7075-T6 鋁合金攪拌摩擦焊組織及性能分析
2021-05-17 08:19:58谷松偉于海東
一重技術 2021年1期
趙 佳, 谷松偉, 于海東
隨著航空、 航天、 高速列車、 高速艦船等工業制造領域的發展, 鋁合金等輕金屬材料焊接結構獲得了廣泛應用[1], 對鋁合金, 尤其是硬鋁、超硬鋁的焊接質量要求不斷提高。 但是, 鋁合金熔焊殘余應力大, 焊接過程中易產生氣孔、 夾渣及焊接變形等缺陷, 熔焊質量難以保證, 返修率高, 生產成本高。 攪拌摩擦焊為固態連接, 在被焊材料處于流塑態下進行焊接, 能夠避免焊接過程中空氣中的氫、 氧元素在焊縫金屬中的溶解[2],并且焊接熱輸入小。 因此, 攪拌摩擦焊在焊接鋁等輕金屬中能夠獲得質量優良的焊縫。
7075-T6 為時效強化型超硬鋁, 是商用最強鋁合金之一, 廣泛用于航空航天、 軌道交通等領域。由于時效強化型鋁合金采用熔焊工藝焊接時接頭易出現熱裂紋及強度下降等問題[3]; 7075 鋁合金作為結構件時, 一般采用鉚接形式, 但鉚接接頭重量大, 增加材料消耗及產品成本。 而攪拌摩擦焊的固相連接特性將有望從根上解決7075 等時效強化型鋁合金焊接問題。 本文采用16 mm 厚7075-T6 鋁合金板進行平板對接單道攪拌摩擦焊焊接試驗, 分析焊接接頭微觀組織與力學性能。
1 試驗材料與方法
1.1 實驗材料
攪拌摩擦焊試驗用料取自16 mm 厚的7075-T6 鋁合金板, 材料在軋制狀態下供貨。 焊接件尺寸為300 mm×300 mm×16 mm( 見圖1) 。 攪拌頭的材質為工具鋼, 軸肩表面為帶凹槽及隔熱槽結構,攪拌針表面開有螺紋槽( 見圖2) 。 最終采用的焊接工藝參數為: 轉速400~500 r/min, 焊接速度100~140 mm/min, 攪拌頭傾角2.5°, 攪拌頭下壓量0.2 mm。

圖1 焊接件規格尺寸簡圖
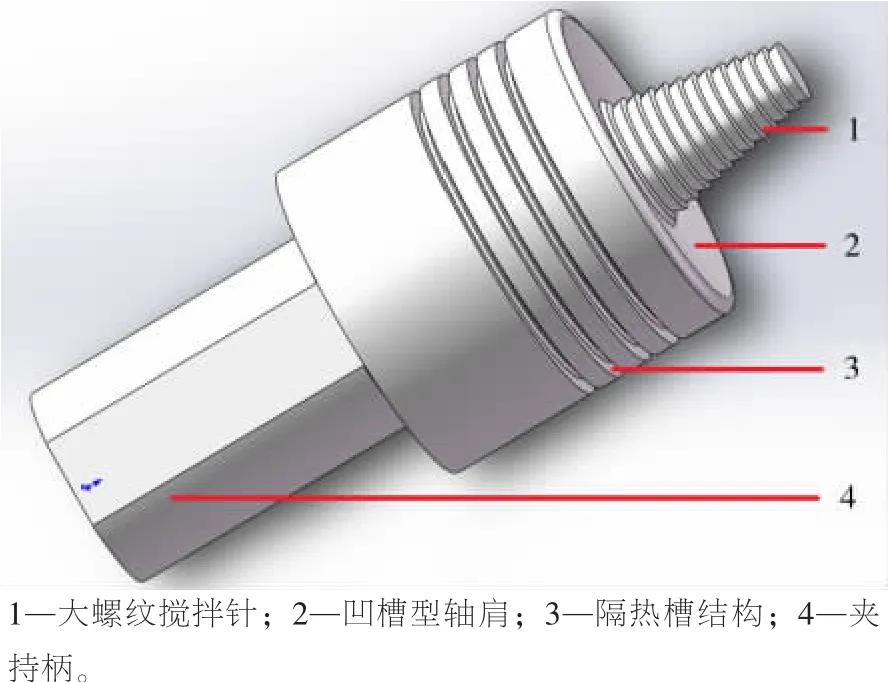
圖2 鋁合金攪拌頭三維示意圖
1.2 試驗方法
(1) 微觀組織觀察
沿焊縫橫向切取金相試樣100 mm×10 mm×16 mm, 研磨拋光后腐蝕制備金相試樣, 采用Stemi 2000-C 體式顯微鏡在5 倍放大倍數下觀察焊縫整個橫截面的宏觀形貌; 采用OLYMPUS GX71 倒置式金相顯微鏡在200 倍放大倍數下觀察焊縫橫截面不同區域微觀組織, 分析各區域晶粒大小及組織形貌的區別。
(2) 拉伸試驗
沿垂直焊縫方向切取兩個拉伸試樣, 按GB/T 2651 標準加工試樣( 見圖3) , 采用CSS-44300 電子萬能試驗機進行拉伸試驗。(3) 顯微硬度檢測
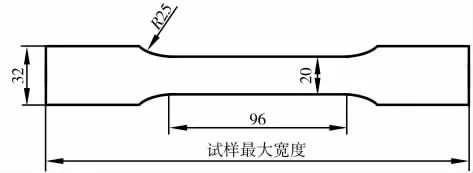
圖3 拉伸試樣尺寸
沿垂直焊縫方向切取硬度試樣, 經拋光腐蝕后在島津HMV-2T 顯微硬度儀上沿焊縫橫截面中部依次在母材、 前進側熱影響區、 前進側熱機影響區、 焊核區、 后退側熱機影響區、 后退側熱影響區及母材區進行焊縫橫向的顯微硬度測試, 兩測試點間隔1 mm。
2 試驗結果及分析
2.1 焊縫宏觀形貌及X 射線檢測
7075-T6 鋁合金試驗焊接過程平穩, 焊后獲得的焊縫表面質量均勻, X 射線檢測焊縫內部無缺陷, 僅在焊縫表面的焊具返回側出現一定量的飛邊( 見圖4) , 這是由于在焊接壓力作用下部分焊縫金屬被攪拌頭軸肩帶出, 由于焊接過程中焊縫兩側所受機械作用不同, 導致焊縫兩側金屬塑性流動不同, 攪拌頭將前進側金屬旋擠到焊縫后退側, 導致后退側壓力增加。 因此, 隨著焊接進行會在焊縫后退側產生連續飛邊。
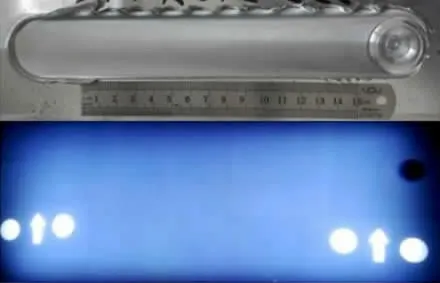
圖4 7075 鋁合金FSW 接頭表面形貌及X 射線檢測結果
通過對焊接接頭橫截面的宏觀金相檢測發現,焊核區、 軸肩影響區、 熱機影響區、 熱影響區及母材區分區明顯, 未發現未熔合、 疏松、 孔洞等焊接缺陷; 焊核區形呈“ 洋蔥環” 組織, 熱機影響區形成塑性變形流線帶型組織(見圖5)。
2.2 焊接接頭微觀組織
7075-T6 鋁合金在軋制狀態下供貨, 其顯微組織為沿軋制方向排列的板條狀組織, 在其邊緣均勻分布著強化相組織(見圖6(a))。
焊核區和軸肩影響區為細小再結晶等軸晶組織(見圖6(b), (c)), 焊核區平均晶粒尺寸約為3~4 μm, 軸肩影響區平均晶粒尺寸約為10 μm。
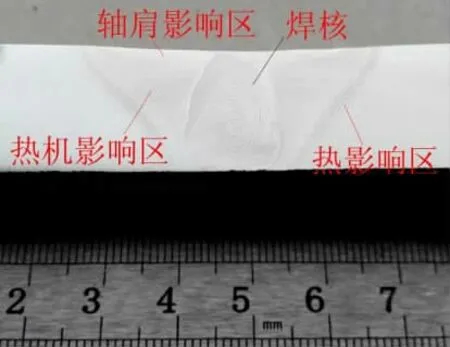
圖5 接頭橫截面宏觀金相
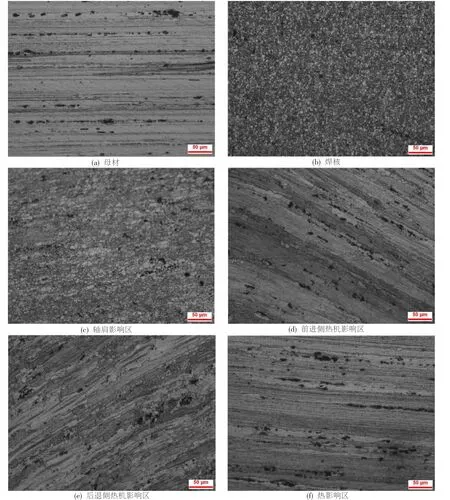
圖6 7075-T6 鋁合金FSW 接頭微觀組織形貌
在焊接過程中, 焊核區金屬與攪拌頭劇烈摩擦, 產生大量的熱量, 使攪拌頭周圍金屬軟化并隨攪拌針流動, 當焊縫金屬溫度達到再結晶溫度時,焊縫金屬開始形成新的晶核, 新形成的晶核在攪拌針強烈攪拌下形成細小的再結晶等軸晶組織。
另外, 焊核區不同部位的晶粒尺寸不同, 焊縫中部晶粒比焊縫表面晶粒小。 這是由于焊接過程中焊縫金屬受到攪拌頭強烈作用, 溫度較高, 焊縫表面主要依靠輻射散熱, 散熱速度較慢, 再結晶晶粒稍有長大; 而焊縫中部依靠熱傳導換熱, 散熱速度快, 高溫停留時間短, 晶粒長大傾向小, 晶粒較軸肩影響區細小。
熱機影響區材料在攪拌摩擦焊接過程中發生嚴重的扭曲變形, 晶粒尺寸比焊核區大, 但小于母材區。 根據焊接過程中所受攪拌頭作用的不同, 分為前進側熱機影響區( 見圖6(d)) 和后退側熱機影響區( 見圖6(e)) 。 在焊接過程中熱機影響區材料受到焊核區塑性流動材料的粘性摩擦作用, 產生內部剪應力, 在內剪應力作用下發生塑性變形, 變形的晶粒在焊接熱作用下發生回復再結晶, 最終形成較為細化的再結晶組織。
熱機影響區與母材區之間為熱影響區, 該區僅受焊接熱作用, 因此其晶粒較母材發生長大(見圖6(f))。
2.3 接頭硬度
對16 mm7075-T6 鋁合金攪拌摩擦焊焊接接頭橫截面中部進行顯微硬度檢測, 發現硬度分布呈“ W” 形( 見圖7) 。 其中, 母材區的平均硬度為165HV, 而焊縫區由于發生不均勻軟化現象, 焊核區平均硬度約為140 HV, 焊核區兩側的金屬距焊縫越遠硬度值越低, 最低值107.8 HV 出現在熱機影響區與焊核區的交界處。
焊縫不同區域的顯微硬度由焊縫組織決定。 焊縫發生軟化是因為在焊接過程中焊縫金屬受到焊接熱作用, 強化相溶解所致。 雖然焊核區的強化相已經全部溶解, 但由于晶粒細小, 硬度值仍然較高。熱機影響區和熱影響區的強化相雖然僅部分溶解,但由于晶粒尺寸較焊核區粗大且不均勻, 所以該區域的顯微硬度值最低, 是焊縫最薄弱區域。

表1 接頭力學性能
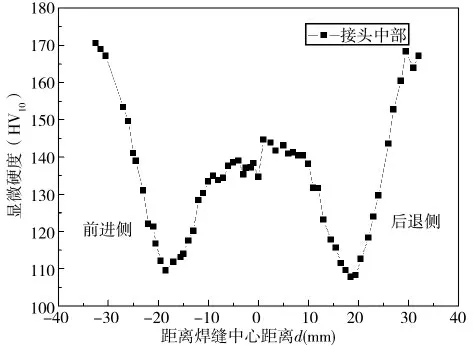
圖7 焊接接頭的硬度分布
2.4 力學性能
用16 mm7075-T6 鋁合金攪拌摩擦焊焊接接頭試樣進行兩組橫向拉伸試驗、 一組全焊縫棒拉試驗及一組母材棒拉試驗( 見表1) 。 由試驗結果可知,接頭抗拉強度平均值395 MPa, 達到母材強度的72%, 接頭屈服強度平均值386.4 MPa, 達到母材屈服強度的75%。 母材及焊接接頭的斷后伸長率分別為8.0%和3.5%, 斷面收縮率分別為10%和5%, 說明7075-T6 鋁合金焊接接頭及材料本身的塑性較差。 接頭橫向拉伸試樣在熱機影響區與焊核區交界處發生斷裂( 見圖8) 。 原因在于焊核區與熱機影響區間的過渡區域的不均勻組織由熱機影響區高度扭曲變形晶粒與焊核區細小等軸晶組成, 且熱機影響區部分強化相已經溶解。 由此可知該區域為焊接接頭力學性能最薄弱部位。

圖8 拉伸試樣斷裂后實物圖
3 結 語
(1) 7075-T6鋁合金攪拌摩擦焊焊接接頭由焊核區、軸肩影響區、熱機影響區、熱影響區組成,焊核區及軸肩影響區由細小等軸晶組成,且焊核區焊縫內部晶粒更細化;熱機影響區晶粒嚴重扭曲,組織不均勻,部分強化相溶解;熱影響區的組織類似母材,但由于受到焊接熱作用,晶粒發生長大。
(2) 最高硬度出現在母材區,由于焊接接頭發生軟化現象,硬度均低于母材,呈“W”形分布。最低硬度值在焊核區與熱機影響區的交界處,該區強化相的溶解及組織不均勻是主要原因。拉伸試樣斷口位于焊核區與熱機影響區的交界處,也證明此處為焊接接頭最薄弱部位。
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
當代陜西(2021年2期)2021-03-29 07:41:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
