面漆精加工工藝
2021-05-25 02:23:44李蓬勃李抗戰陳文昌王豪
電鍍與涂飾 2021年8期
關鍵詞:工藝
李蓬勃*,李抗戰,陳文昌,王豪
(寶雞吉利汽車部件有限公司,陜西 寶雞 721000)
作為汽車靜態評價的首要對象,優質的漆膜外觀能帶給評價者直觀的視覺感受,體現出公司高端漆膜的加工水平,常用于展出用車。為了滿足節能環保的要求,緊湊型工藝受到推廣,在有限的施工設備和材料基礎上探索更優的施工方案,從而得到優質的外觀質量是各個汽車公司不懈努力的方向。目前各汽車廠的常規施工流程有3C2B(三涂兩烘)、3C1B(三涂一烘)、B1B2(水性免中涂工藝)等。
對于3C1B 和B1B2 這類緊湊型施工工藝而言,其漆膜外觀與3C2B 這類傳統加工工藝還存在一定差距,但是如果在精加工過程打破原始施工次序進行重新設計,那么即使是緊湊型工藝也能獲得優質漆膜。通常以DOI(distinctness of image)、長波(LW)和短波(SW)來衡量漆膜的橘皮情況。DOI 即鮮映性,表示漆膜的漫反射程度,也可被描述為明亮度、輪廓分明度或清晰度,DOI 越高則漆膜的透亮感越好。LW表征1.2 ~ 12 mm 尺度上的橘紋,SW 表征0.3 ~ 1.2 mm 尺度上的橘紋,LW 和SW 越大代表橘紋越明顯,漆膜目視越差。上述3 個指標共同影響著最終的目視感受。
本文以某公司B1B2 線體為基礎,以現場某藍色漆面的加工過程為例,對照常見的普通精加工工藝,通過工藝流程的對比,找出其關鍵步驟對最終外觀的貢獻,從而尋找最適合的精加工工藝。
1 某公司B1B2 線體的現狀
涂裝車間線體流程為:白車身→夾具安裝→前處理→電泳→電泳烘干→工裝切換→涂膠→密封膠烘干→電泳缺陷打磨→B1 噴涂→B2 內板噴涂→B2 外板噴涂→閃干→清漆內板噴涂→清漆外板噴涂→烘干→顆粒打磨拋光→報交。內外板采用Durr 機器人追蹤式噴涂,噴幅400 mm,重疊率62.5%,膜厚(δ)控制為:B1 層(水性底漆)12 ~ 20 μm,B2 層(水性面漆)10 ~ 25 μm,CC 層(清漆)40 ~ 65 μm。在基礎參數下所得面漆的外觀數據列于表1。
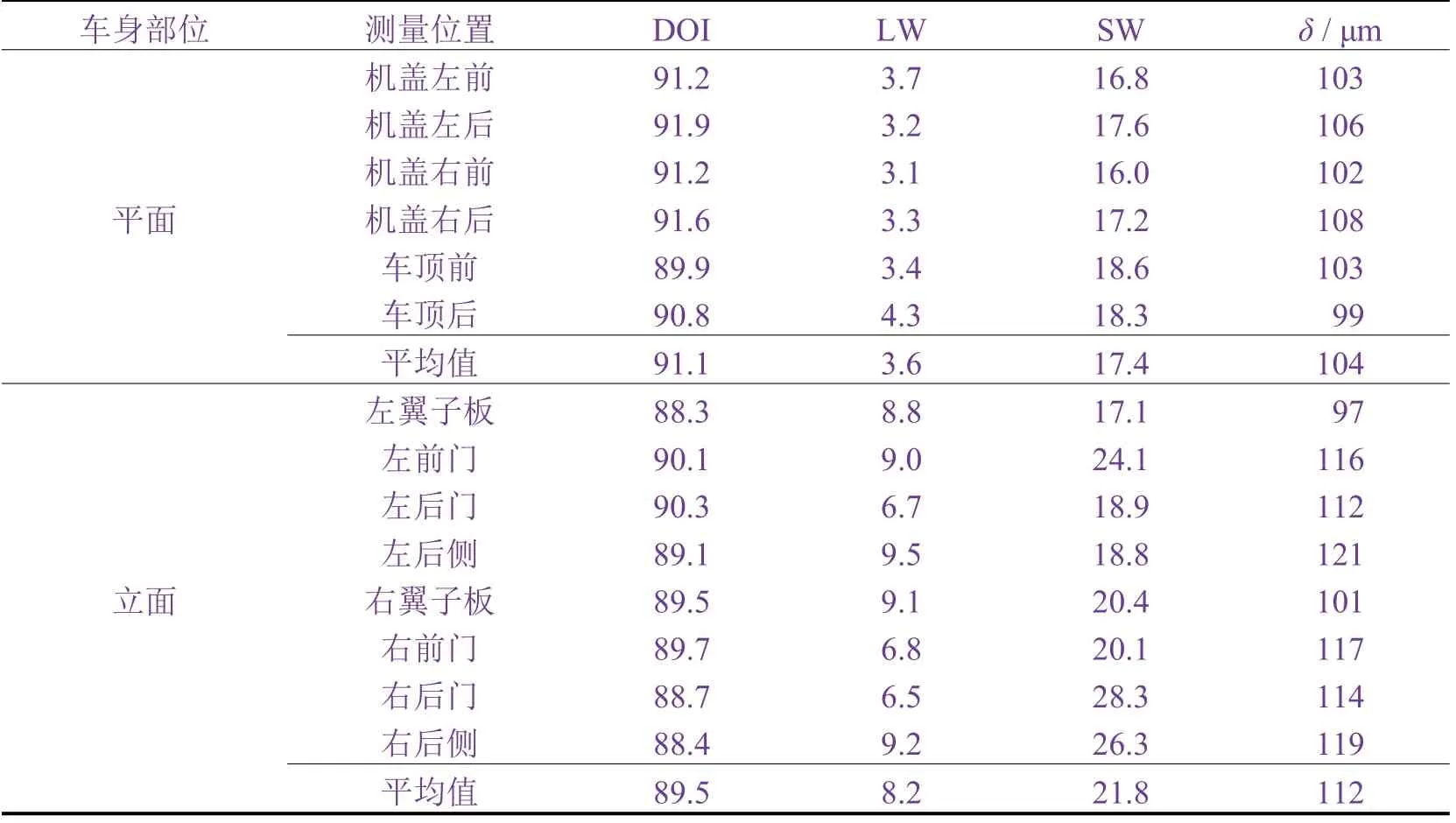
表1 常規噴涂工藝所得面漆的外觀數據 Table 1 Appearance data of topcoat sprayed by conventional procedure
2 常用精加工工藝
從白車身到密封膠烘干這段工序不作調整,從電泳車身流轉至打磨線體開始調整工藝。
2. 1 電泳層整打磨工藝
工藝流程:為電泳漆膜整打磨→B1 噴涂→B2 內板噴涂→B2 外板噴涂→閃干→清漆內板噴涂→清漆外板噴涂→烘干→顆粒打磨拋光→報交。常規工藝是采用點打磨處理缺陷處,該工藝是用1000 號砂紙對整車進行打磨,將電泳層紋理打磨平整,目視呈磨砂狀態,吹擦干凈之后正常噴涂。采用該工藝所得面漆外觀數據見表2。對照常規工藝,該方案下車身的DOI 略有上升,LW 在平面和立面分別降低了1.4和2.2,SW 在平面和立面則分別降低了6.3 和7.5。可見,對電泳層的打磨可有效提高LW 和SW 的表現。目視漆膜表面的橘紋減輕。
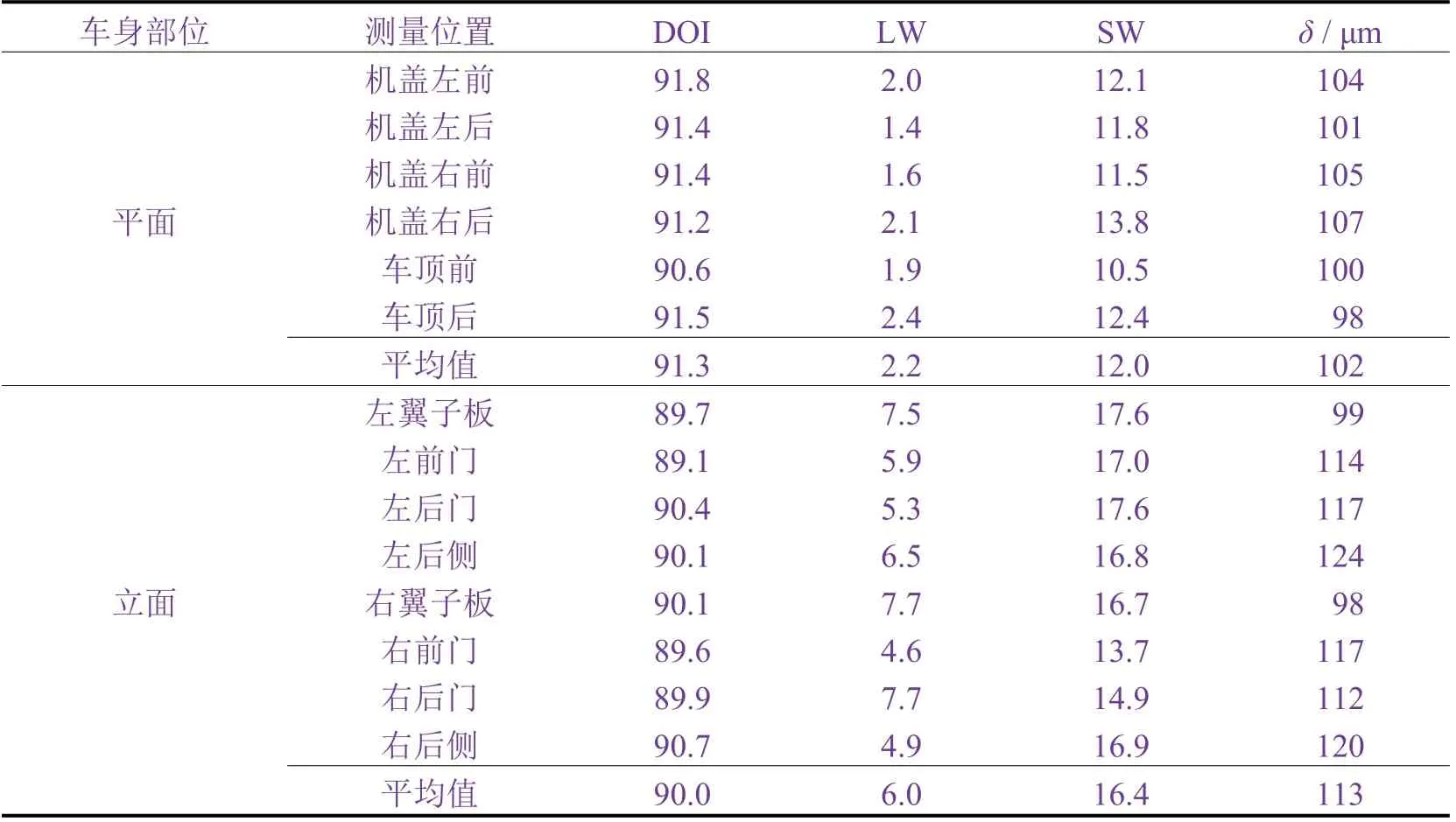
表2 電泳層整打磨工藝所得面漆的外觀數據 Table 2 Appearance data of topcoat sprayed by adding a polishing procedure for the whole electrodeposition coating
2. 2 底層加噴清漆工藝
工藝流程為:電泳車身→電泳缺陷打磨→清漆內板噴涂→清漆外板噴涂→烘干→整車打磨→B1 噴涂→B2 內板噴涂→B2 外板噴涂→閃干→清漆內板噴涂→清漆外板噴涂→烘干→顆粒打磨拋光→報交。
車身流轉至電泳打磨后進行正常打磨處理,通過點打磨處理掉電泳層顆粒、流痕等缺陷,然后正常噴涂清漆。烘干完成后將車身橘紋打磨平整,至磨砂狀態,車身吹擦干凈后按照常規工藝噴涂、烘干。該工藝的目的是利用清漆層遮蓋電泳層的橘紋,從而改善最終漆面外觀。底層加噴清漆后車身整體膜厚提升約45 μm,所得面漆的外觀數據見表3。對比常規工藝,該工藝下DOI 略有上升,長波、短波均有所降低,目視橘紋變緩,與電泳層整打磨工藝所得面漆的狀態接近,但是均一性更好。
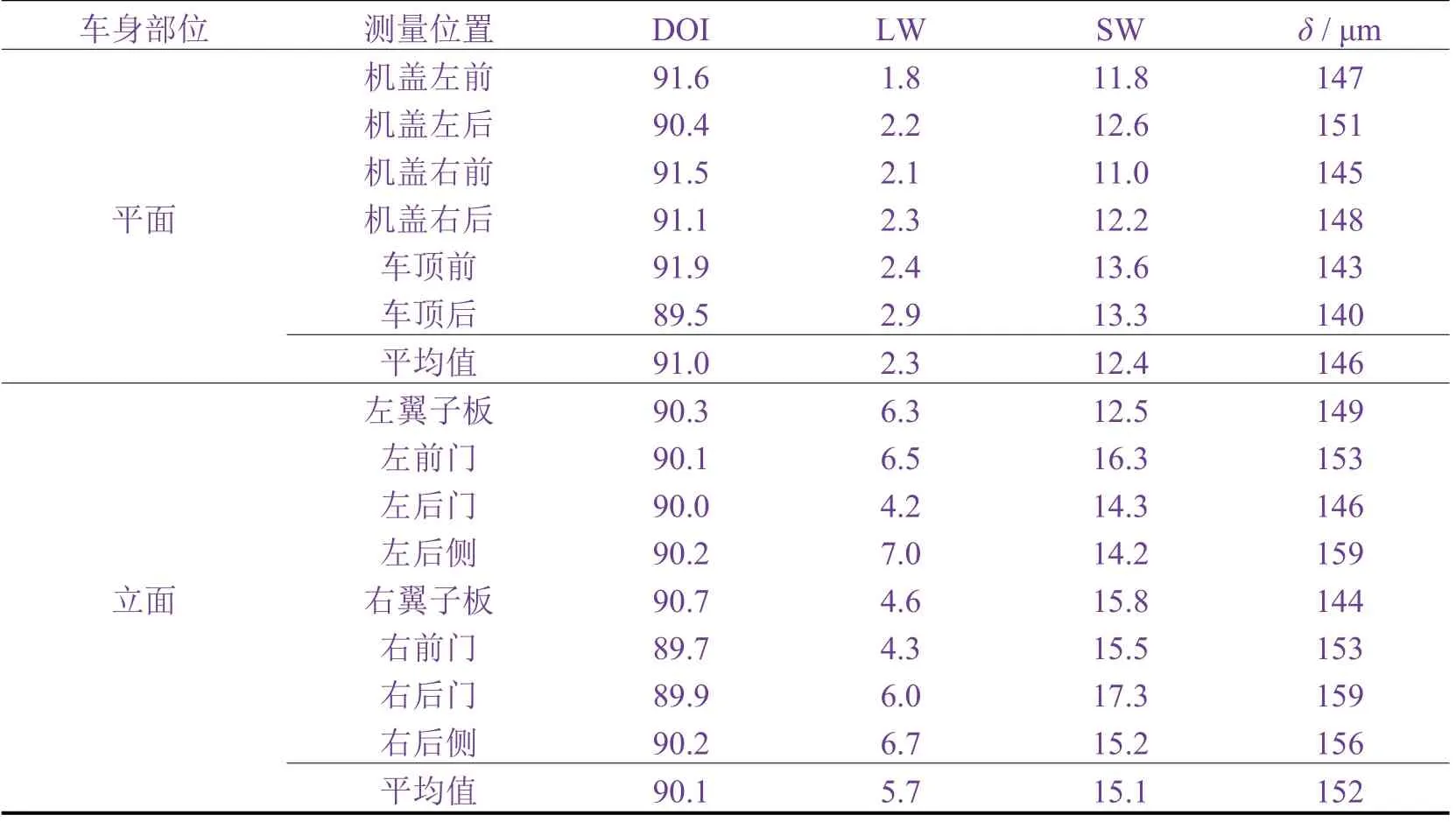
表3 底層加噴清漆工藝所得面漆的外觀數據 Table 3 Appearance data of topcoat obtained by spraying an extra varnish layer at the bottom
2. 3 濕膜加噴清漆工藝
工藝流程為:電泳車身→電泳缺陷打磨→B1 噴涂→B2 內板噴涂→B2 外板噴涂→閃干→清漆內板噴涂→清漆外板噴涂→清漆濕膜補噴→烘干→顆粒打磨拋光→報交。車身正常流動,在正常噴涂完成后再整車手工加噴一遍清漆,烘干后放置4 h 以上,隨即采用2500 號或更細的砂紙打磨車身,再用拋光盤配合拋光蠟拋光。濕膜補噴受清漆流掛極限和針孔極限影響,一般只能補噴約20 μm,表面清漆總厚度達60 ~ 75 μm。補噴時間需嚴格控制在5 min 以內,否則清漆層表干后漆霧無法回溶,會導致外觀變差。濕膜加噴清漆工藝所得面漆的外觀數據見表4。對比常規工藝,該工藝下DOI 增大了2 左右,提升幅度較大,平面和立面的LW 分別降低1.2 和2.1,SW 則分別降低4.8 和6.9。
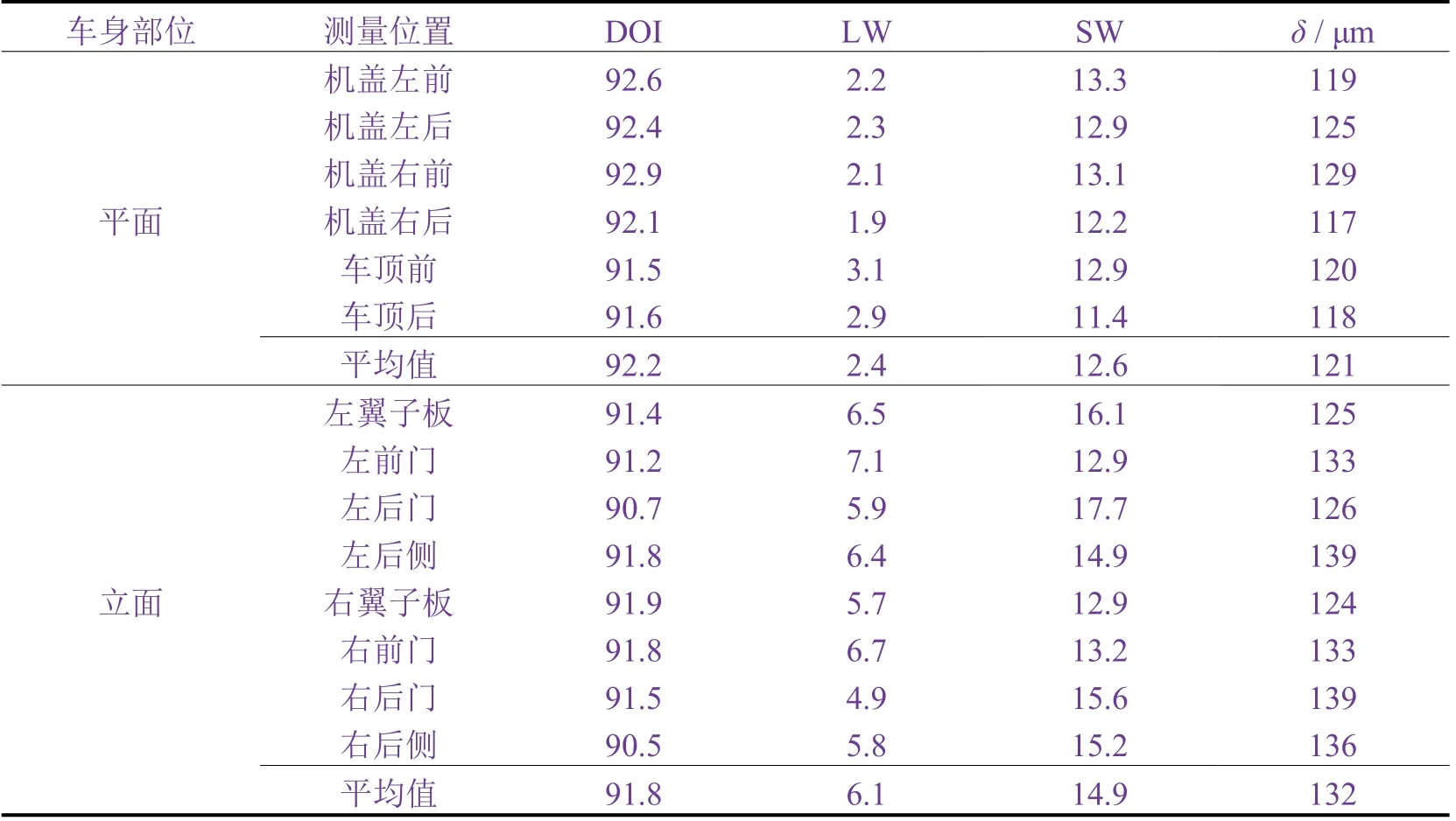
表4 濕膜加噴清漆工藝所得面漆的外觀數據 Table 4 Appearance data of topcoat obtained by spraying an extra varnish by wet-on-wet method
2. 4 工藝優化
底層打磨以及底層加噴清漆打磨對漆膜透亮感均無明顯改善,但增加清漆厚度能有效提高DOI,提高漆膜的豐滿感,漆膜外觀改善明顯。
對比電泳層整打磨工藝和底層加噴清漆工藝可以發現,在B1 噴涂前對電泳層進行打磨和加噴清漆層再進行打磨時,LW 平面及立面分別上升0.1 和0.3,SW 平面及立面則分別上升1.3 和0.8,整體變化不大。可見在打磨底材的前提下,是否在底層加噴清漆對LW、SW 的改善均不明顯,目視上也無明顯差異。增加清漆層厚度對LW 和SW 有改觀,但改善幅度較底層打磨方案小。
綜合比較3 種方案,電泳層整打磨和底層加噴清漆工藝的差異較小,LW、SW 較其他方案更低,目視漆膜表面反射成像紋路較平緩,但是綜合漆膜透亮感不足,因此底材的平整狀態對漆膜LW 和SW 的影響較大。底層加噴清漆工藝在整車均一性方面較電泳層整打磨工藝更好,是因為清漆層的硬度較電泳層更低,打磨難度更小。濕膜加噴清漆工藝所得漆膜的透亮感提升明顯,狀態表現最優。
為了進一步提升外觀狀態,對3 種方案表面的清漆層進行打磨拋光。從表5 可見,相比磨拋前,3 種工藝表面磨拋后平面DOI 降低約0.3,立面DOI 降低0.2 ~ 0.8,平面LW 降低1 左右,立面LW 降低約2.5,平面SW 降低7.0 ~ 9.0,立面SW 降低6.0 ~ 9.0。綜合來看,表面打磨拋光可有效降低LW 和SW,減輕表面橘紋狀態,鮮映性有所提升,透亮感無明顯變化。
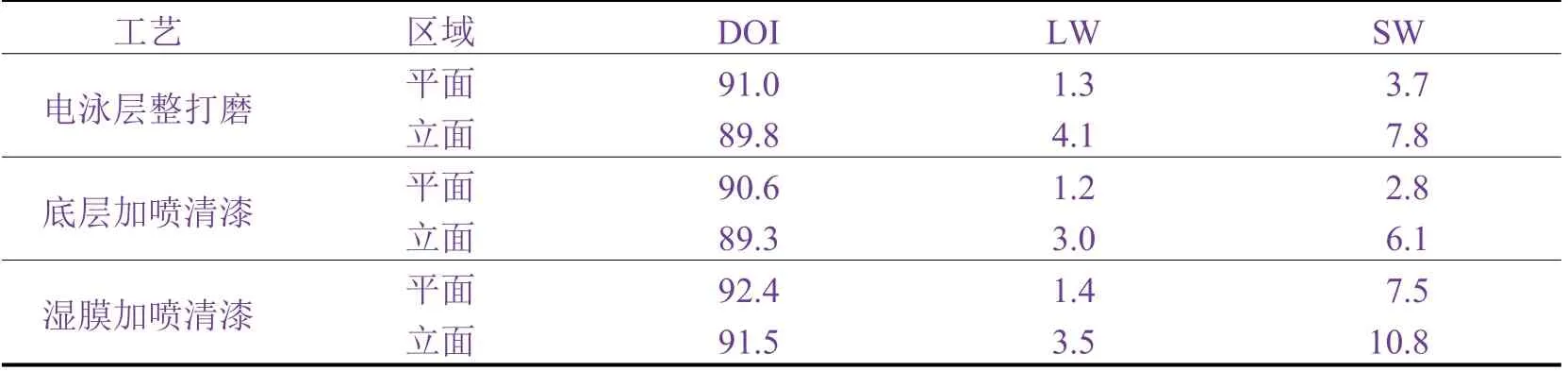
表5 不同工藝清漆層磨拋后漆面的外觀數據 Table 5 Appearance data of coatings sprayed by different processes after polishing
綜上所述,表面清漆層打磨拋光可以在基層漆膜打磨的基礎上進一步降低LW 和SW,改善表面橘紋狀態。表層清漆加厚可改善漆膜鮮映性,目視更加透亮飽滿,但在實際施工中,加厚清漆濕膜受制于現場清漆針孔極限、流掛極限等情況,清漆濕膜增厚極其有限。可以嘗試打磨清漆干膜后加噴清漆層,以提高清漆層的整體厚度,從而改善DOI。結合基層打磨、表層打磨拋光,確定了最終的施工方案為:
電泳車身→電泳缺陷打磨→清漆內板噴涂→清漆外板噴涂→烘干→打磨→B1 噴涂→B2 內板噴涂→B2外板噴涂→閃干→清漆內板噴涂→清漆外板噴涂→烘干→打磨→清漆內板噴涂→清漆外板噴涂→烘干→打磨拋光→交付。
作業方法及施工關鍵點如下:
(1) 車身轉至離線工位,檢查車身電泳漆面狀態,對出現的顆粒、纖維、流痕、電泳渣等缺陷進行打磨。
(2) 用1000 號或者更細的砂紙嚴格按照作業要領作圓或者十字交叉打磨,防止出現打磨痕,打磨漏鐵部位需補噴防銹漆,膠條修補后必須烘干。
(3) 按照2.2 節在底層加噴清漆,然后打磨,再噴涂正常工藝涂層。
(4) 車身烘干后靜置超過4 h,待其降至常溫,使用1500 號或者更細的砂紙將漆面橘紋打磨平整,至磨砂狀態。
(5) 車身進入噴涂線正常擦凈后流轉噴涂,然后靜置流平5 ~ 10 min,進烤爐烘干。
(6) 烘干后靜置4 h 以上,待車身溫度降至常溫后使用2500 號砂紙將漆面橘紋打磨平整,再用拋光盤配合拋光蠟作整車拋光,達到鏡面狀態。
采用優化工藝后的外觀數據見表6,此時已趨近于理想狀態,整車目視均一性好,車身漆膜飽滿透亮,物體倒影成像清晰,邊界幾乎無彎曲狀態,與普通車輛形成了強烈的反差(見圖1)。
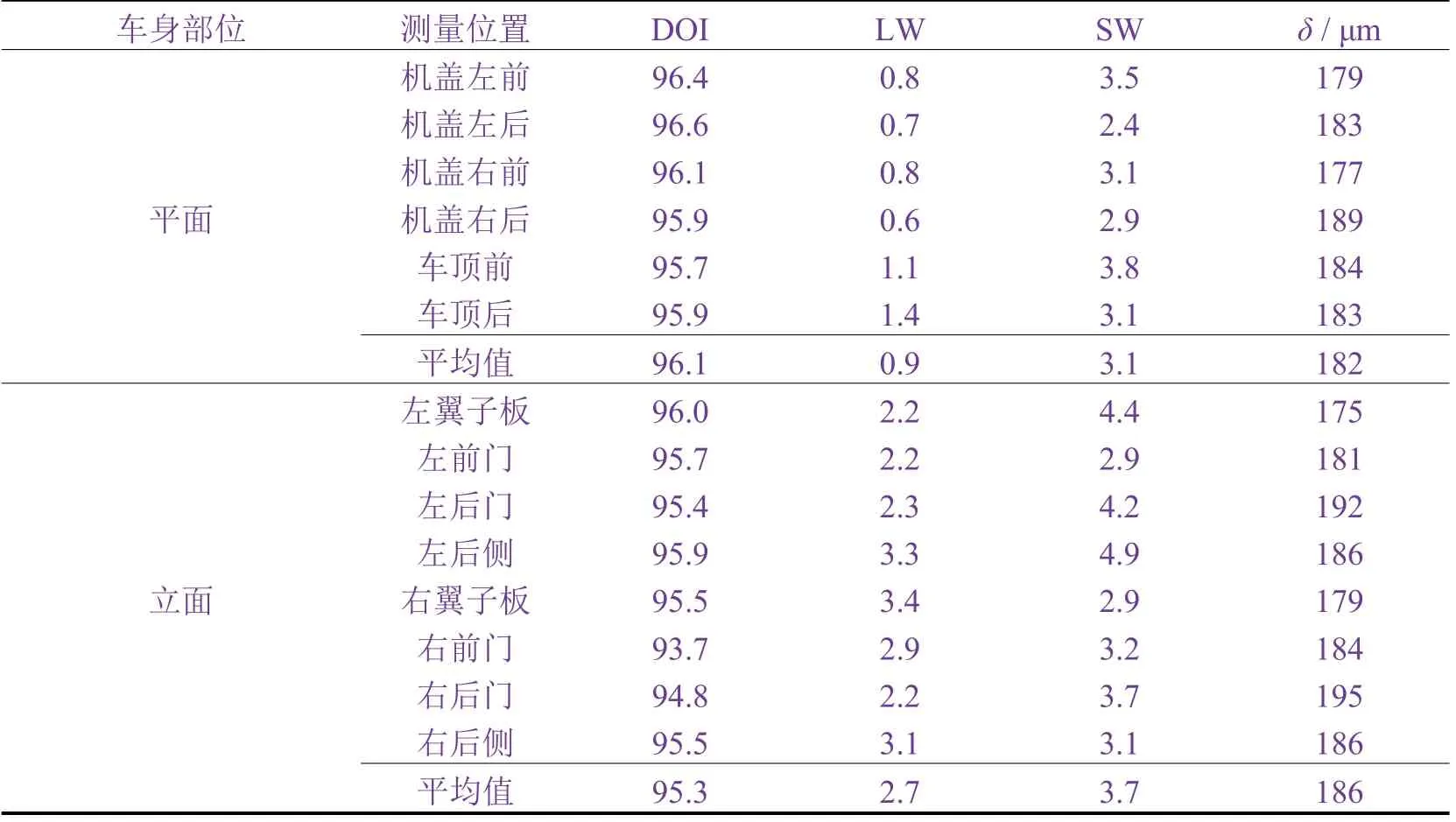
表6 優化工藝后面漆的外觀數據 Table 6 Appearance data of topcoat sprayed by the optimized procedure
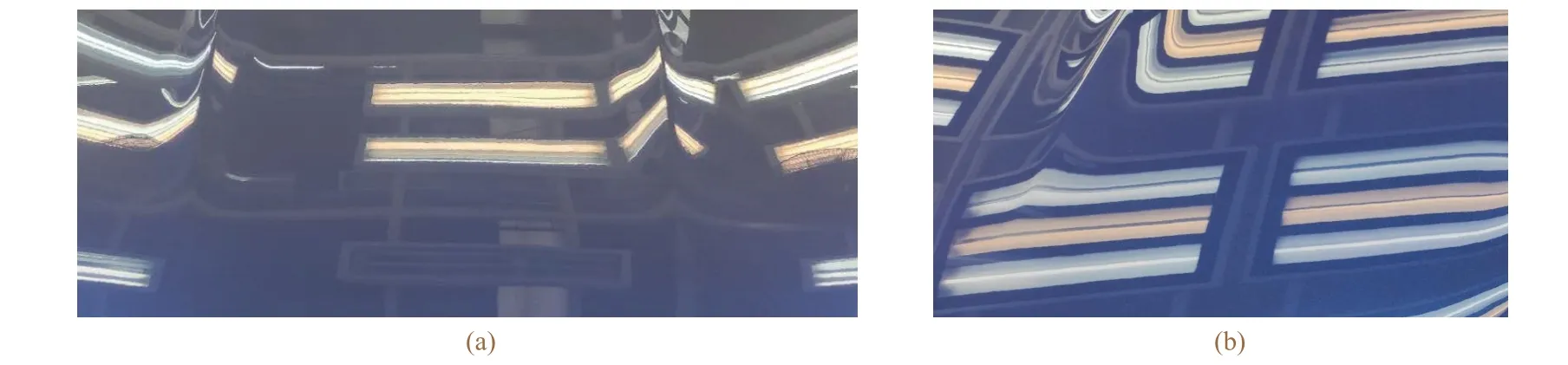
圖1 噴涂工藝優化前(a)后(b)的漆膜外觀 Figure 1 Photos showing the appearances of coating before (a) and after (b) optimization of the spraying process
3 結語
采用底層加噴清漆打磨,同時外表面加噴一層清漆的方案,所得漆膜狀態極度出眾,漆膜極具透亮感,目視效果極佳。底層打磨以及表層打磨拋光可降低車身橘紋,表層加噴清漆層可提升漆膜透亮感,底層加噴清漆可降低底層打磨難度,提升手工作業下的整車均一性。當然,在施工中可酌情根據現場實際進一步增減工序。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
