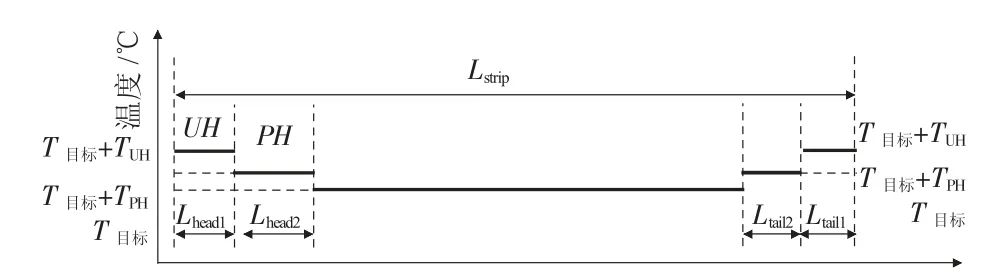
圖2 U型冷卻時帶鋼全長卷取溫度設定示意
層流模型目標溫度計算公式如下[3]:

式中:T目標為目標卷取溫度;Tw為冷卻流體溫度;T0為目標終軋溫度;Hc為對流熱交換系數;Cp為比熱;ρ為帶鋼密度;h為帶鋼厚度。
U型冷卻的工藝參數手動輸入值具體為:頭部長度LPH、頭部溫度偏差tPHT、尾部長度LPT、尾部溫度偏差tPTT。
當滿足條件:Lstrip-Lhead1-Lhead2-Ltail1-Ltail2>0
頭部使用U型冷卻時U型冷卻數學模型處理過程如下:
頭部長度LPH=Lhead2;頭部溫度偏差tPHT=tpht+t目標。當尾部使用U型冷卻時U型冷卻數學模型處理過程如下:
尾部長度LPHT=Ltail2;尾部溫度偏差tPHT=tpht+t目標。
層冷程序中U型冷卻(稱為profilecooling)的接口主要有三個地方:PDI數據(ED數據庫表)、冷卻策略(冷卻計劃號)和人工干預(HMI)。經分析發現:HMI上沒有輸入接口,L3級也不下發相關參數給L2級,人工干預參數也沒有賦值[4-6]。為此人工強制給出profilecooling參數進行試驗。試驗品種花紋板BDQ235B,試驗厚度為5.75 mm,頭部不冷卻長度Lhead1=10 m,Lhead2=100 m,Ltail2=100 m,Ltail1=0,tpht=80℃,即頭部長度LPH=100 m;頭部溫度偏差TPH=80℃+T目標;尾部長度LPHT=100 m;尾部溫度偏差tPHT=80℃+T目標。U型冷卻效果如圖3所示。
結果證實:通過圖3可見花紋板U型冷卻功能成功實現。針對不同鋼種不同的U型冷卻方式采用不同的冷卻參數即可。
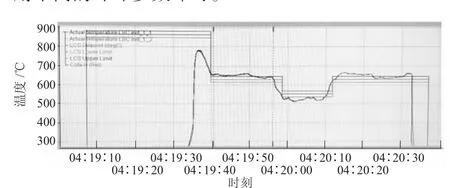
圖3 厚5.75 mm鋼種BDQ235B花紋板U型冷卻效果
2 U型冷卻應用
熱軋薄規格是1 780 mm生產線的特色,但在生產過程中經常出現亮帶板形問題。1 780 mm生產線鋼卷亮帶主要發生在帶鋼尾部0~100 m范圍內。亮帶缺陷宏觀觀察為光潔度不高,凸起高度不明顯,但在鋼卷打開后,出現輕微浪形缺陷,如圖4所示。平整后亮帶缺陷宏觀觀察為光潔度高,出現輕微浪形缺陷,如圖5所示。帶鋼的亮帶數以1條最為普遍。通過力學性能分析、現場跟蹤分析帶鋼的尾部亮帶是帶鋼尾部在出精軋機前采用位置控制,當帶鋼尾部出精軋后采用壓力控制,在卷取夾送輥擠壓作用下,帶鋼發生局部的塑性變形所致。
為控制亮帶缺陷,特對于夾送輥壓力進行控制,針對軋制厚度≤3 mm夾送輥壓力由0.5 kN降低到0.3 kN,降低夾送輥壓力對于亮帶的影響。同時為了提高尾部的板形質量,針對普碳軟鋼層流溫度使用U型冷卻,具體程序為:成品厚度≤1.5mm,尾部150m卷取溫度相比于目標溫度-20℃。即尾部長度LPHT=Ltail2=150 m;尾部溫度偏差tPHT=tpht+t目標=-20℃+600℃=580℃。控制效果如圖6所示。通過以上措施的實施,1 780 mm線亮帶問題得到了有效控制。
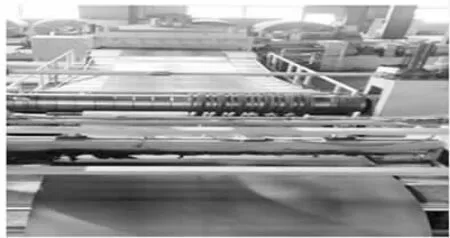
圖4 平整前開卷情況
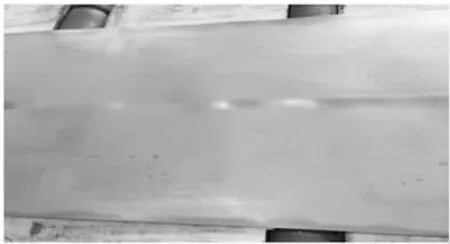
圖5 平整后亮帶情況
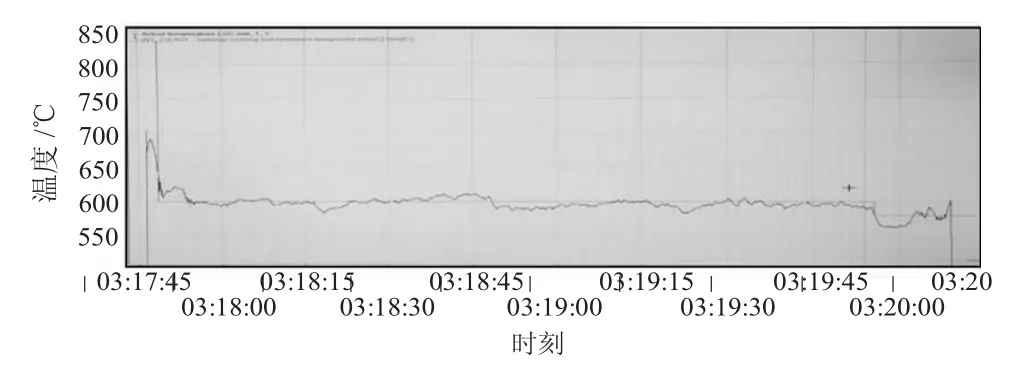
圖6 尾部150 m使用U型冷卻的卷取溫度控制情況
3 結論
本文簡單介紹了1 780 mm生產線熱軋軋后冷卻自動控制系統由基礎自動化和過程自動化等組成。為提高頭尾板形質量,均勻帶鋼性能,在過程自動化控制的基礎上開發U型冷卻方式。U型冷卻方式投用采用的接口方式為人工干預(HMI),采用增加U型冷卻參數的方式實現U型冷卻的功能。使用U型冷卻有效降低了1 780 mm線尾部亮帶引起的板形問題,提高了板形質量。
