熱絲TIG 焊在核電設備制造中的應用
2021-05-17 08:19:58張忠海
一重技術 2021年1期
張忠海
隨著核電工程的發展, 為滿足核島主設備制造過程的高質量要求, 需要優先選用焊接質量優良的焊接工藝。 傳統的埋弧焊、 焊條電弧焊焊接環境差、 過程可控度低、 對焊工技能要求較高。傳統TIG 焊的優點是電弧和熔池可見性好, 操作方便, 焊接中沒有熔渣產生, 焊后不用清渣, 適用于各種焊接位置[1]。 由于TIG 焊焊接中保護效果好, 焊接電弧穩定性好, 焊縫質量優良, 適用于幾乎所有的金屬及其合金的焊接加工, 該方法的不足之處是焊接效率較低。 熱絲TIG 是一種低耗、 優質的焊接方法, 由于焊接過程可控, 易于實現數字化、 智能化焊接, 又具有較高的熔敷效率, 所以被廣泛應用在核島主設備的焊接制造中。
1 熱絲TIG 焊的原理及優點
1.1 原理
熱絲TIG 焊是1956 年在傳統TIG 焊基礎上發展起來的一種優質、 高效、 節能的焊接工藝, 其基本原理就是在焊絲送進熔池之前, 將焊絲加熱到一定的溫度, 最終實現高速高效焊接的目的。本文中的熱絲就是指填充金屬在被送入熔池之前通過加熱使之達到一定溫度, 也就是對焊絲進行預熱[2]。
傳統TIG 焊中電弧熱的30%被用在熔化焊絲上, 使熔敷率受制于加熱熔化焊絲所需要的時間。而在普通TIG 焊的基礎上對焊絲預熱, 以增加熱輸入量的方法加快焊絲的熔化速度, 從而提高焊接速度( 見圖1) 。 焊絲通過導電嘴送進熔池中, 在導電嘴和焊件之間設置一個電源, 當焊絲接觸到焊縫表面時便會產生電流, 實現對焊絲加熱。 焊絲與鎢極呈40°~60°角, 在鎢極電弧的后面直接送入熔池金屬中。 為防止電弧偏吹, 熱絲電源可以采用交流電或脈沖電源。
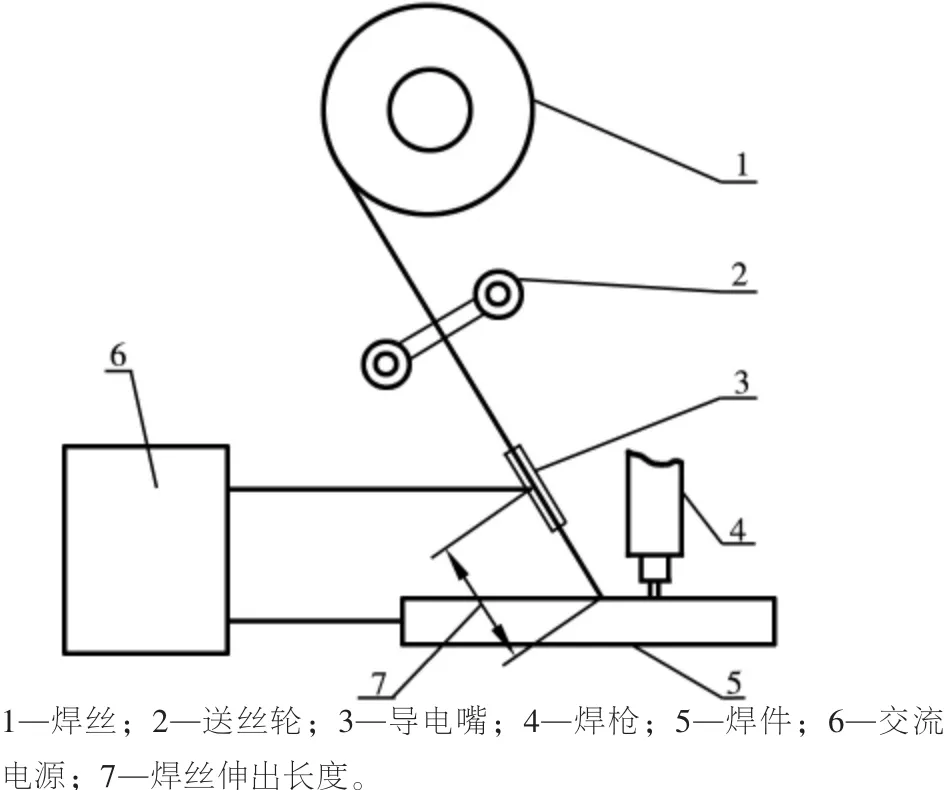
圖1 熱絲TIG 焊原理示意圖
1.2 熱絲TIG 焊的優點
熱絲TIG 焊的優點如下:
(1) 保留了TIG 焊電弧穩定、 焊縫性能優良、無飛濺等優點。
( 2) 提高了熔敷效率和焊接效率。 熱絲TIG焊時焊絲在被送入熔池前已經加熱到300~500 ℃,從電弧獲取能量減少, 熔敷效率比冷絲焊提高3~5倍, 焊絲熔化速度達20~50 g/min(見圖2)。
(3) 減少焊接變形。 由于熱絲焊熔化預熱后的填充金屬, 減少總熱輸入量, 有利于減小焊接變形。 從焊縫熱輸入量的角度看, 焊絲預熱的能量和焊接電弧的能量分別控制, 焊接熔敷速度的提高與焊縫熱輸入量的增加沒有直接關系, 即在不提高熱輸入的條件下, 提高焊接熔敷速度, 使焊絲熔化速度增加。 在相同電流的情況下, 焊接速度可提高一倍以上。
(4) 減少焊接缺陷。 由于熱絲TIG 焊的送絲速度獨立于焊接電流, 所以能夠更好地控制焊縫成形, 對于坡口焊縫的焊接, 側壁熔合性較好。 焊絲經過預熱后表面得到凈化, 預熱電流對熔池的攪拌作用, 以及預熱電流磁場改變焊接電弧形態, 在這些因素的共同作用下焊縫質量更為優良[3]。
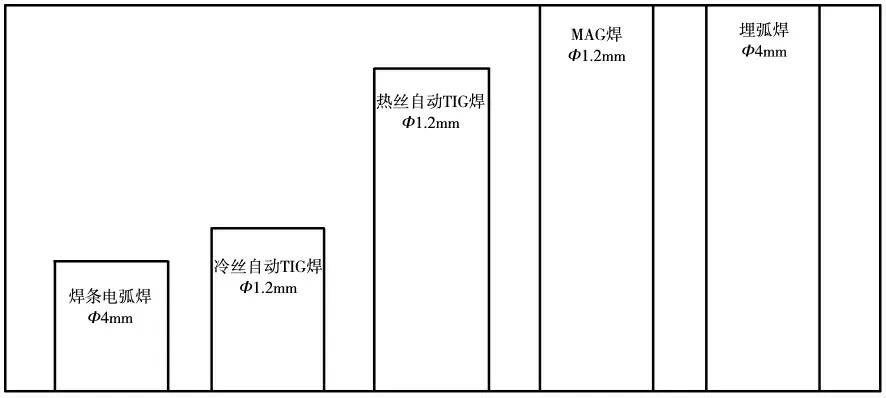
圖2 不同電弧焊方法熔敷效率的比較 [2]
2 在核電設備制造中的應用
2.1 在堆焊中的應用
鑒于核島一回路主設備長期接觸帶有放射性和腐蝕性的載熱劑介質, 所以在內壁上堆焊有優良耐蝕性和耐熱性的奧氏體不銹鋼堆焊層及鎳基合金堆焊層。 例如核反應堆壓力容器內壁大面積堆焊奧氏體不銹鋼堆焊層、 蒸汽發生器管板一回路側堆焊鎳基合金堆焊層。 由于堆焊層的質量關系到設備的運行質量, 故在選擇堆焊工藝時需要在保證堆焊質量的基礎上提高堆焊效率。 由于蒸汽發生器一次側管板的堆焊質量, 還影響到后續U 型管與管板焊縫的焊接質量, 對于不能實現帶極堆焊的部位均可采用熱絲TIG 堆焊。 目前, 三代核電AP1000 反應堆壓力容器接管內表面不銹鋼堆焊層、 接管大端端面鎳基堆焊、 流量分配裙支承塊堆焊、 徑向支承塊隔離層鎳基堆焊、 J 坡口鎳基隔離層堆焊均已采用熱絲TIG 堆焊, 熱絲TIG 堆焊已占到所有堆焊焊縫熔敷金屬量的40%。
采用熱絲TIG 工藝堆焊不銹鋼及鎳基合金時,可通過選擇合理的焊接參數將焊縫的母材稀釋率控制在較低的水平, 得到良好的焊道成形質量, 減少焊道表面打磨工作量, 同時又能夠保證焊縫的無損檢驗質量。 另外, 由于焊接熔池的形狀易于控制,即便如泵殼等結構形狀復雜的設備也可采用熱絲TIG 堆焊, 通過配置數控系統即可實現全自動堆焊, 既提高了核電裝備制造的自動化水平, 也符合綠色核電制造的最新發展理念。
2.2 在接管與安全端焊縫制造中的應用
在核島一回路系統中, 主設備通過接管安全端與一回路管道相連, 共同構成反應堆冷卻劑壓力邊界的重要組成部分。 在核電站運行中, 接管安全端部位承受高溫、 高壓的交變復雜應力作用, 安全端焊縫不但要保證壓力邊界的結構完整性, 同時還要保證性能的可靠性, 這就要求焊接接頭不僅應具有高塑性、 高韌性, 而且還要具備較高的耐腐蝕性和足夠的斷裂韌性及抗疲勞性。 因此, 在制造過程中需要采用低熱輸入、 焊接質量優良的焊接工藝方法。 以往二代核電制造過程中, 安全端的焊接常選擇焊條電弧焊、 埋弧焊的焊接方法, 焊縫返修風險高。 三代核電采用熱絲TIG 焊接, 在保證焊縫質量的同時保證焊接效率。 國核示范過程反應堆壓力容器 (CAP1400) 接管安全端焊縫坡口( 見圖3,表1) 焊接完成后, 焊縫合格率達100%。
2.3 在低合金鋼焊縫中的應用
1963 年美國Battelle 結合熱絲TIG 焊和窄間隙焊接的優勢開發了窄間隙熱絲TIG 焊, 與一般的窄間隙焊接方法相比, 窄間隙熱絲TIG 焊除了熔敷效率相對較低外, 在側壁熔合和焊接接頭的抗裂性等方面具有較明顯的優勢, 所以在大厚度低合金鋼焊縫的焊接中得到廣泛的應用。 為推廣熱絲TIG焊在低合金鋼焊接中的應用而開發低合金鋼熱絲TIG 對接焊工藝, 通過低合金鋼窄間隙熱絲TIG 焊工藝試驗證明焊縫質量良好, 接頭機械性能優良(見表2~6)。

表1 接管安全端焊接工藝參數
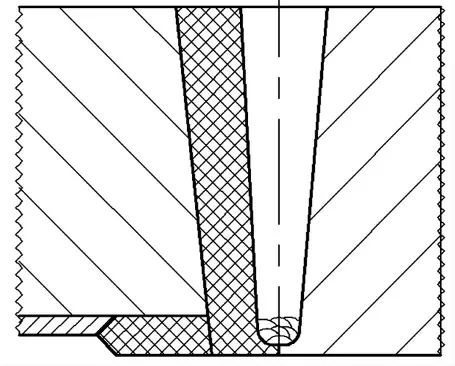
圖3 接管安全端坡口形式
隨著核電設備不斷升級, 無論是主管道、 核級管道, 還是CPR1000 反應堆壓力容器管, 焊接難度均在不斷增加。 因此, 窄間隙熱絲TIG 焊占據了越來越重要的地位[4]。 目前, 在低合金鋼焊縫焊接中, 堆芯補水箱入口接管與上封頭焊縫的焊接、 出口接管與下封頭焊縫的焊接中都已采用了窄間隙熱絲TIG 焊, 焊縫質量良好, 接頭機械性能優良。
3 結 語
熱絲TIG 焊是焊接質量優良、 熔敷效率高的焊接工藝方法, 在核電設備制造中得到越來越廣泛的應用, 目前已經成功應用在包括核電設備內壁不銹鋼及鎳基堆焊層的堆焊、 接管安全端焊縫的焊接及低合金鋼窄間隙焊縫的焊接。
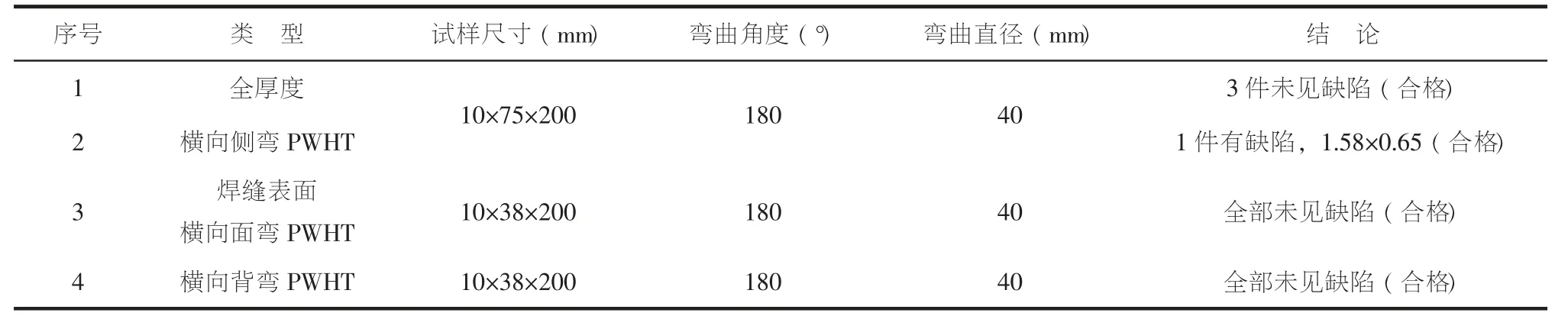
表2 彎曲試驗 (AWS B4.0M-2000)
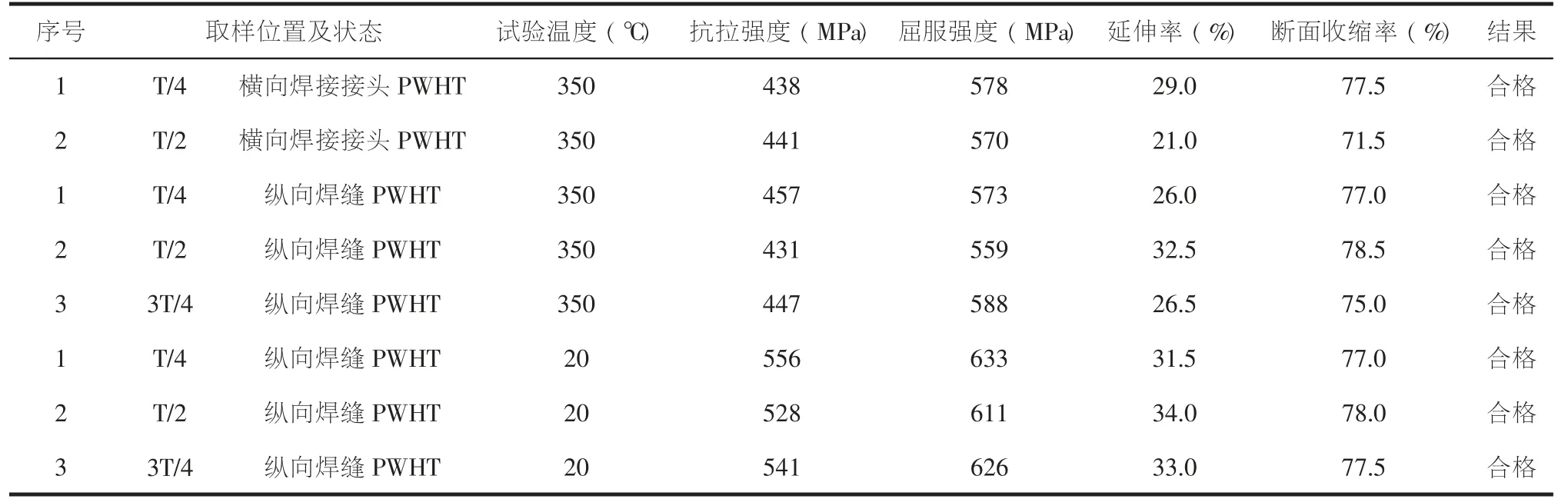
表4 拉伸試驗( 棒拉) (AWS B4.0M-2000)

表5 金相檢驗結果
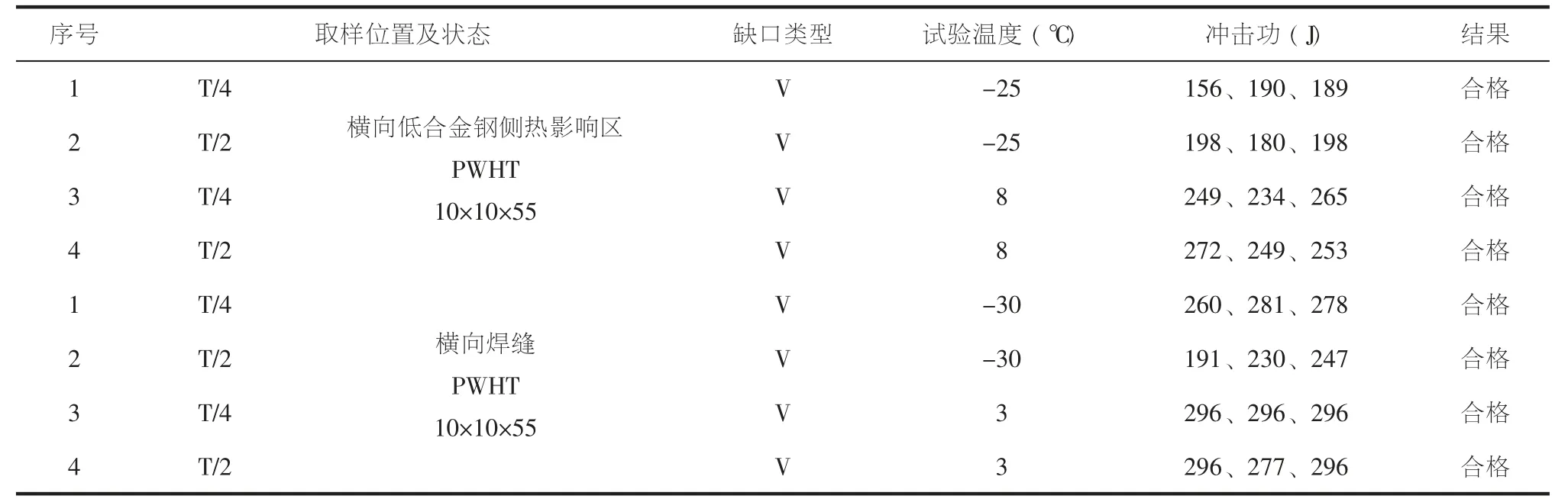
表6 沖擊韌性試驗(AWS B4.0M-2000)
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中國生殖健康(2019年2期)2019-08-23 08:12:08
制造技術與機床(2018年12期)2018-12-23 02:40:58
產品可靠性報告(2017年7期)2017-09-05 09:49:12
制造業自動化(2017年2期)2017-03-20 14:26:13
汽車觀察(2016年3期)2016-02-28 13:16:26
