鋁合金方形深孔的加工
2021-05-19 08:49:00申子文馬遠(yuǎn)斌張震申明儉
金屬加工(冷加工) 2021年4期
關(guān)鍵詞:設(shè)計(jì)
申子文,馬遠(yuǎn)斌,張震,申明儉
1.新程(營(yíng)口)精密設(shè)備有限公司 遼寧營(yíng)口 115009
2.沈陽(yáng)儀表科學(xué)研究院 遼寧沈陽(yáng) 110043
關(guān)鍵字:擺動(dòng)沖刀;方形深孔;鋁合金
1 序言
方形孔的設(shè)計(jì)和應(yīng)用在裝備制造業(yè)中有著不可替代的作用, 相對(duì)于圓孔而言,其加工難度大、效率低、費(fèi)用高,常用加工方法有線切割、電火花、成形拉刀切削、插削以及萊洛三角形銑削加工等。
線切割法與電火花法原理上均為電蝕加工,效率低、成本高且線切割需要手動(dòng)穿絲,存在加工定位誤差的問題。成形拉刀與插削法適用于鍵槽及厚壁孔加工,加工時(shí)產(chǎn)生的切削力較大,不適合加工薄壁孔件。萊洛三角形銑削加工法僅適用于正多邊形孔的加工,且加工后孔內(nèi)壁相交處不能清根,會(huì)殘留較小的圓角。
在某型號(hào)產(chǎn)品加工過(guò)程中,需要在工件圓周方向加工出60處28mm×16.5mm的方形通孔,公差為±0.1mm,通孔深度為60mm,要求表面粗糙度值Ra=3.2μm,材質(zhì)為AlSi7Mg鑄鋁合金,整體結(jié)構(gòu)如圖1所示。
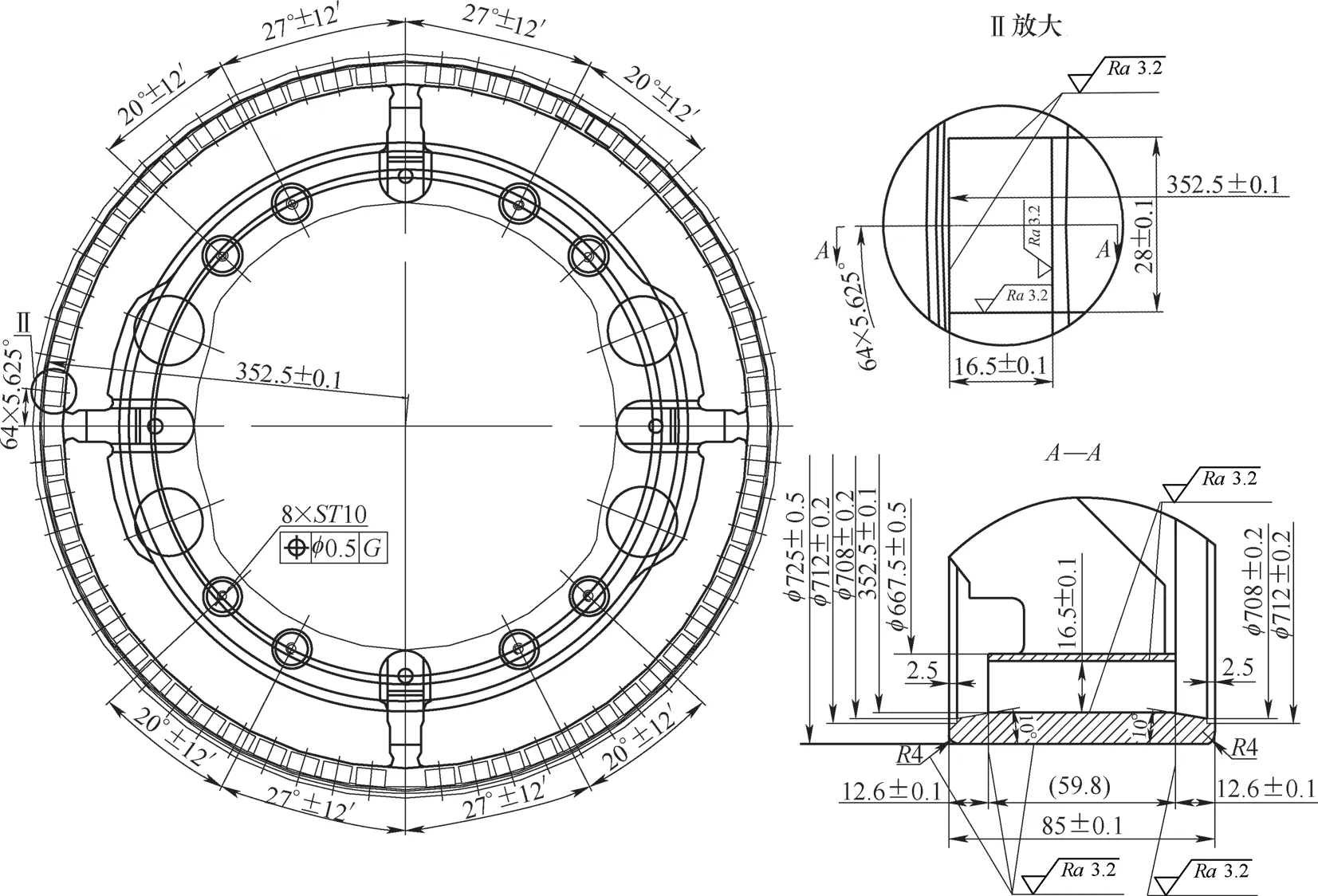
圖1 產(chǎn)品整體結(jié)構(gòu)
2 傳統(tǒng)加工方案
結(jié)合常規(guī)加工方法及現(xiàn)有設(shè)備配置條件,采用線切割加工。加工前,在該工件各個(gè)方形孔的幾何中心處預(yù)鉆φ10mm圓孔,工件使用銷孔定位,逐個(gè)孔進(jìn)行手工穿絲,碰絲找正。裝夾找正均存在誤差,容易對(duì)各個(gè)孔的位置度造成較大偏差,且線切割完成后,內(nèi)表面形成氧化層,需鉗修去除,不易操作,加工時(shí)間長(zhǎng),效率低。
3 新工藝方案
針對(duì)以上問題,考慮鑄鋁合金材質(zhì)硬度相對(duì)較小,在銑削加工的基礎(chǔ)上,設(shè)計(jì)制作可以清角的擺動(dòng)沖刀,配合機(jī)床主軸的轉(zhuǎn)動(dòng)和軸向進(jìn)給,將R角沖削掉,以解決方孔的清角問題。加工方案如下。
1)在沖孔工序前,將60處28mm×16.5mm方形孔,使用φ10mm合金銑刀配合數(shù)控機(jī)床將其加工至圖樣尺寸,如圖2所示。
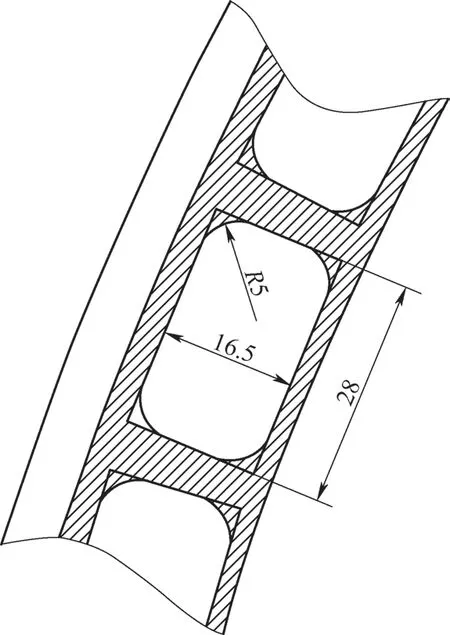
圖2 方形孔
2)使用擺動(dòng)沖刀,配合導(dǎo)向工裝,在鏜床上沖削掉R5mm圓角。
3.1 沖刀設(shè)計(jì)
沖刀為成形刀具,考慮工件材質(zhì)為鑄鋁合金,硬度較小,易于沖削,故選用W18Cr4V高速鋼為刀體材質(zhì),刀體部分大致呈棱臺(tái)狀,刀尖處設(shè)有排屑傾角,沖刀前端尺寸為28mm×16.5mm,與方孔尺寸一致,如圖3所示。沖刀在加工過(guò)程中沿機(jī)床主軸軸線運(yùn)動(dòng),以刀尖端幾何中心為頂點(diǎn),2α為錐角,在主軸的帶動(dòng)下形成圓錐擺動(dòng),4處刀尖間斷沖削方孔的4處R角,實(shí)現(xiàn)清角的目的。
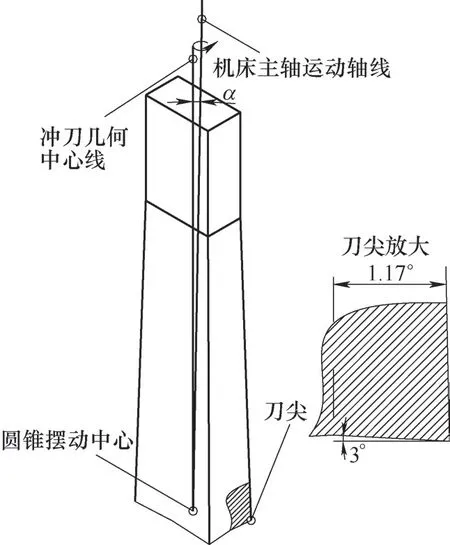
圖3 沖刀

圖4 刀體擺動(dòng)機(jī)構(gòu)
3.2 刀體擺動(dòng)機(jī)構(gòu)設(shè)計(jì)
刀體擺動(dòng)機(jī)構(gòu)如圖4所示。當(dāng)機(jī)床主軸帶動(dòng)偏心轉(zhuǎn)軸1及圓錐滾子軸承2轉(zhuǎn)動(dòng)并提供軸向推力時(shí),魚眼軸承4帶動(dòng)沖刀8實(shí)現(xiàn)萬(wàn)向擺動(dòng)并提供沖削力。為了防止沖刀在方孔內(nèi)扭轉(zhuǎn),設(shè)計(jì)沖刀的后角與刀體按圓錐擺動(dòng)錐角角度的1/2相等,均為α,即在沖刀擺動(dòng)過(guò)程中刀體側(cè)面與方孔的側(cè)壁貼合,避免了刀體在擺動(dòng)過(guò)程中發(fā)生扭轉(zhuǎn)。方孔在初始沖削時(shí),在銑削后的方孔端面固定導(dǎo)向工裝7,以保證沖刀在初始沖削時(shí)的旋轉(zhuǎn)方向與方孔一致,工件與導(dǎo)向工裝的定位如圖5所示。
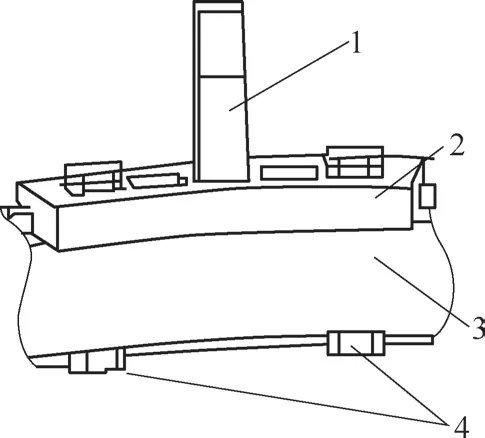
圖5 工件與導(dǎo)向工裝的定位
沖刀設(shè)計(jì)要素見式(1),設(shè)計(jì)參數(shù)見表1,擺動(dòng)沖刀如圖6所示。

式中,β為偏心距(mm);L為刀尖中心至擺動(dòng)圓心距離(mm);α為沖刀后角(°)。
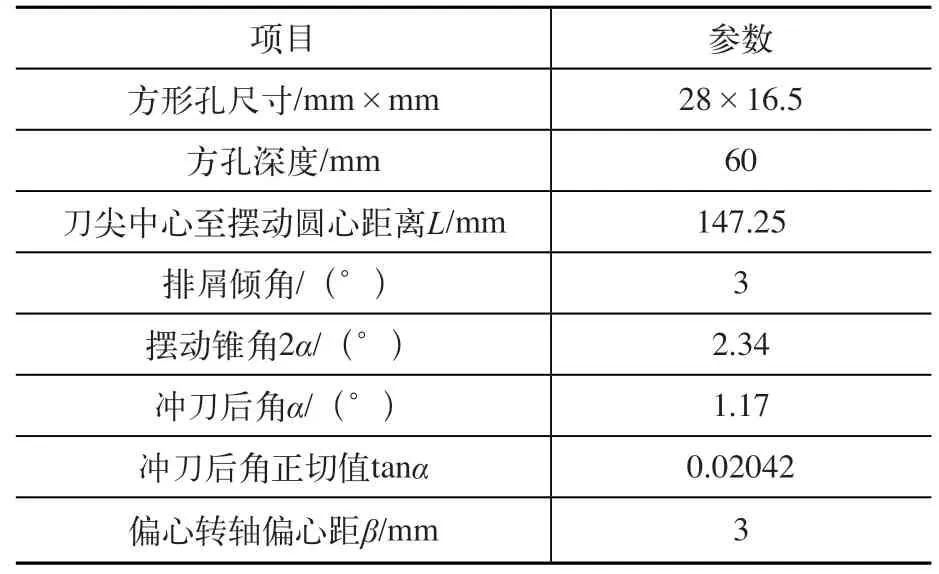
表1 擺動(dòng)沖刀設(shè)計(jì)參數(shù)

圖6 擺動(dòng)沖刀
4 方案實(shí)施
配合彎板將工件和導(dǎo)向工裝固定好后,使用沈陽(yáng)機(jī)床股份有限公司生產(chǎn)的TXP6113臥式鏜銑床進(jìn)行沖削,其主軸轉(zhuǎn)速100r/min,Z軸進(jìn)給量0.08mm/r。通過(guò)一次裝夾,完成60處方孔的沖削加工,工藝穩(wěn)定,加工合格率為100%,單孔加工時(shí)間<10min,加工后成品如圖7、圖8所示。改進(jìn)工藝前、后加工工時(shí)及質(zhì)量效果對(duì)比見表2。

圖7 加工成品

圖8 加工成品細(xì)節(jié)
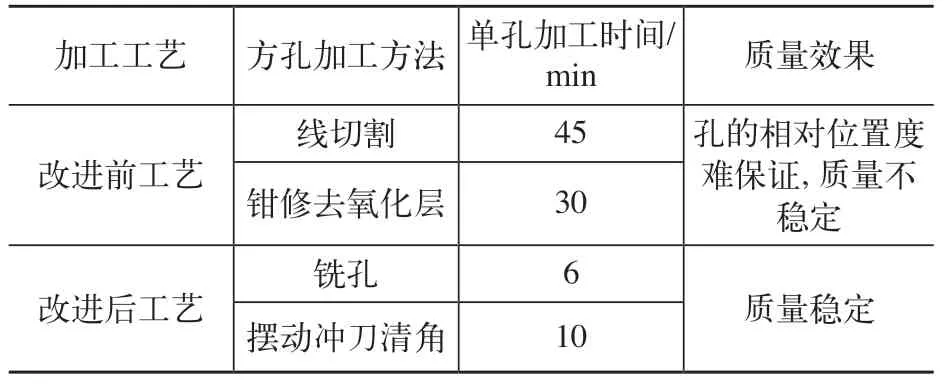
表2 改進(jìn)前、后對(duì)比
5 結(jié)束語(yǔ)
采用預(yù)銑孔與擺動(dòng)沖刀沖孔相結(jié)合的方法加工方形孔,實(shí)現(xiàn)了一次定位裝夾完成多孔加工,保證了各個(gè)孔的位置度要求,提高了生產(chǎn)效率。
猜你喜歡
河北畫報(bào)(2020年8期)2020-10-27 02:54:06
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04