機器人攻絲加工及仿真
2021-05-12 08:26:00楊韶勇刁燕羅華樊慶怡
機械 2021年4期
楊韶勇,刁燕,羅華,樊慶怡
機器人攻絲加工及仿真
楊韶勇,刁燕,羅華,樊慶怡
(四川大學 機械工程學院,四川 成都 610065)
針對傳統的手動攻絲和自動攻絲存在螺紋孔分布跨度大且無規則分布時難加工的弊端,本文提出一種以工業中常用的六自由度KUKA工業機器人為基礎,結合配套末端執行工具、夾具等外設的機器人自動攻絲系統。在對待加工零件攻絲孔的結構以及制造信息分析的基礎上,制定了其攻絲工藝及工序流程,確定了加工的工藝參數;在對攻絲軌跡初步規劃的基礎上,利用貪心算法獲得加工時間最短的攻絲路徑軌跡,并基于SprutCAM軟件平臺進行攻絲過程仿真,驗證了加工工藝和加工軌跡的可行性以及攻絲速度至少達到600個/h的實際生產要求。
工業機器人;自動化;加工仿真;路徑規劃
長螺母、盲孔螺母及各種螺紋孔在日常生活中應用廣泛,出現頻繁。傳統的螺紋孔加工方法以車床和攻絲機為主。但對于大型工件、螺紋孔分布跨度大且無規則分布和有角度要求的孔攻絲,傳統的加工機床很難滿足加工要求。王飛飛[1]提出了一種針對梯形螺紋的數控車床加工改進方法。王軍強等[2]提出了大螺距半圓形截面螺紋加工方法。姚明釗等[3]提出了對數控車圓弧螺紋車削加工新方法。劉振強等[4]提出了大導程小直徑螺紋孔電火花加工方法。鄭奇等[5]對外螺紋滾道加工方法的工藝參數進行了優化。工業機器人在工業生產中應用日益廣泛。鐘俊等[6]提出一種基于工業機器人的壓縮機開蓋設計方案。周佼等[7]研究了基于工業機器人的手機殼去披鋒工裝設計方法。
本文以薄金屬板上螺紋孔加工為研究對象,提出了一種使用六自由度KUKA工業機器人用于螺紋孔攻絲的新方法。該方法利用機器人作業可靈活調節攻絲的軌跡和姿勢且機器人自由度高、結構靈活、機械臂活動范圍大的優點,可完成大跨度、復雜分布孔工件以及復雜曲面孔的自動攻絲操作,從而解決了螺紋孔分布跨度大且無規則分布時難加工的弊端。
1 自動攻絲機器人及待加工零件簡介
1.1 自動攻絲機器人系統結構
自動攻絲系統的總體布置圖如圖1所示。
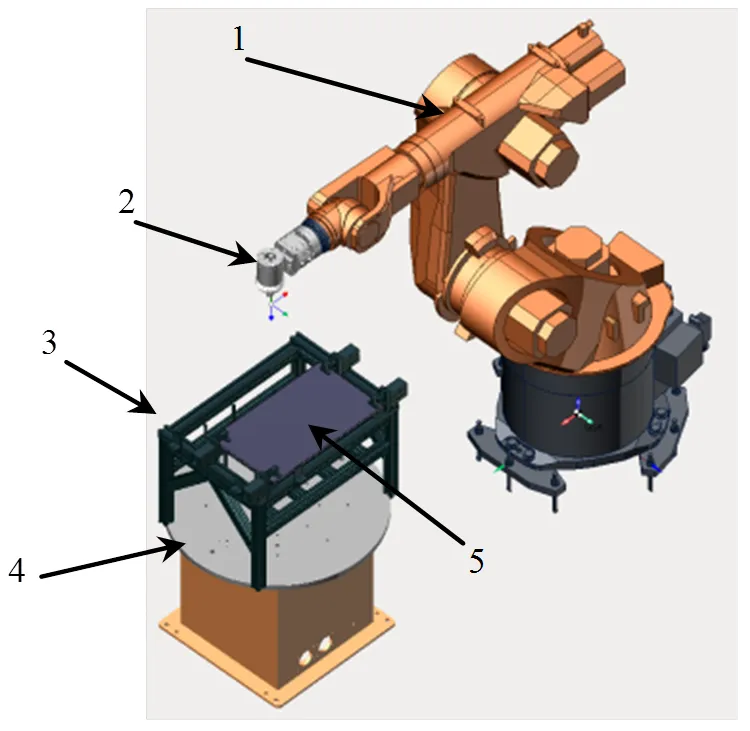
1.六軸工業機器人;2.快換攻絲工具;3.夾具;4.旋轉平臺;5.待加工工件。
1.2 待加工零件
本文研究對象為電視機背板,其材料為薄金屬鋼板具有耐蝕性、上漆性、成形性、點焊性的特點。其厚度為0.8 mm。如圖2所示。薄金屬板上螺紋零件剛性差,加工過程中容易出現變形,加工精度不高等問題[8]。

圖2 電視機背板實物圖
本文待攻絲電視機背板其尺寸為542×315×0.8 mm,待加工的8個M3的螺紋孔、4個M4的螺紋孔分布在零件水平面上,7個M2.5的螺紋孔分布在豎直面上,如圖3所示。
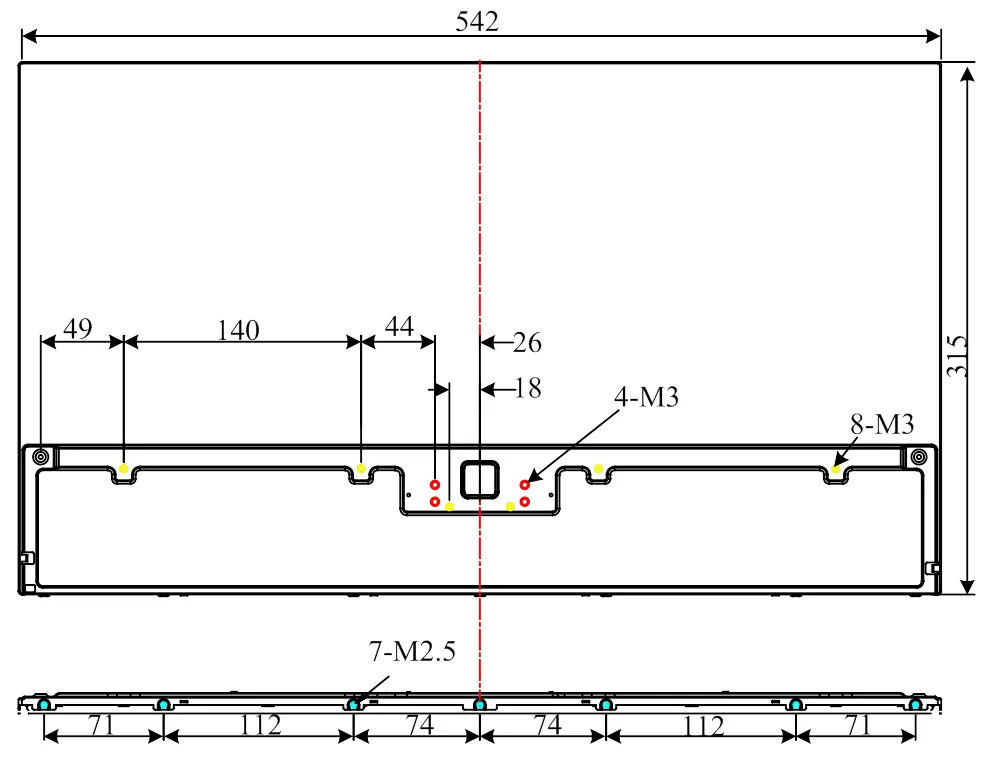
圖3 具體尺寸參數圖
2 待加工零件的攻絲工藝分析
2.1 絲錐型號的選取
切削絲錐切削的狀態難以控制、廢削難排出、已加工面容易劃傷;孔徑及螺距誤差不易控制,刀具易磨損;加工速度低,加工效率低。
擠壓絲錐是根據金屬材料受力后發生塑性變形和流動的特征,在工件底孔上擠壓出螺紋的孔的方法[9-10]。本文待加工電視機背板為塑性較好的鋼材料金屬板,故選用擠壓絲錐。
2.2 確定絲錐轉速及進給速度
本系統絲錐的轉動以及進給是依靠安裝在快換攻絲工具上的伺服電機進行驅動,其轉速1~5000 r/min,滿足待加工工件的轉速要求。表1為攻絲轉速的相關技術參數。
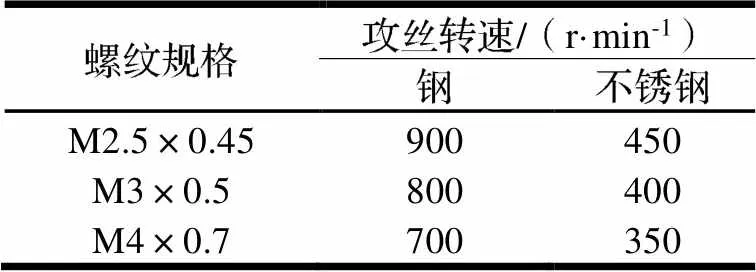
表1 攻絲轉速表
攻絲進給速度與轉速的關系為:
進給速度=轉速×絲錐螺距
計算結果如表2所示。
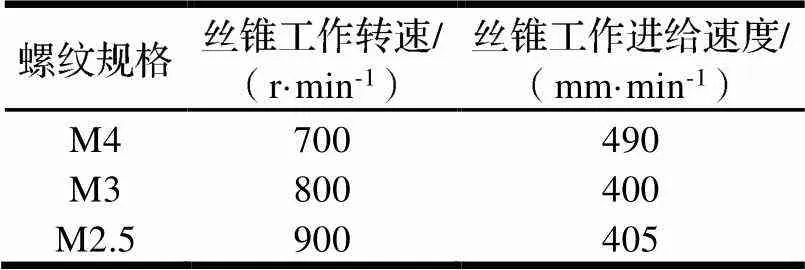
表2 進給速度計算結果
2.3 確定螺紋底孔尺寸
絲錐攻內螺紋前,先要有螺紋底孔,理論上,底孔直徑就是螺紋的小徑,確定底孔直徑大小,要考慮到工件材料塑性大小及鉆孔擴張量等因素。底孔不宜過大,否則會使螺紋牙型高度不夠,降低連接強度。
按經驗公式[11]計算如下:
(1)在加工鋼和塑性較大的材料及擴張量中等的條件下,有:
(2)在加工鑄鐵和塑性較小的材料及擴張量較小的條件下,有:

本文以電視機背板上的M4、M3、M2.5螺紋孔為例計算出底孔直徑,如表3所示。
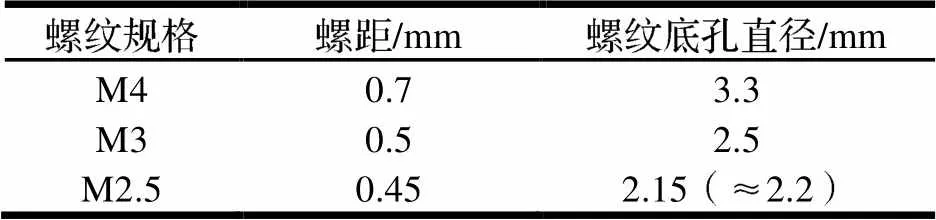
表3 薄金屬鋼板參數計算結果
2.4 螺紋孔加工工藝規劃
在前文對板件結構及制造信息分析基礎上將其加工工序總結為M4、M3、M2.5螺紋孔攻絲三道工序,如表5所示。夾具均為可調節夾持范圍的薄板專用夾具,快速移動速率均為10000 mm/min。

表5 螺紋孔攻絲工序表
3 攻絲路徑的軌跡優化
待加工電視機背板上螺紋孔分布,依次編號①~?,如圖4所示。
為了提高自動攻絲的效率,需遍歷19個螺紋孔且總距離最短。貪心算法[12-13]描述如下:在對問題求解時,總是做出當前情況下的最好選擇,否則將來可能會后悔,每次選擇得到的都是局部最優解,選擇的策略必須具備無后效性,即某個狀態以前的過程不會影響以后的狀態,只與當前狀態有關。使用貪心算法可以解決上述問題,其算法流程如圖5所示。
根據上述算法求得最優順序為:
M4螺紋孔攻絲順序:⑨-⑧-⑤-④
M3螺紋孔攻絲順序:?-?-⑩-⑦-⑥-③-②-①
M2.5螺紋孔攻絲順序:?-?-?-?-?-?-?
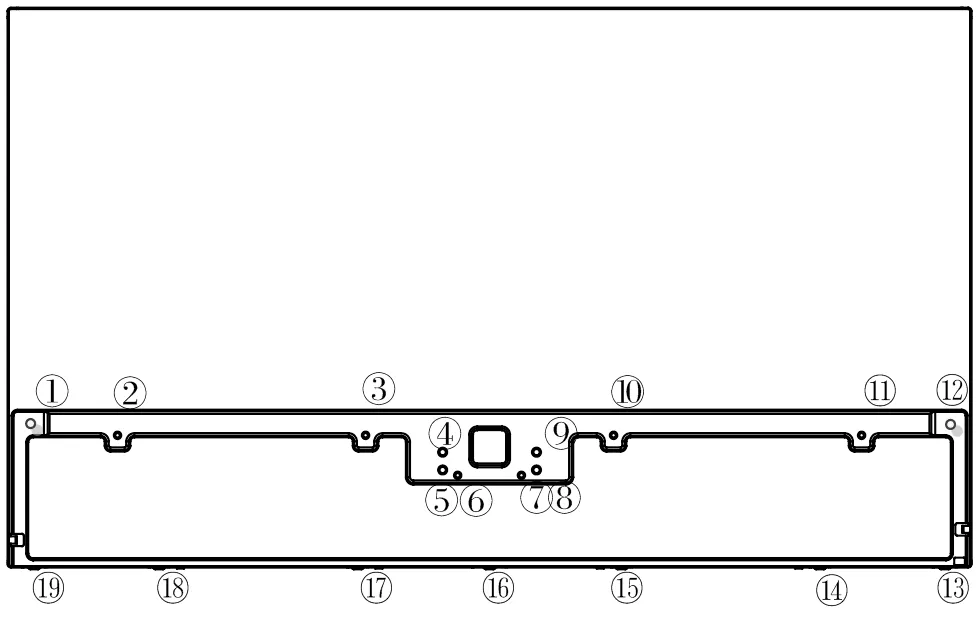
圖4 螺紋孔編號
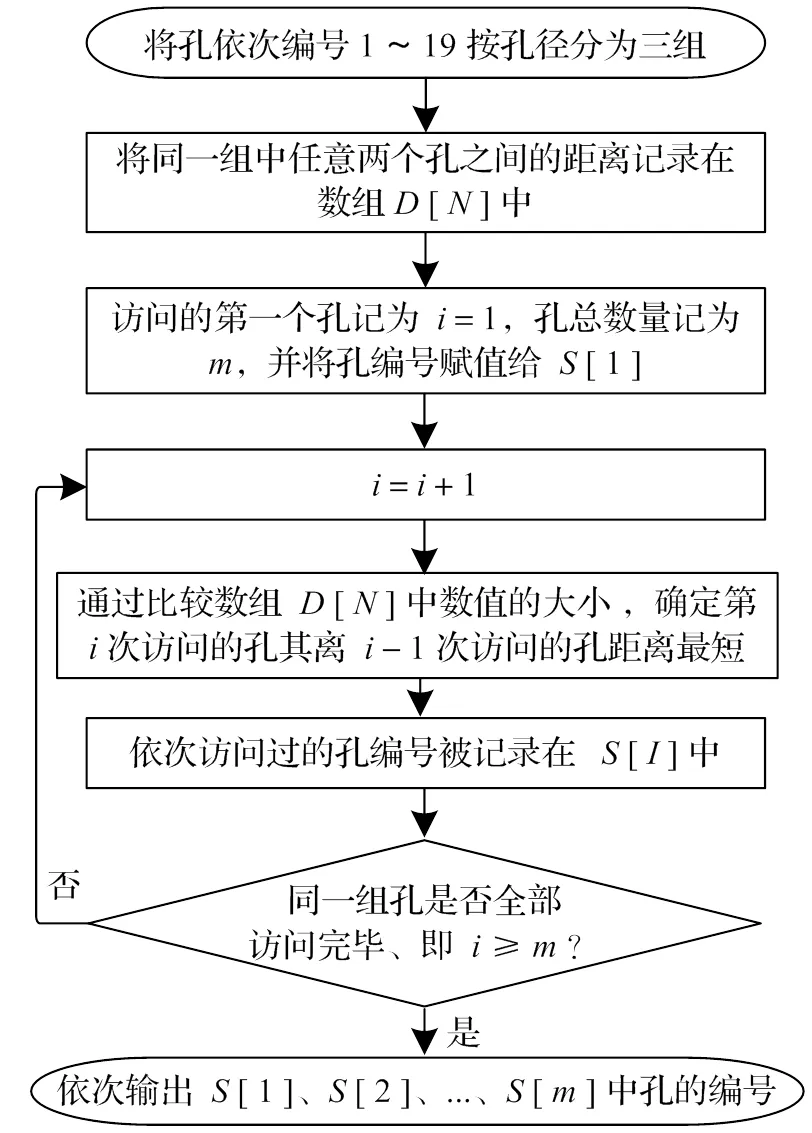
圖5 算法流程圖
4 仿真
4.1 SprutCAM機器人加工編程平臺
SprutCAM機器人編程軟件可以兼容所有的機器人及控制器,可直接導入3D模型,選擇多種加工策略。軟件平臺可以通過動態拖拽避讓線來做路徑的優化調整,甚至可以“自動產生避讓線”,能大幅度提高編程速度。
4.2 加工過程仿真
4.2.1 模型導入及定位
選定KUKA機器人模型,并依次將工裝夾具、待攻絲的薄板金屬件導入SprutCAM軟件中,并將工裝夾具在機器人系統自帶的旋轉工作臺上固定,薄板金屬件在工裝夾具上定位。導入模型并定位后結果如圖6所示。
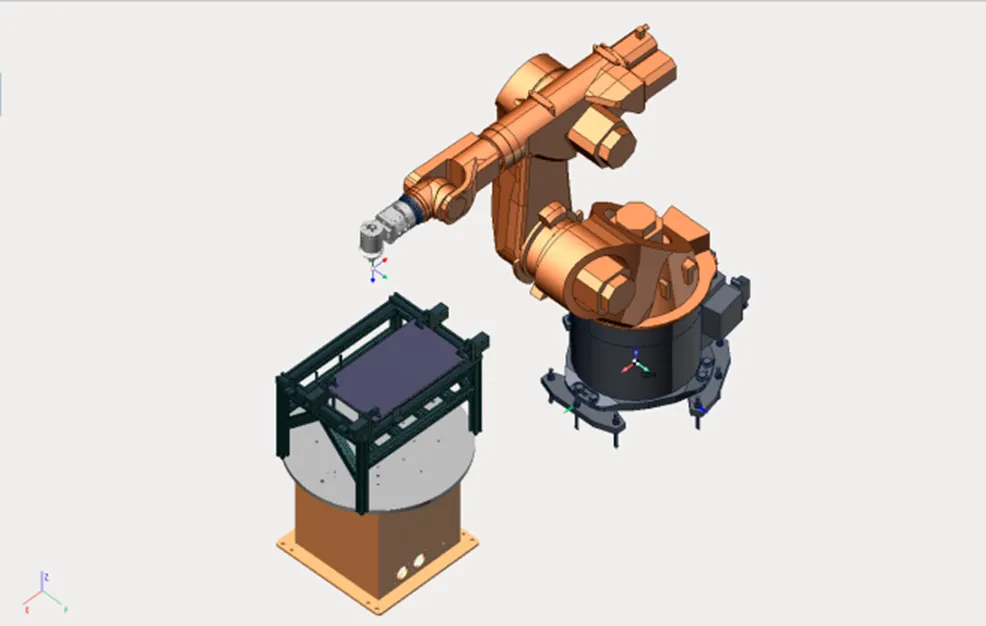
圖6 模型導入界面
4.2.2 M4螺紋孔攻絲
第一個加工工序為M4螺紋孔加工,根據上述的螺紋孔加工參數,絲錐直徑為4 mm,絲錐長度為60 mm,安全高度為10 mm(絲錐攻完一個螺紋孔后退出螺紋孔刀尖豎直向上運動到離板面10 mm的高度),絲錐進行攻絲時,絲錐周向轉速為700 r/min,絲錐垂直薄板面進給速度490 mm/min,非攻絲過程中機械臂帶動絲錐快速移動速度為10000 mm/min,自動識別孔的尺寸,范圍為3~4 mm,得到4個待加工的螺紋孔位置坐標,調整孔加工順序為上述⑨-⑧-⑤-④,在圖7、圖8所示的參數界面中進行設置。
仿真計算得到如圖9所示的攻絲軌跡線(圖中紅色虛線)。
4.2.3 M3螺紋孔攻絲
第二個加工工序為M3螺紋孔加工,根據上述的螺紋孔加工參數,絲錐直徑為3 mm,絲錐長度為60 mm,安全高度為10 mm(絲錐攻完一個螺紋孔后退出螺紋孔刀尖豎直向上運動到離板面10 mm的高度),絲錐進行攻絲時,絲錐周向轉速為800 r/min,絲錐垂直薄板面進給速度為400 mm/min,非攻絲過程中機械臂帶動絲錐快速移動速度為10000 mm/min,自動識別孔的尺寸,范圍為2.5~2.9 mm,得到8個待加工的螺紋孔位置坐標,調整孔加工順序為上述編號?-?-⑩-⑦-⑥-③-②-①,在圖10、圖11所示的參數界面中進行設置。

圖7 M4螺紋孔刀具參數設置

圖8 M4螺紋孔加工機械手末端參數設置
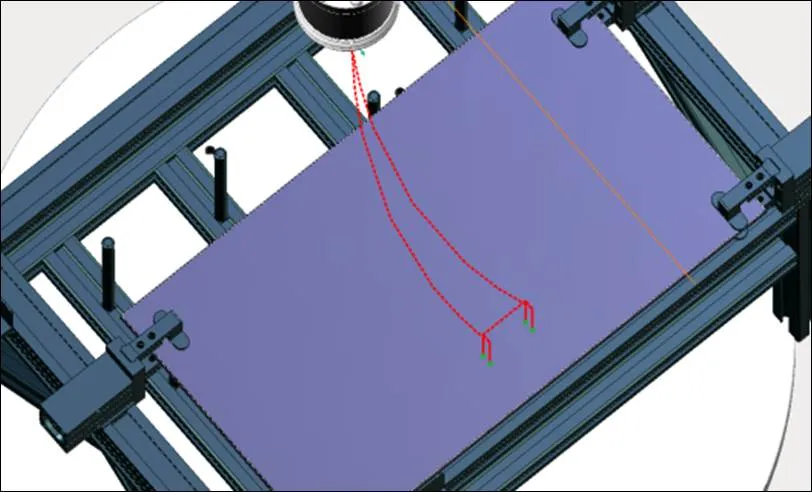
圖9 M4螺紋孔坐標信息及仿真軌跡線
仿真計算得到如圖12攻絲軌跡線(圖中紅色虛線)。
4.2.4 M2.5螺紋孔攻絲
第三個加工工序為M2.5螺紋孔加工,根據上述的螺紋孔加工參數,絲錐直徑為2.5 mm,絲錐長度為60 mm,安全高度為10 mm(絲錐攻完一個螺紋孔后退出螺紋孔刀尖豎直向上運動到離板面10 mm的高度),絲錐進行攻絲時,絲錐周向轉速900 r/min,絲錐垂直薄板面進給速度405 mm/min,非攻絲過程中機械臂帶動絲錐快速移動速度為10000 mm/min,自動識別孔為加工孔范圍為2.0~2.4 mm,得到7個待加工的螺紋孔位置坐標,調整孔加工順序為上述編號?-?-?-?-?-?-?,在圖13、圖14所示的參數界面中進行設置。

圖10 M3螺紋孔刀具參數設置

圖11 M3螺紋孔加工機械手末端參數設置
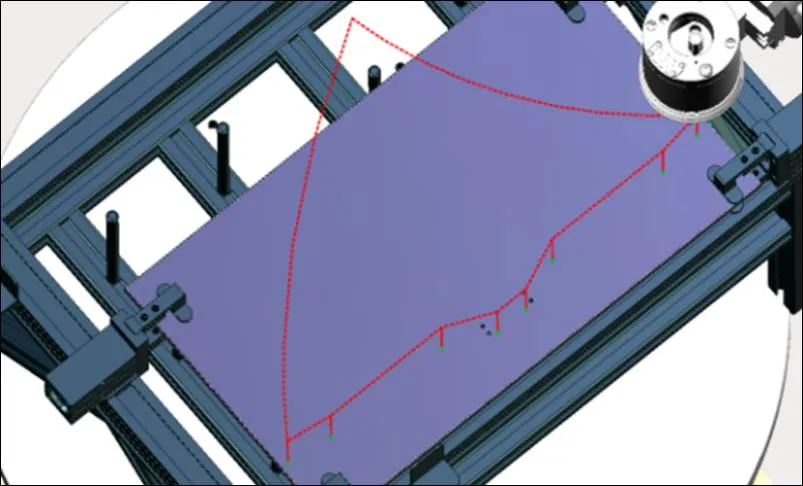
圖12 M3螺紋孔坐標信息及仿真軌跡線

圖13 M2.5螺紋孔刀具參數設置

圖14 M2.5螺紋孔加工機械手末端參數設置
仿真計算得到如圖15所示攻絲軌跡線(圖中紅色虛線)。
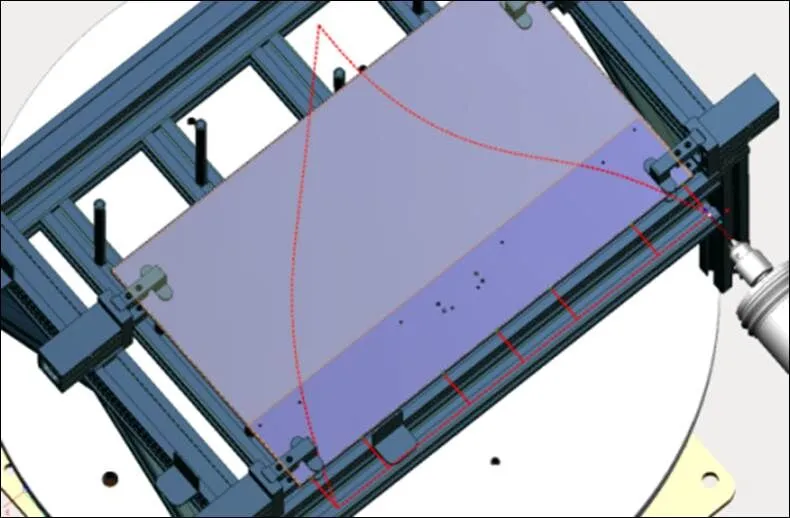
圖15 M2.5螺紋孔坐標信息及仿真軌跡線
5 結論
通過模擬結果分析,在攻絲過程中未出現機械臂位置不可達、碰撞、奇異點等現象,完成三個工藝流程共計攻絲19個螺紋孔加工模擬時長為26 s,加上更換絲錐的時間,可以達到攻絲速度600個/h。本文在選擇了薄板上螺紋孔作為研究對象后,重點總結了薄板上多類型尺寸螺紋孔攻絲工藝方法,提出了一種以六自由度KUKA工業機器人作為加工平臺的加工工藝步驟,并利用CAD/CAM軟件對機器人加工螺紋孔進行了較為深入的工藝研究,結果證明機器人攻絲系統對大跨度且無規則分布螺紋孔攻絲具有較好的適應性。
[1]王飛飛. 梯形螺紋的數車加工方法改進研究[J]. 價值工程,2020,39(4):136-137.
[2]王軍強,王偉,韓亮. 大螺距半圓形截面螺紋加工方法[J]. 金屬加工(冷加工),2019(11):50-53.
[3]姚明釗. 數控車圓弧螺紋車削加工方法研究[J]. 機械研究與應用,2019,32(4):178-180.
[4]劉振強,趙四強. 大導程小直徑螺紋孔電火花加工方法研究[J].機電產品開發與創新,2018,31(6):57-58+81.
[5]鄭奇,向守遷. 一種外螺紋滾道加工方法工藝參數研究[J]. 精密制造與自動化,2018(4):8-10.
[6]鐘俊,劉輝,劉恒,等. 基于工業機器人的壓縮機開蓋設計[J]. 機械,2019,46(8):42-46.
[7]周佼,鄧鵬輝. 基于工業機器人的手機殼去披鋒工裝設計[J].機械,2019,46(7):55-58.
[8]康后常. 關于某不銹鋼薄壁零件的加工工藝探討[J]. 中國金屬通報,2020(1):79-80.
[9]谷美林,史文,劉慧娟. 螺旋槽絲錐的結構優化及有限元分析[J]. 工具技術,2017,51(2):83-87.
[10]張明,劉海濤,薛鍇. 擠壓絲錐的工藝優化與應用[J]. 工具技術,2017,51(10):101-103.
[11]王健. 怎樣選擇攻絲前底孔的尺寸[J]. 機械工人技術資料,1976(1):58-61.
[12]Pouya Baniasadi,Mehdi Foumani,Kate Smith-Miles,Vladimir Ejov. A transformation technique for the clustered generalized traveling salesman problem with applications to logistics[J]. European Journal of Operational Research,2020,285(2):68-72.
[13]吳軍,李建,胡永泉. 求解TSP問題的擬人算法[J]. 計算機系統應用,2011,20(4):248-250,244.
Robot Tapping Processing and Simulation
YANG Shaoyong,DIAO Yan,LUO Hua,FAN Qingyi
(School of Mechanical Engineering, Sichuan University, Chengdu 610065,China)
In view of the shortcomings that the traditional manual tapping and automatic tapping are difficult to process when the threaded hole distribution span is large and irregular, this paper proposes a robot-driven automatic tapping system which is based on the six-degree-of-freedom KUKA industrial robot commonly used in industry and equipped with end-effectors, fixtures and other peripherals. On the basis of analysis on the structure of the tapping hole of the parts to be processed and the manufacturing information, the tapping process and process flow are established, and the processing parameters are determined; on the basis of the preliminary planning of the tapping trajectory, the greedy algorithm is used to obtain the tapping trajectory with the shortest processing time, and the tapping process is simulated based on the SprutCAM software platform, which verifies the feasibility of the processing technology and the processing trajectory and that the tapping speed meets the actual production requirements of at least 600/h.
industrial robot;automation;machining simulation;route plan
TP24
A
10.3969/j.issn.1006-0316.2021.04.010
1006-0316 (2021) 04-0062-06
2020-10-09
(四川大學瀘州市人民政府戰略合作項目)大跨度復雜分布孔工件的自動攻絲機器人系統關鍵技術研究(2018CDLZ-22-SCU)
楊韶勇(1995-),男,湖北襄陽人,碩士研究生,主要研究方向為機械設計及理論、機構與機器人學,E-mail:1439005458@qq.com;刁燕(1970-),女,四川西昌人,碩士,副教授、碩士生導師,主要研究方向為機器視覺和結構設計。
