二級主吸收塔筒體焊縫埋藏缺陷成因分析
2021-05-20 10:52:54王團亮陳曉林盧雪梅宋文明侍吉清李燕姣張旭杰
石油化工設備 2021年3期
王團亮,陳曉林,盧雪梅,宋文明,侍吉清,李燕姣,張旭杰
(1.中國石化 中原油田 普光分公司,四川 達州 635000;2.岳陽建華工程有限公司,湖南 岳陽 414000;3.機械工業(yè)上海藍亞石化設備檢測所有限公司,上海 201518;4.上海藍濱石化設備有限公司,上海 201518)
某石化公司高含硫天然氣凈化裝置采用MEDA醇胺法脫硫工藝,其核心設備二級主吸收塔筒體多條焊縫在定期檢驗過程中檢出超標埋藏缺陷。該塔為高含硫天然氣凈化過程中用胺液吸收天然氣中硫雜質的主要工藝設備[1],設計壓力為9.1 MPa,工作壓力為8.1 MPa,設計溫度為100/160℃,操作溫度為43℃,筒體為復合板,內徑為 2 500 mm,材質為 SA516Gr70+316L,筒體壁厚為86 mm+3 mm,塔內化學反應介質為胺液、含硫天然氣。
1 吸收塔筒體焊縫失效分析
1.1 宏觀檢查
依據現場檢測結果,截取吸收塔A2焊縫中缺陷較為集中部位送實驗室進行埋藏缺陷檢驗分析,取樣部位及缺陷分布見圖1。此處共有6個缺陷,現場用數字 1、2、1、2、3、3(最后 2 個缺陷 1 個用正3表示,1個用倒3表示)標記。缺陷長度約20 mm,集中在34~50 mm深度范圍 (從外壁檢測)。由裂紋埋藏深度判斷,缺陷集中在筒體基層焊縫。觀察筒體內表面,不銹鋼復層表面光亮,無明顯氧化、腐蝕痕跡,說明該塔運行情況良好,埋藏缺陷的產生與塔內介質無直接關系。筒體壁厚較大,焊縫較寬。從焊縫橫截面觀察,筒體對接焊縫采用了雙面開坡口全焊透結構,焊接接頭無未熔合、氣孔等缺陷。
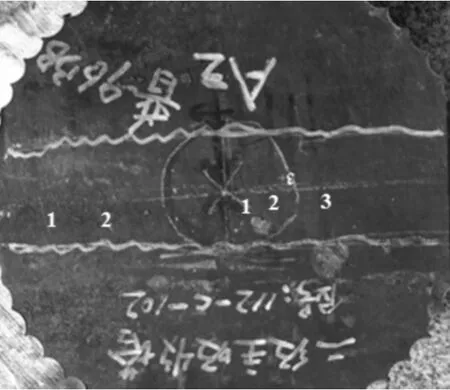
圖1 吸收塔A2焊縫取樣部位及缺陷分布
1.2 化學成分分析
對該送檢焊縫金屬及筒體基層母材的化學成分進行分析,結果見表1。
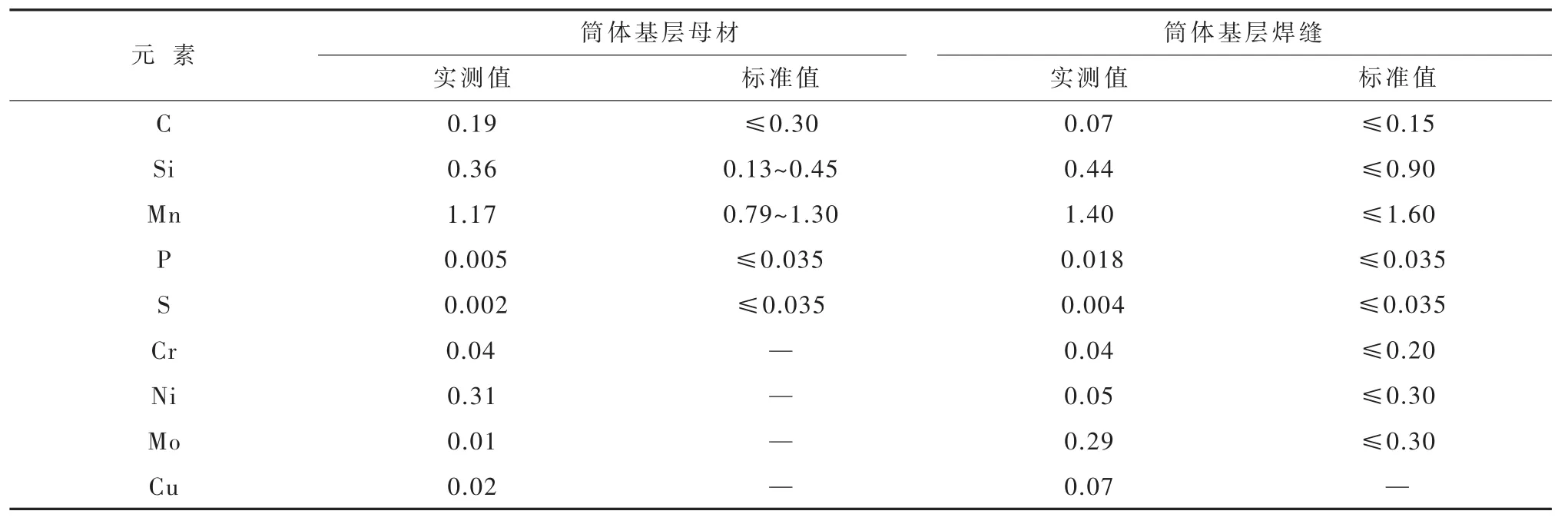
表1 焊縫金屬及筒體基層母材化學成分分析結果(質量分數) %
筒體基層母材化學成分符合ASTM SA-516/SA-516-2017《中、低溫壓力容器用碳鋼板》[2]的相關要求。依據產品質量證明文件,筒體焊縫選用JL-507E牌號焊條,對應焊條型號為E5015,A2焊縫金屬化學成分也符合GB/T 5117-2012《非合金鋼及細晶粒鋼焊條》[3]中E5015焊條熔敷金屬化學成分的相關要求。
1.3 埋藏缺陷定位及顯示
分析缺陷成因應明確缺陷形態(tài)、位置及開裂形貌等關鍵特征,這就需要對缺陷進行精準定位,并采用適當的方法使其清晰顯示。綜合運用超聲檢測、切割、滲透檢測、打磨等方法處理缺陷樣品,使埋藏缺陷得到直觀顯示。最終只有2條線性裂紋缺陷顯示,分別標記為裂紋1和裂紋2,見圖2。2條裂紋均位于筒體基層焊縫內部,垂直于焊縫分布,裂紋較細,呈臺階狀,裂紋內無腐蝕產物存在,最大長度約22 mm,與現場超聲檢測結果一致。
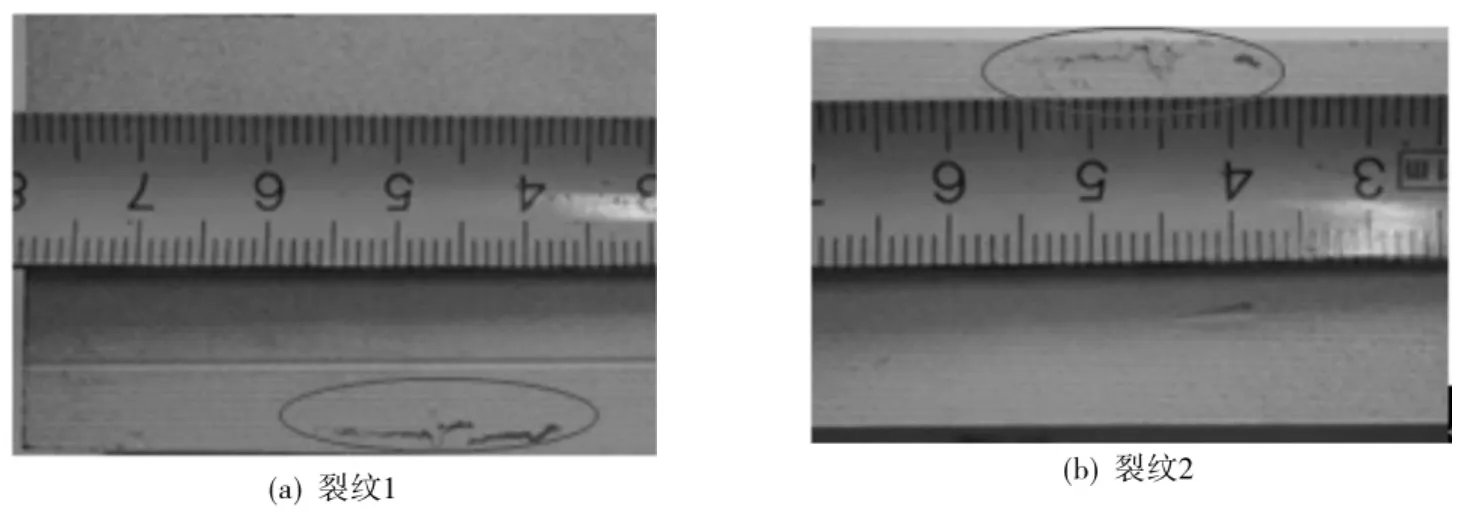
圖2 埋藏缺陷位置及形態(tài)
1.4 金相組織分析
選取裂紋1試樣進行金相檢驗,其微觀形貌見圖3。圖3a顯示裂紋呈臺階狀擴展,圖3b顯示裂紋尖端圓鈍。圖3c為在檢驗過程中發(fā)現的位于焊縫內的微裂紋,長度小于1 mm,垂直于焊縫分布,亦呈臺階狀擴展。
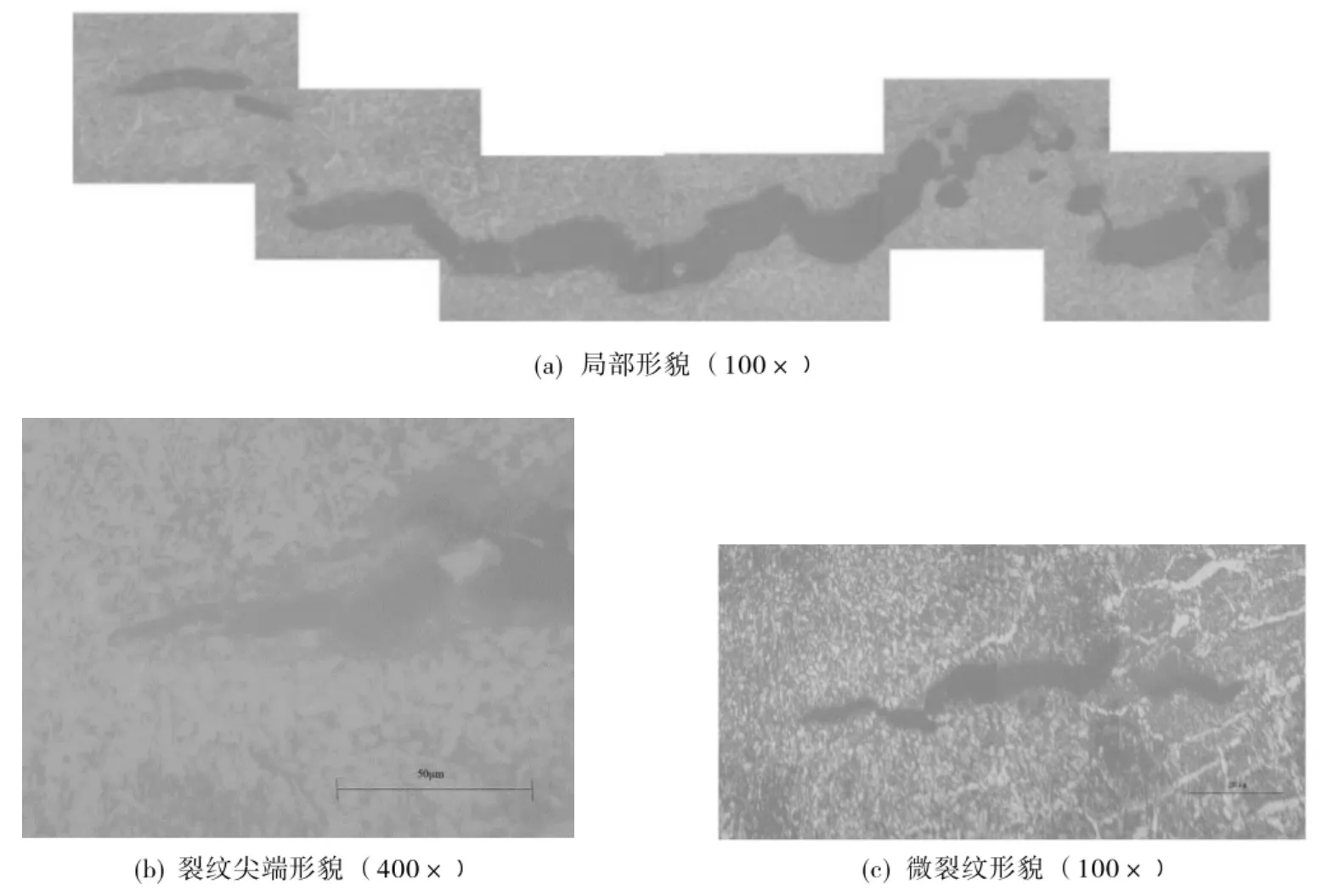
圖3 裂紋1局部微觀形貌
吸收塔筒體壁厚約86 mm,選取1/2壁厚處進行金相檢驗,結果見圖4和圖5。分析圖4和圖5可知,筒體母材組織為鐵素體+珠光體,焊縫金相組織為鐵素體+珠光體+貝氏體,熱影響區(qū)金相組織為鐵素體+珠光體+回火馬氏體,組織正常。筒體壁厚較大,根據經驗可知在焊接過程中熱影響區(qū)易出現板條馬氏體組織。但從檢驗結果看,熱影響區(qū)組織中無板條馬氏體存在,為回火馬氏體,說明該設備出廠前進行了較好的焊后熱處理,及時消除了焊縫殘余應力[4-5]。
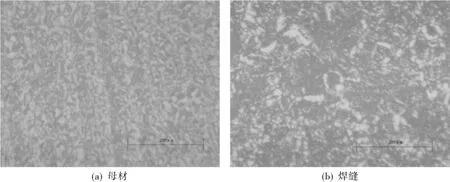
圖4 吸收塔筒體1/2壁厚處母材和焊縫金相組織形貌(100×)
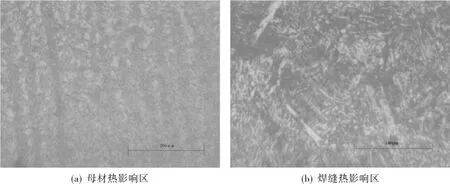
圖5 吸收塔筒體1/2壁厚處母材和焊縫熱影響區(qū)金相組織形貌(100×)
1.5 沖擊性能測定
考慮到筒體壁厚T較大,在不同厚度部位加工沖擊韌性試樣,垂直焊縫方向和平行于焊縫方向分別取樣,沖擊吸收功測試結果見表2。可以看出,焊接接頭沖擊吸收功均滿足NB/T 47016-2011《承壓設備產品焊接試件的力學性能檢驗》[6]中不小于38 J的高要求。依據NB/T 47016-2011,焊縫沖擊韌性值與抗拉強度下限值Rm相關,因該焊縫樣品尺寸較小,未進行拉伸試驗,故在沖擊要求值中選取最高要求作為參考。
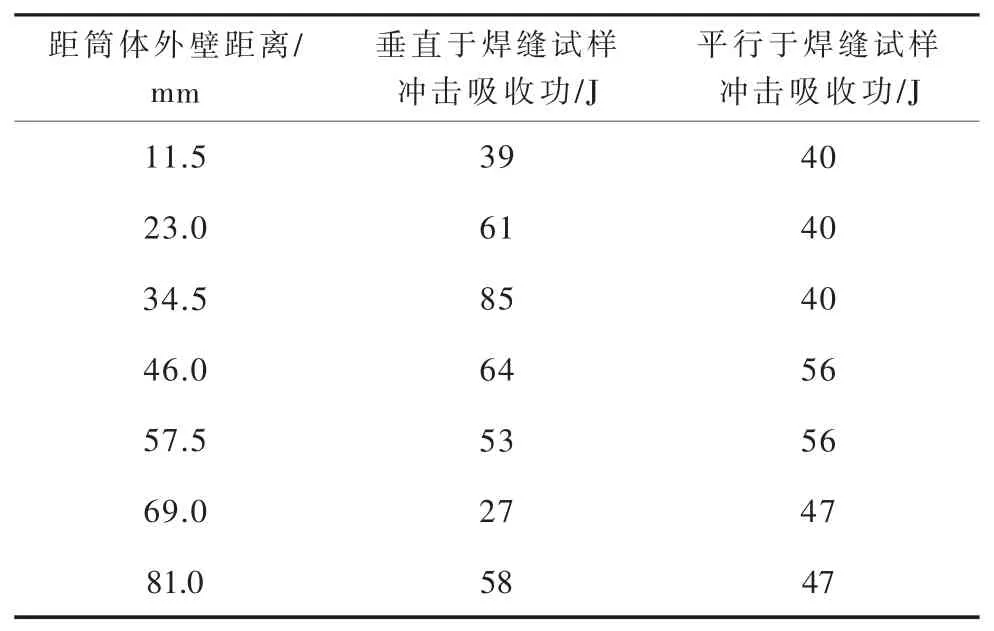
表2 筒體不同厚度部位沖擊吸收功試驗結果
1.6 焊接接頭硬度測定
對送檢樣品進行硬度檢測,測定位置及序號見圖6。以筒體基層母材外壁為基準面,在1/2、1/4、3/4厚度處分別測定,點1、2、3位于母材區(qū)域,點 4、5 位于熱影響區(qū),點 6、7、8 位于焊縫區(qū)域。硬度測定結果見圖7,測點硬度最大值小于220 HV,所有區(qū)域硬度值在正常范圍內。
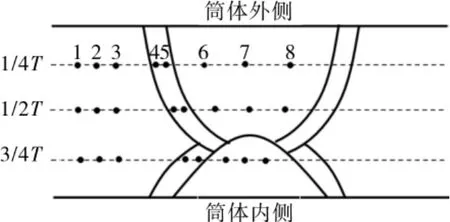
圖6 焊接接頭硬度測點位置及序號
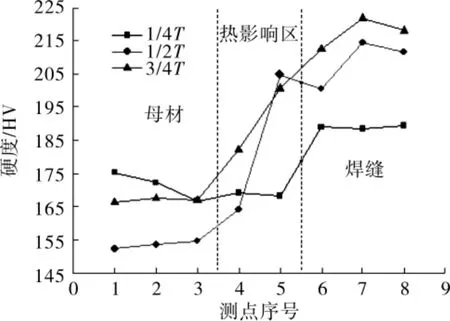
圖7 焊接接頭硬度測定結果
1.7 裂紋微觀形貌分析
打開裂紋2,以裂紋面為觀察面,對裂紋擴展形態(tài)進行分析,結果見圖8。裂紋斷口平整、發(fā)亮,存在金屬小顆粒,附著有褐色垢物,垢物易脫落,裂紋擴展方向如圖8a中箭頭所示。采用掃描電鏡對裂紋面微觀形貌進行觀察發(fā)現,裂紋擴展區(qū)到裂紋尖端主要以圓形白點、魚眼型白點、浮云狀白點特征為主,并存在少量韌窩及韌窩帶。從裂紋擴展區(qū)至尖端進行觀察,魚眼型白點由小而深變?yōu)榇蠖鴾\,圓形白點由多變少。
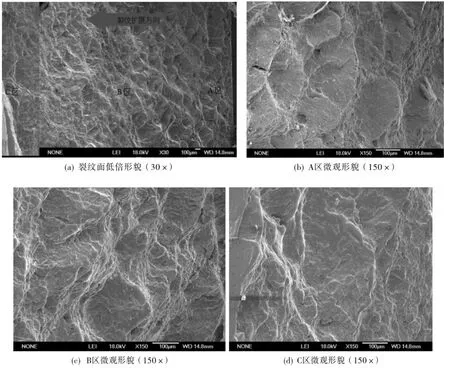
圖8 裂紋2斷面擴展形貌
2 吸收塔筒體焊縫裂紋成因分析
2.1 工藝狀況
該塔為天然氣凈化裝置吸收塔,塔內主要介質為高含硫天然氣和胺液,筒體板材為復合板,內壁襯里為316L不銹鋼。筒體內壁宏觀檢查結果表明,襯里完好,沒有裂紋、腐蝕坑等缺陷,金相檢驗過程中也未發(fā)現裂紋、超標夾雜物等缺陷。以上檢驗結果均表明,塔內介質對不銹鋼襯里無損傷。由襯里完好無損可推斷,基層材料不會受到介質的腐蝕作用。此外,該塔操作溫度為43℃,在筒體基層材料使用溫度范圍內,也不會因高溫或低溫產生開裂,所以,基層焊縫埋藏缺陷的萌生與塔的運行工況無關。
2.2 開裂機理分析
根據埋藏缺陷的萌生與設備運行狀況無關推斷,原因極可能為制造缺陷。該塔筒體壁厚為86 mm+3 mm,屬于厚壁容器,基層熱影響區(qū)易出現有害的馬氏體組織,但在實際檢驗過程中發(fā)現,該設備組織中不存在馬氏體,且焊接接頭硬度均小于200 HV,說明制造過程中焊后熱處理做得很好,埋藏缺陷不是焊接應力造成。據此推斷,該缺陷在焊接過程中就已經存在,這種情況與焊接實施條件有很大關系。
埋藏缺陷均位于基層焊縫內,垂直于焊縫分布,裂紋長度在0.5~22 mm,裂紋微觀狀態(tài)呈臺階狀擴展,以穿晶開裂為主,且裂紋內無腐蝕產物存在。結合掃描電鏡圖像分析,該塔裂紋面微觀特征以圓形或橢圓形白點、魚眼、浮云、波紋狀白點、韌窩及韌窩帶為主,這一系列特征均與氫致開裂特征相吻合,因此焊縫埋藏缺陷可判斷為氫致裂紋[7]。
2.3 氫來源與裂紋形成
塔內介質為胺液和天然氣,不存在產生H原子的條件。外部為保溫層,也不存在產生H原子的條件,故該焊縫內的H原子全部來自于焊接過程。焊接過程中H原子的來源主要是H2O的分解,H2O在焊接電弧的高溫作用下會分解出游離的H原子,H原子在熔池中溶解,形成溶解H。水的來源主要有受潮焊條、焊絲,焊口處的鐵銹,焊口處有霜、雪、濕氣、油污或油漆等有機物以及空氣濕度過大等。
金屬材料的氫脆通常為低應力延遲破壞,當應力低于門檻應力值σth時不發(fā)生斷裂。當鋼中的裂紋前沿溶解氫的濃度達到臨界值時,在應力與氫的共同作用下裂紋開始擴展。裂紋擴展是斷續(xù)式的,間歇時間為H的聚集所消耗的時間[8-10]。對于該焊縫內的埋藏缺陷,其受力狀態(tài)相似,裂紋是否擴展取決于溶解于焊縫中的H含量。H在金屬中的溶解度隨著溫度變化而變化,當溫度降低或組織轉變,H的溶解度由大變小時,H便從固溶體中析出,部分H由于凝固或冷卻速度較快,就殘留在金屬基體內。在鋼焊接過程中由于空氣中的水汽、焊條中的水以及材料表面水漬、油污等的存在,水受熱分解產生H+,焊接時熔池平均溫度在1 700℃,焊縫金屬為熔融液態(tài),組織中H的溶解度(每100 g熔敷金屬組織中擴散氫的體積數)大于25 mL,在之后的冷卻過程中伴隨著組織形態(tài)由L→δ-Fe→γ-Fe→α-Fe的變化過程,H在焊縫中的溶解度逐步減低,甚至為0。先前溶解在焊縫中的H來不及逸出并在焊縫不斷聚集,當焊縫中溶解的H濃度達到臨界值時,在應力與H的共同作用下裂紋開始擴展。
2.4 裂紋活性評定
塔焊縫中的埋藏缺陷是否會持續(xù)擴展,決定了設備的維修方案和安全狀況等級。裂紋的擴展需要有應力的作用,裂紋所受應力水平與其斷口微觀組織形貌相互關聯。研究中常用應力強度因子K來表征其擴展應力狀態(tài),有研究表明,當應力強度因子K值較大時,斷口組織呈穿晶韌窩型形貌;K值中等時,斷口組織呈準解理或解理形貌,或準解理與韌窩混合形貌。結合該塔裂紋面微觀形貌,裂紋總長約20 mm,打開裂紋長度約11 mm,裂紋擴展區(qū)以小而深的魚眼狀白點特征為主,K值中等,裂紋擴展過程中應力逐漸釋放,K值減小,魚眼狀組織特征變淺,而準解理組織特征增多[11-12]進行裂紋活性綜合評定,認為裂紋尖端部位在原裂紋擴展過程中其應力已充分釋放,裂紋不會再發(fā)生擴展。
3 建議
(1)控制氫的來源 焊接過程中H的來源主要是H2O的分解,H2O在焊接電弧的高溫作用下會分解出游離的H,H在熔池中溶解,形成溶解H。水的來源主要有受潮焊條、焊絲,焊口處的鐵銹,焊口處有霜、雪、濕氣、油污或油漆等有機物以及空氣濕度過大等。在實際操作中可通過保持焊材的干燥、焊件的清潔,作業(yè)區(qū)濕度適宜及采用埋弧自動焊等方法控制氫的浸入[13]。
(2)加強H向金屬外的擴散 H的擴散速率與焊縫溫度有關,溫度越高,H逸出得越快。在焊接過程中,可通過焊前預熱、焊后緩冷等措施延長焊縫高溫停留時間,有效促進H的擴散或者在焊接完成后及時進行消氫熱處理[13-15]。
(3)使用管理及檢驗 設備使用單位和檢驗單位應對埋藏缺陷部位重點關注,如月度檢查、年度檢查、定期檢驗時作為重點檢驗對象,并與上次檢驗結果進行對比,確定裂紋有無擴展或新增,必要時采用聲發(fā)射確定裂紋的活性,并進行基于風險的檢驗(RBI)分析。
4 結語
該吸收塔筒體環(huán)焊縫中的埋藏缺陷呈臺階狀,以穿晶、沿晶混合擴展為主,裂紋無分叉、無腐蝕產物存在。裂紋面平整、無塑性變形,呈脆性開裂特征。從微觀形貌分析,擴展區(qū)以準解理、魚眼組織及韌窩組織特征為主,裂紋尖端以準解理組織為主,符合焊接氫致開裂特征,判斷為制造原始埋藏缺陷。另外,從裂紋面微觀形貌特征判斷,埋藏裂紋尖端應力強度因子K值較小,即裂紋尖端應力較小,所以裂紋不會再發(fā)生擴展、延伸,無需實施返修操作,但要定期對類似缺陷部位進行監(jiān)控并檢測其裂紋活性。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
設備管理與維修(2015年11期)2015-03-16 05:57:40