焊接參數對奧氏體不銹鋼電子束焊縫的影響
2021-05-17 08:20:04王利媛
一重技術 2021年1期
王 鑫, 王利媛
電子束焊作為一種焊接速度快、 焊接變形小、焊接可達性好的焊接方法, 可以焊接鋼鐵、 鋁合金[1]、 銅合金和有色合金[2]等多種材料, 在航空航天[3]、 核電裝備、 軍工制造、 船舶[4]和汽車制造等多個領域中有廣泛應用。
本文用06Cr18Ni11Ti 奧氏體不銹鋼試板進行電子束對接焊試驗, 研究電子束焊接工藝參數對奧氏體不銹鋼對接焊縫尺寸的影響, 分析焊接試驗中奧氏體不銹鋼焊縫缺陷產生的原因, 提出消除焊接缺陷的工藝措施, 確保電子束焊縫的焊接質量。
1 試驗方法及材料
本文焊接試驗的電子束焊接設備型號為TECHMETA LARA 52, 額定功率為10 kW, 最大輸出電壓為60 kV。
焊接試板材料為06Cr18Ni11Ti ( 見表1) , 試板尺寸20 mm×150 mm×400 mm。
電子束對接焊焊縫可以分為兩種, 分別是熔深小于板厚的未焊透焊縫和熔深等于板厚的單面焊雙面成形的全焊透焊縫。 其中, 單面焊雙面成形的全焊透焊縫多應用于焊接厚度5 mm 以下的工件, 如金屬帶鋸的鋸條焊接; 而對于厚度較大的焊縫, 即使是全焊透焊縫, 大多數情況也是通過去除焊透或未焊透焊縫根部的方式獲得的, 本文僅對未焊透的電子束焊縫進行研究。
本文電子束焊接試驗的坡口形式為I 型坡口,焊前使用工裝輔具裝配焊接試板, 保證試板無間隙、 無錯邊( 見圖1) 。 使用多組電子束焊接參數在對接試板上進行橫焊位焊接, 分別對焊縫取樣進行金相觀察, 測量焊縫尺寸, 并根據試驗結果分析焊接參數對焊縫的影響, 分析焊接缺陷產生的原因, 提出消除缺陷的工藝措施。

表1 06Cr18Ni11Ti 母材化學成分 (wt.%)

圖1 試板裝配示意圖
2 試驗結果及分析
2.1 電子束焊縫形狀描述參數
本文的奧氏體不銹鋼焊縫整體呈“ 釘子形”( 見圖2) 。 試板的厚度為b, 電子束焊縫的熔深為H, 電子束焊縫的余高為h, 電子束焊縫的寬度為W, 而焊縫的半熔寬( 半熔深寬度) 為W1[5]。 本文將深寬比定義為焊縫熔深H 與焊縫半熔寬W1的比值。 影響電子束焊縫形狀的主要焊接參數有焊接電壓、 焊接束流、 聚焦電流和焊接速度, 此外, 焊接時真空室的真空度、 電子槍與工件表面的距離等也都會對焊縫產生影響, 只是影響結果相對較小。
2.2 焊接電壓的影響
電子束的焊接電壓是指從陰極到陽極的電壓,主要作用是增加從陰極逸出的自由電子的動能, 焊接電壓越高, 電子獲得的動能越大, 焊接能力也越強。 使用相同焊接束流和焊接速度, 不同焊接電壓進行對接焊( 見表2) , 焊后對焊縫尺寸進行測量(見圖3)。
由圖可知, 隨著焊接電壓的增加, 焊縫的熔深、 余高和深寬比均有增加; 焊縫半熔寬先增大后減小, 總體呈下降趨勢; 焊縫寬度在3.2~4.1 mm范圍內波動。
焊接電壓增加使電子動能增大, 電子束流轟擊金屬后能夠形成更深的匙孔, 從而形成更大的熔深。 同理, 匙孔中的金屬蒸汽壓力越大, 排出的金屬也會增多, 凝固后的焊縫余高也相應增加。 而焊縫半熔寬減少的原因是電壓增大后電子束焊縫形狀變得深且窄, 導致熔寬有所降低, 但變化較小。 深寬比增加的主要原因是熔深有顯著增加, 而半熔寬有所減小。 焊縫表面金屬受熱主要受電子束光斑尺寸的影響, 增大電壓后, 在表面聚焦狀態下, 電子束光斑未顯著變化, 故焊縫熔寬無明顯變化, 而熔寬產生波動是由光斑尺寸發生微小波動造成的。
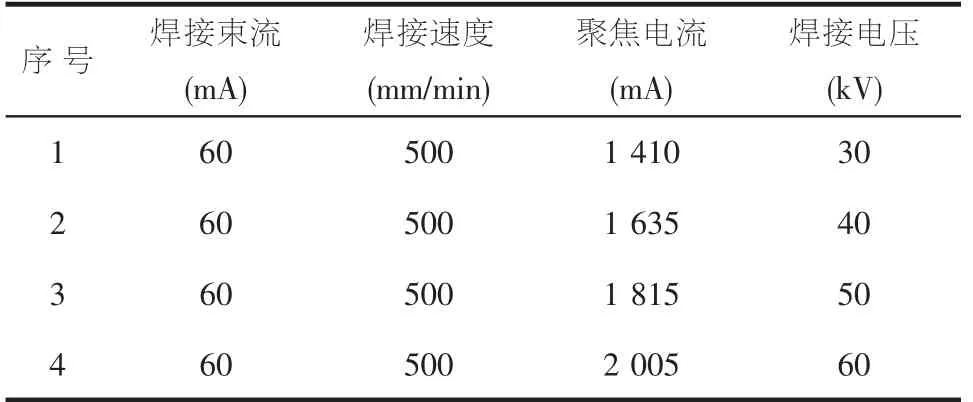
表2 焊接電壓影響電子束焊接參數
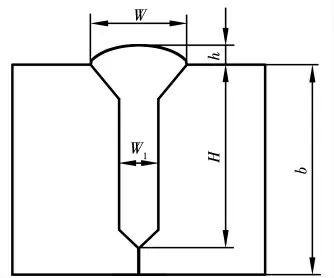
圖2 電子束焊縫形狀示意圖
2.3 焊接束流的影響
焊接束流是從陰極發出的自由電子的總量, 它是影響焊接質量的重要參數之一。 在其它焊接參數不變的情況下, 增加焊接束流能夠提高焊接功率,但由于無法提高電子束的功率密度而影響有限, 焊接束流過大, 焊縫成形因熔融金屬量增加而惡化(見表3, 圖4)。
由圖可知, 隨著焊接束流的增大, 焊縫熔深逐漸增大, 但增加速率逐漸減小; 焊縫余高呈增大趨勢, 在70 mA 時發生波動; 焊縫半熔寬先減小后增大; 焊縫深寬比先增大后減小; 焊縫熔寬呈增大趨勢。
隨著焊接束流的增加, 焊縫熔深先呈線性增加, 電流每增加10 mA, 熔深增加2.5 mm; 當焊接束流增加至60 mA 以上時, 焊縫熔深雖然繼續增加, 但是增加速率逐漸降低。 在焊接束流較小時, 熔深也較小, 增加焊接束流后, 電子束流的能量主要用于熔化焊縫金屬, 散射率較低; 隨著焊縫熔深的增加, 電子束深入焊縫內部, 造成電子束流的散射逐漸增大, 用來熔化金屬的能量增量越來越少, 當焊接束流增加到一定程度時, 焊縫的熔深增量會逐漸減少; 當焊接束流進一步增大時, 焊縫熔深稍有增加, 但焊縫表面成形會顯著下降, 在焊縫表面形成高低起伏的駝峰焊道, 咬邊、 冷隔、 未熔合等焊接缺陷的產生概率增大, 在實際工程中, 如非特殊要求不宜使用過大焊接束流焊接。
焊縫余高隨著焊接束流增加而增大, 這是由于排出金屬量增多引起的。 在70 mA 時, 余高減小是因為焊縫形成了駝峰焊道, 使余高產生波動。

表3 焊接束流影響電子束焊接參數

圖4 焊接束流對電子束焊縫形狀的影響
焊縫半熔寬隨焊接束流的增加先減小, 后增大, 當使用較小焊接束流時, 增大束流能增加電子束的能量, 焊縫熔深增加, 半熔寬稍微減少; 當焊接束流增大到一定程度時, 匙孔內的金屬蒸汽使電子束的散射顯著增加, 此時繼續增加束流, 散射的電子更多作用在焊縫側壁上, 使焊縫半熔寬增加,而焊縫深寬比先增大后減小。 焊接束流的增加會使電子束光斑增大, 焊縫熔寬逐漸增加。
2.4 聚焦電流的影響
聚焦電流是調整電子束流焦點與工件相對位置的參數, 增大聚焦電流, 焦點靠近電子槍, 反之焦點遠離電子槍。 根據焦點位置不同, 聚焦形式分為上聚焦、 表面聚焦和下聚焦(見表4, 圖5)。
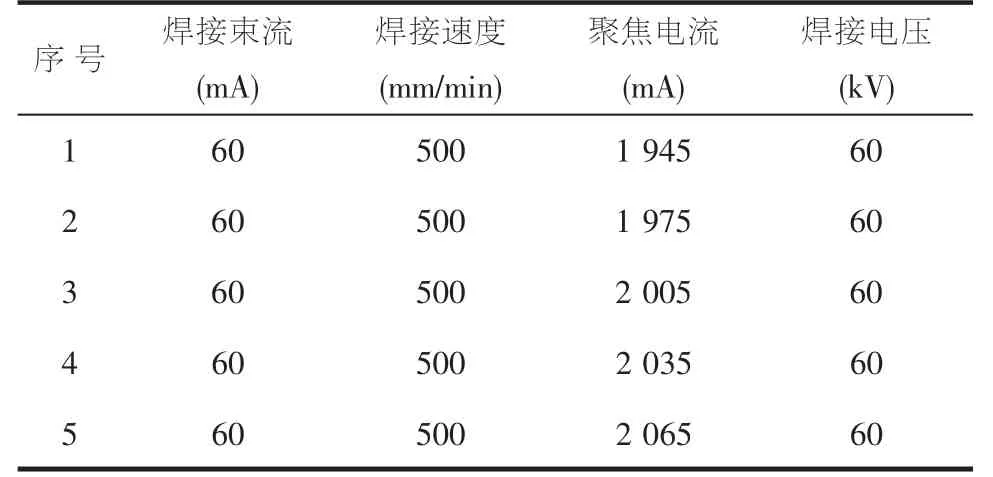
表4 聚焦電流影響電子束焊接參數
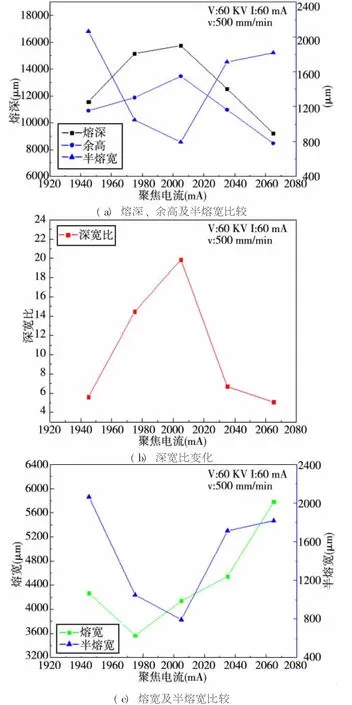
圖5 聚焦電流對電子束焊縫形狀的影響
聚焦電流為2005 mA 時為表面聚焦。 焊縫的熔深、 余高和深寬比均在表面聚焦時最高, 在上聚焦和下聚焦時均有所減小; 焊縫的半熔寬在表面聚焦時最小, 在上聚焦和下聚焦時均有增大; 焊縫的熔寬則是在靠近表面的下聚焦時最小, 其余狀態均增大。
使用表面聚焦時, 電子束流的能量密度最大,能夠獲得最大的熔深; 由于排出的金屬蒸汽量大,使焊縫余高最大; 由于匙孔效應最明顯, 焊縫半熔寬最小; 由于熔深最大而半熔寬最小, 故深寬比最大。 需要特別注意, 當使用電子束流焦點在接近表面的下聚焦狀態焊接時, 焊縫熔深減小( 變化僅600 μm) 不大, 卻能夠適當增加焊縫半熔寬( 變化250 μm), 有利于減少因焊縫冷卻速度過快而產生的冷隔缺陷。 因此, 在大厚度慢焊速焊接時, 通常使用焦點近表面的下聚焦狀態進行焊接。 理論上來說, 使用近表面的下聚焦狀態能夠改變匙孔內金屬蒸汽的分布, 使能量密度最大的焦點位置保持在工件內部, 焊縫寬度在近表面下聚焦時最小就與此有關。
2.5 焊接速度的影響
焊接速度是指焊接中熱源與工件間的相對運動速度, 是影響焊縫單位熱輸入量的重要參數, 對于高能束焊接方法來說, 焊接速度的影響會略有不同(見表5, 圖6)。
由圖可知, 隨著焊接速度的增大, 焊縫熔深、熔寬和余高均逐漸減小。 焊接速度為800 mm/min時, 焊縫余高有所增加是由于形成了駝峰焊道; 此時, 焊縫的半熔寬在650~850 μm 的范圍內波動;受此影響, 深寬比也有波動, 隨著熔深的下降, 深寬比呈下降趨勢。
焊接速度增加會使焊接熱輸入減少, 對焊縫的影響與電弧焊變化規律一致, 但由于電子束焊接的能量密度遠高于電弧焊, 因此焊接速度變化引起的熱輸入變化也較少。 從熔深變化幅度看, 焊接速度對電子束焊接的影響程度小于焊接電壓、 焊接束流和聚焦電流。 調試參數中, 當電子束流聚焦后, 應優先調整焊接電壓和焊接電流, 最后調整焊接速度。
表5 焊接速度影響電子束焊接參數
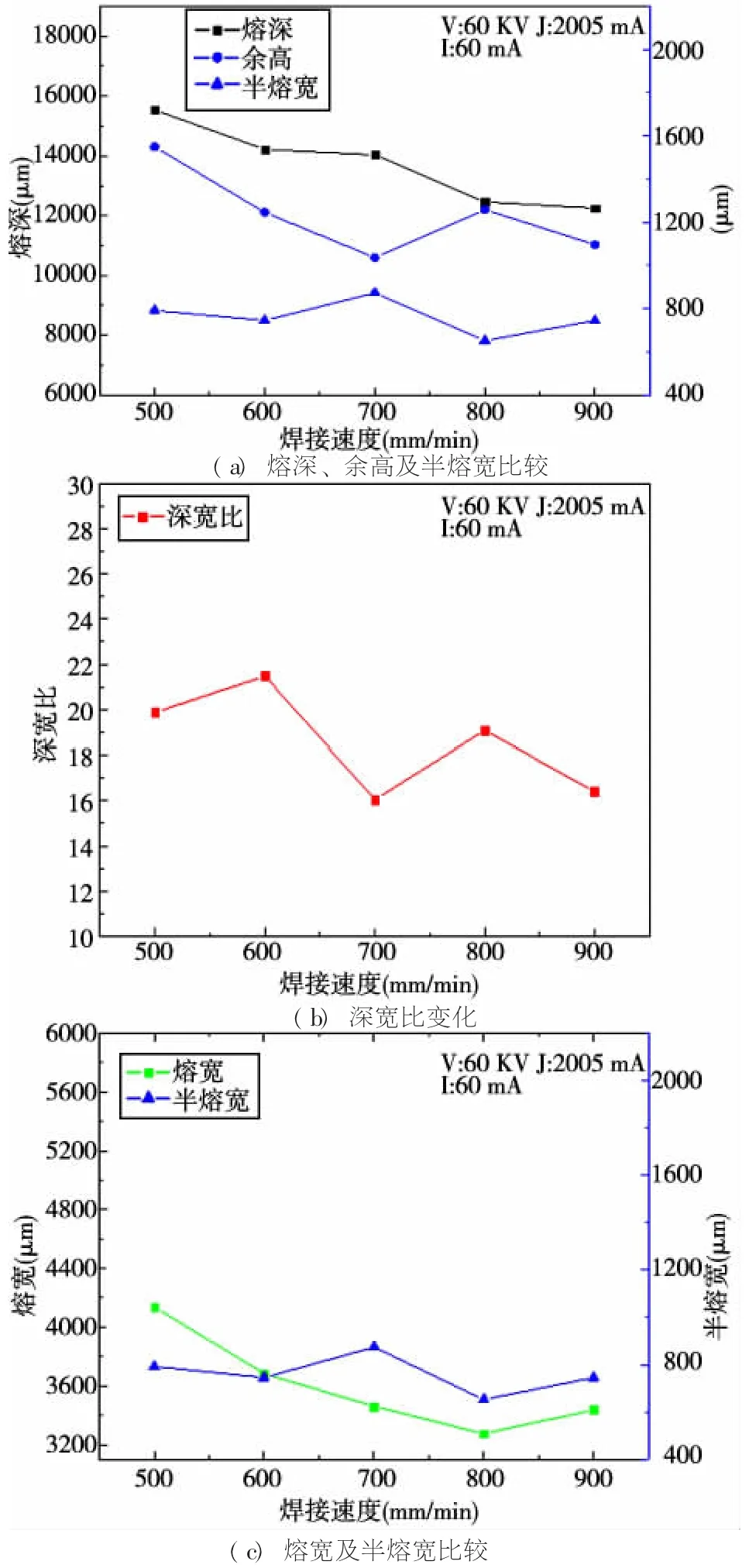
圖6 聚焦電流對電子束焊縫形狀的影響
2.6 常見焊接缺陷
在本文電子束焊接試驗中, 共出現了三種焊接缺陷, 如駝峰焊道、 釘尖缺陷和冷隔(見圖7)。
駝峰焊道是由于焊接電流與焊接速度不匹配產生的成形缺陷, 能夠通過調整焊接參數消除。
釘尖缺陷多發生在電子束焊縫根部, 產生原因: 一是電子束焊接設備輸出功率不穩定, 影響熔深; 二是根部冷卻速度較快。 釘尖缺陷與設備有關, 從工藝參數角度出發消除缺陷的難度較大[6]。在工程應用中, 目前, 消除釘尖缺陷只有設計成全焊透焊縫或焊后機械加工去除焊縫根部兩種方式。
冷隔是指電子束焊縫中存在的不規則空洞缺陷, 主要原因是焊縫的液態金屬在流動時受到阻礙, 由于焊縫冷卻速度較快, 熔融金屬未填滿空缺位置形成缺陷。 消除冷隔最主要的是要提高焊縫中液態金屬的流動性, 通過提高焊接電流, 降低焊接速度和掃描式焊接均能降低冷隔產生幾率, 但對于焊縫熔深較大的焊縫無法徹底消除冷隔缺陷。
每一臺電子束焊接設備都存在最大輸出電壓及最大輸出功率, 在最大輸出功率下得到的焊縫往往不能保證焊接質量。 當焊接質量要求較高時, 焊接人員首先要通過工藝試驗掌握設備的焊接能力, 確保焊接設備能夠滿足焊接要求, 否則無法獲得合格的電子束焊縫。
3 結 語
(1) 在奧氏體不銹鋼電子束焊接中, 增大焊接電壓能夠增大焊縫熔深、 余高和深寬比; 焊縫半熔寬先增大后減小; 焊縫熔寬無明顯變化。 增大焊接束流能夠增大焊縫熔深、 余高和熔寬; 焊縫半熔寬先減小后增大; 焊縫深寬比先增大后減小。 在表面聚焦狀態下, 焊縫熔深、 余高和深寬比最大, 上聚焦和下聚焦時均有減小; 焊縫半熔寬在表面聚焦時最小, 上聚焦和下聚焦時均有增大; 焊縫熔寬在靠近表面的下聚焦時最小, 其余狀態均增大。 增大焊接速度, 焊縫熔深、 余高、 深寬比和熔寬均下降; 焊縫半熔寬無明顯變化。
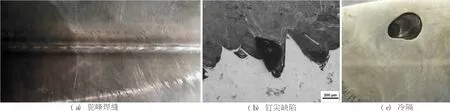
圖7 焊接缺陷
(2) 奧氏體不銹鋼不完全焊透電子束焊縫中常出現的缺陷有駝峰焊道、 釘尖缺陷和冷隔, 通過優化焊接參數能夠消除駝峰焊道; 通過合理設計焊縫形式能夠消除釘尖缺陷; 通過調節焊接參數能夠降低冷隔出現概率, 但是焊縫熔深較大的焊縫無法徹底消除冷隔缺陷。
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
當代陜西(2021年2期)2021-03-29 07:41:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
