薄板坯連鑄連軋生產線改造研究
2021-05-17 08:19:58劉寶龍趙國明
一重技術 2021年1期
關鍵詞:設備
劉寶龍,趙國明
隨著冶金行業產能逐漸趨于飽和,國內新上熱連軋項目已少之又少,而市場競爭日趨激烈,產品細分也越來越嚴重;很多企業采取向高端市場進軍,提高產品質量和產品性能等方式,以提高生存和發展的能力。國內某鋼廠引進德國西馬克90 年代薄板坯連鑄連軋(CSP) 先進技術,總生產能力250 萬t/年,產品規格為1.2~20 mm 厚、900~1 680 mm 寬的熱軋帶鋼鋼卷。現該生產線已使用近20 年,設備出現不同程度的老化,多年的生產實踐證明,薄板坯連鑄連軋生產的熱軋帶鋼產品表面質量、力學性能及后續深加工能力均與常規熱連軋產品有一定的差距[1]。為了提高所生產產品的強度級別,生產高品質、高附加值熱軋產品,需要對該生產線進行升級改造。
本文在盡量利用現有設施和資源,減少工程量和占地面積,降低工程投資的基礎上,采用國內先進成熟、安全可靠的工藝和技術方案,對不同的方案的優缺點進行比較分析。
1 主要設備及工藝特點
1.1 工藝流程和特點
薄板坯連鑄連軋生產線主要包括薄板坯連鑄機、1 號輥底式加熱爐、粗軋機(R1)、2 號輥底式加熱爐、精軋機組(F1~F6)、帶鋼層流冷卻系統和卷取機。
工藝流程為:電爐或轉爐煉鋼→鋼包精煉爐→薄板坯連鑄機→擺式剪→1 號輥底式加熱爐→除鱗機→粗軋機→2 號輥底式爐→事故剪→除鱗機→6架CVC 精軋機→卷取機→層流冷卻→卷取機→出卷→取樣→打捆→噴號→入庫。
該生產線采用以下新技術:連鑄結晶器出口厚度由70 mm 增加到90 mm;增加了結晶器電磁制動;扇形段采用新的動態液芯壓下技術;結晶器液面控制增加渦流檢測;兩線連鑄生產時,均熱爐采用擺動過鋼方式,實現向軋機供坯的工藝銜接;6機架精軋機組,產品最小厚度由原來的1.2 mm 降至1.0 mm;精軋機組采用CVCPLUS 技術及輥縫潤滑技術;在精軋機出口處設置了壓帶風機等。
1.2 主要設備特點
(1) 連鑄機 該連鑄機為二機二流立彎式結構。中間包容量36 t,結晶器出口厚度90 mm,鑄坯寬度900~1 680 mm,彎曲半徑R3 250 mm。鑄速低碳保證值最大4.8 m/min、高碳保證值最大4.5 m/min、最小2.8 m/min。結晶器液面控制增加渦流檢測。后續建設連鑄結晶器出口厚度改到90 mm,增加結晶器電磁振動、液芯壓下等技術。
鑄坯從連鑄機拉出后,由鑄坯切斷剪將其切頭、分段。由于鑄坯速度一般在5~7 m/min,速度較慢,故在設備選型上選用擺式飛剪。為便于軋件咬入軋機,剪刃形狀為弧形。
(2) 加熱爐 該生產線包括兩座輥底式加熱爐,位于粗軋機前后。1 號加熱爐爐長178.8 m,由加熱段、輸送段、擺動段、保溫段組成,爐子同時具有加熱、均熱、儲存(緩沖) 的功能,可容納4 塊38 m 長的板坯,單機生產的緩沖時間20~30 min,最高爐溫1 200 ℃,鑄坯入爐溫度870~1 030℃,出爐溫度1 100~1 150 ℃。2 號加熱爐爐長66.8 m,主要起均熱、保溫作用,最高爐溫1 150℃,鑄坯最高入爐溫度1 120 ℃,最高出爐溫度1 130℃。加熱爐燃料為混合煤氣,燒嘴型式為熱風燒嘴。
(3) 高壓水除鱗系統 該生產線在粗軋機和精軋機前各設1 個除鱗箱.對軋件實行二次除鱗,以保證帶鋼表面質量。設有粗軋高壓水泵站和精軋高壓水泵站。粗軋高壓水泵站的最大壓力40 MPa;最大水量495 m3/h;精軋高壓水泵站最大壓力40 MPa,最大水量315 m3/h。
(4) 粗軋機 單機架四輥不可逆式軋機的作用是將鑄坯經一道次的軋制軋成所需的坯厚。最大軋制力42 000 kN,工作輥尺寸?880/?790 mm×1 900 mm,支撐輥尺寸?1 500/?1 350 mm×1 900 mm;主電機功率8 300 kW,電機轉速0~140/400 rpm,速比4.45;軋出坯厚33.0~52.5 mm;軋機上設入、出口導衛裝置、工作輥冷卻裝置、支承輥冷卻裝置、水壓除塵裝置;軋機下部設置標高調整裝置補償輥子磨損及對軋制線標高進行調整。
(5) 精軋機組 六機架四輥不可逆式軋機(F1~F6),連續式布置,最大軋制力為4 200 kN,主電機功率均為7 700 kW,機架間距5 500 mm,F6 最大出口速度15.7 m/s,板帶厚1.2~20 mm,板帶寬900~1 680 mm,終軋溫度900~950 ℃(見表1)。
(6) 層流冷卻 將帶鋼由終軋溫度900~950 ℃冷卻到550~650 ℃。層流冷卻裝置共有8 個傾動集管組,分為1 個噴淋區、26 個微調區、8 個精調區;冷卻區長度為43 200 mm,另有一個4 800 mm的空冷段;最大水量約為5 240 m3/h,水壓為0.07 MPa;設置高位水箱,以保持水量及水壓的相對恒定,并設有側噴,用來使鋼板上新舊冷卻水交換,提高冷卻效率。
(7) 卷取機 電機通過萬向接軸單獨驅動三個助卷輥,電機通過變速箱驅動卷筒,卷筒是四棱錐、鏈板式結構,分三級漲縮,漲縮是由旋軸密封供油的液壓缸來實現,助卷輥驅動液壓缸內裝有位移傳感器,以控制助卷輥與卷筒間隙,并且通過伺服控制實現助卷輥跳過帶鋼頭部的功能;卷取溫度一般在550~650 ℃,最大卷取速度15 m/s,芯軸驅動電機功率為800 kW。
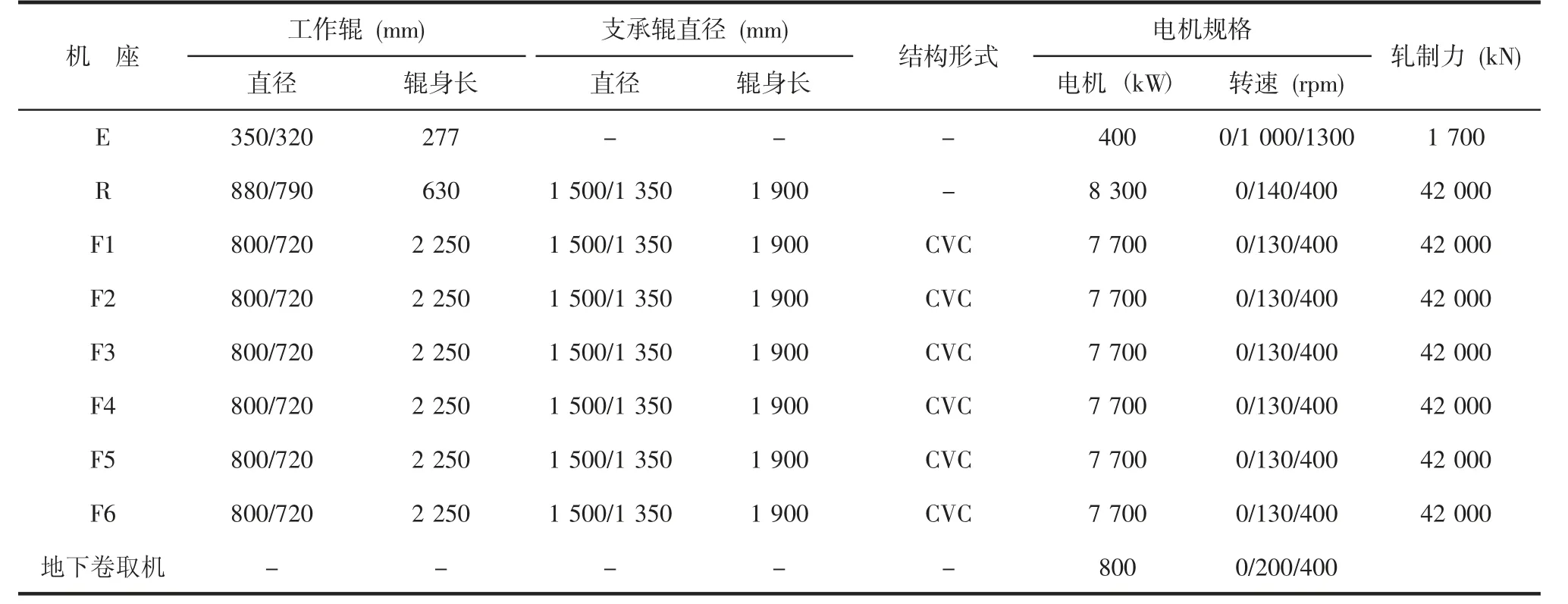
表1 主要設備參數
2 改造方案
為滿足擬建熱軋機組產品大綱的生產要求,充分利用CSP 線現有設備,節省建設投資,根據已確定的軋線主要設備配置,筆者提出如下工藝設備改造方案。
2.1 1 架粗軋+7 架精軋布置方案
該方案采用緊湊型布置方案,粗軋機組是單機架,生產線長度短,投資較小,粗軋產能和精軋產能匹配較好;精軋機組采用成熟、可靠的7 機架連軋方案,F0~F6 軋機全部采用液壓壓下系統和厚度自動控制(AGC) 系統,可提高帶鋼全長厚度控制精度,采用工作輥軸向竄動及彎輥技術,可保證對帶鋼凸度和平直度的控制精度,保證產品質量(見圖1,表2)。
(1) 新增步進梁式加熱爐2 臺、裝、出鋼機、爐區輥道、板坯庫輥道及設備;新增粗軋區域設備,包括高壓水粗除鱗機、E/R 粗軋機組、前、后推床、推廢裝置及保溫罩、粗軋區域輥道;新增熱卷箱、飛剪和精除鱗箱、層流冷卻及輸出輥道,3#夾送輥和卷取機、打捆機、托盤小車式鋼卷運輸區相關設備。
(2) 將原CSP 線帶立輥的粗軋機移做擬建熱軋精軋機組的F0E 和F0 軋機。主傳動電機及傳動系統不變。
(3) 將原CSP 線精軋機組的F1~F6 機架移做擬建熱軋精軋機組的F1~F6 機架,現有軋輥接軸、齒輪座、主接軸、電機接軸利舊。
(4) 將原CSP 線精軋機組的F6 主電機移做擬建熱軋精軋機組的F4 主電機,新增F6 主電機,以便提高后段軋機速度,其余機架主電機不變。
(5) 原CSP 線2 臺全液壓地下卷取機利舊使用。為滿足提高精軋機組出口速度的要求,3# 卷取機更新卷取主電機;同時更新夾送輥及助卷輥傳動電機。
2.2 2 架粗軋+6 架精軋布置方案
該方案粗軋機組采用雙機架,投資較大,R1軋制1 道次,R2 軋制5 道次,生產線長度較長,溫降較大;精軋機組是采用6 機架連軋,F1-F6 軋機全部采用AGC 自動厚度控制和彎串輥板形控制技術,由于比方案一少一臺軋機,軋制薄規格產品時,各軋機的壓下量分配較大,板形控制困難,產 品質量不易控制(見圖2,表3)。

圖1 1 架粗軋+7 架精軋工藝布置圖

圖2 2 架粗軋+6 架精軋工藝布置圖
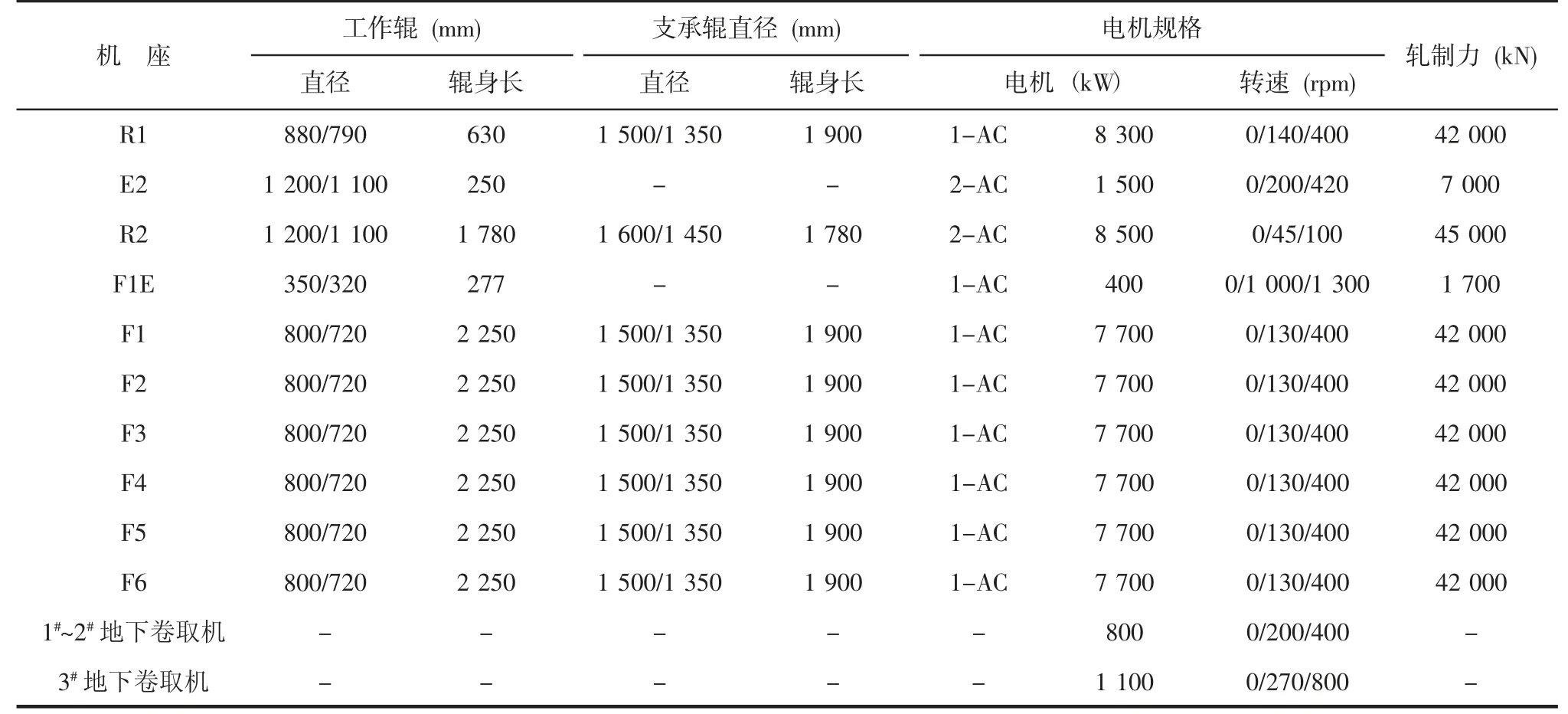
表3 主要設備參數
(1) 和1+7 布置方案一樣,新增加熱爐區設備、粗軋和精軋除鱗箱、熱卷箱、飛剪、層冷區設備和3#卷取機區設備、運輸區相關設備,原CSP線2 臺全液壓地下卷取機利舊使用。
(2) R1 粗軋機組利舊,新增E2/R2 粗軋機組、前、后推床、推廢裝置及保溫罩、粗軋區域輥道。
(3) 原CSP 線精軋機組作為擬建熱軋精軋機組,原R1 立棍軋機移做F1E 軋機。
3 結 語
通過分析某鋼廠薄板坯連鑄連軋生產線的工藝特點及設備組成,為充分利用原生產線的主要設備,同時滿足改造后的產能、產品及投資預算,筆者分別從產能、產品質量、改造難度、投資等方面比較分析兩種改造方案的優缺點。經對比分析,筆者認為粗軋R 軋機+7 臺精軋機組的方案滿足用戶需要,產品質量、板形、精度比較好,改造施工容易。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00
