批量制備靜電紡有序納米纖維的研究進展
2021-05-08 10:18:53高璐璐徐嵐
現代紡織技術 2021年2期
高璐璐 徐嵐

摘?要:靜電紡絲是一種常用且有效地制備納米纖維的方法,但其制備的納米纖維多為無序排列結構,具有各向同性、力學性能較差等缺陷,限制了納米纖維的應用。因此,對靜電紡絲裝置進行相應的改進,從而得到具有各向異性且力學性能較好的有序納米纖維,可進一步拓寬納米纖維的應用領域。此外,傳統單針頭靜電紡絲技術制備效率低,使得靜電紡有序納米纖維產量不高。為了提升產量,研究人員提出了多針頭及無針頭靜電紡絲技術。本文從靜電紡有序納米纖維和批量制備靜電紡納米纖維兩個角度出發,重點分析了為提高納米纖維有序度和生產效率而使用的各種靜電紡絲設備,系統概述了批量制備靜電紡有序納米纖維的研究進展。
關鍵詞:靜電紡絲;裝置;批量制備;有序納米纖維
中圖分類號:TS103.8
文獻標志碼:A
文章編號:1009-265X(2021)02-0007-15
Abstract:Electrospinning is an effective and common method for preparing nanofibers. However, the electrospun nanofibers are mostly disordered and have the defects of isotropy and poor mechanical properties, which limits the applications of nanofibers. The application fields of nanofibers can be further expanded by improving electrospinning device to produce aligned nanofibers of anisotropy and better mechanical properties. In addition, the preparation efficiency of traditional single-needle electrospinning technique is low, which limits the yields of electrospun aligned nanofibers. In order to increase the yield, the multi-needle and needleless electrospinning technologies were put forward. This study is intended to focus on various types of electrospinning devices used for enhancing the order degree and production efficiency of nanofibers from the aspects of electrospun aligned nanofibers and batch preparation of electrospun nanofibers, and systematically review the research progress of batch preparation of electrospun aligned nanofibers.
Key words:electrospinning; device; batch preparation; aligned nanofibers
作者簡介:高璐璐(1995-),女,山東泰安人,碩士研究生,主要從事靜電紡有序納米纖維的制備及其應用方面的研究。
近幾十年來,納米纖維以其孔隙率高、比表面積大等優點,在組織工程、電化學、傳感器技術、光催化、過濾以及醫療等領域的應用越來越廣泛。納米纖維的制造技術有多種:海島法、熔噴法以及靜電紡絲法[1]。而靜電紡絲法因其制作工藝簡單方便,也迅速發展起來,總結該技術發展進程,主要包括4個階段:a)探究聚合物是否可紡,逐漸改良紡絲工藝參數;b)制作復合型納米纖維,探索研究其形成機理,細致調整納米纖維結構;c)探索研究電紡納米纖維應用;d)探究批量制備方法,進一步實現工業化生產。當然,這四個階段并不是遞次漸進的,而是相互交融,共同發展[2]。傳統的靜電紡絲法制備的納米纖維多為無序排列結構,具有各向同性,力學性能較差等缺陷;且傳統單針頭靜電紡絲方法生產納米纖維效率較低,難以滿足工業生產需求,這兩個方面的不足使得納米纖維的應用也受到限制。因此眾多研究者對這兩項不足進行了改進,通過控制電場、附加磁場以及改變靜電紡的接收裝置等方法可獲得各種形態的有序納米纖維集合體[3];通過改變靜電紡的噴絲口裝置,將傳統單針頭靜電紡改進為多針頭或無針頭靜電紡[4],以提高納米纖維產量,這也將進一步拓寬納米纖維的應用領域。
1?靜電紡有序納米纖維
傳統靜電紡納米纖維多為無序排列結構,具有各向同性,力學性能較差等缺陷,限制了納米纖維在許多領域的應用,因此納米纖維的定向排列被越來越多的應用所要求。目前可以通過靜電、磁力及機械方法獲得有序納米纖維[5-6],其中靜電方法是通過對接收裝置進行改進,獲得有序納米纖維;磁力方法是將少量磁性納米粒子加入紡絲溶液中,使得納米纖維在磁場力作用下拉伸,進而得到有序納米纖維;機械方法是利用轉軸旋轉,得到的有序納米纖維是沿旋轉方向排列的[8]。有序納米纖維集合體具有各向異性,在組織工程支架、光電器件的電子元件、化學傳感器[7]及細胞定向培養基[3]等領域應用愈加廣泛。
制備靜電紡有序納米纖維的方法有很多種,如平行電極法、轉軸法、圖案化電極法、導電模板法、磁紡法等[7]。
1.1?平行電極法
靜電紡絲過程中,射流對接收板附近的電場力很敏感,因此要想獲得定向排列的有序納米纖維,可以調整接收區域的電場分布。平行電極法的接收裝置為兩塊平行放置的電極,紡絲時,在電場力的作用下,聚合物溶液射流被牽伸成絲后搭在兩個電極之間,形成定向排列的有序納米纖維膜。由此生成的納米纖維膜,便于轉移到其他基底上進一步應用及加工[9]。
在此設計基礎上,Wang等[10]將兩塊平行電極換成兩塊薄鋁片,其他與常規平行電極法配置沒有區別,且原理也相同,如圖1所示。而Park等[11]也將兩塊平行電極換成了兩塊薄鋁片,但此鋁板接收裝置放置角度不同,其中一塊面對噴絲口水平放置,另一塊在右下側垂直放置,兩塊鋁片不相交,邊緣斜向平行,如圖2所示。與平行電極法中電極的平面配置相比,此集電極包括一個傾斜的間隙,該間隙由水平和垂直薄鋁片的位置及相互之間的高度差確定。由于高度差,電紡納米纖維在下部鋁片的邊緣依次出現,從而制造出連續且對齊良好的納米纖維陣列。這是由于自對準需要更多的空間和時間,以及順序懸掛過程中更有效的拉伸力所致。使用這種裝置紡絲時,在電場力作用下,聚合物溶液射流被牽伸,其中一部分沉積在水平放置的鋁板上,呈現無序排列結構;另一部分搭在兩片鋁板之間,呈現有序結構,該法可制備單向定向納米纖維膜,且在平行電極法的基礎上提高了有序度。
Zhao等[12]對此也做了一些改進,兩塊平行放置的電極不變,接電源負極,噴絲頭接正極,改進之處為在噴絲頭與收集裝置之間放置了一個帶正電的銅環,如圖3所示。經研究發現,帶正電的環可減少電紡過程中帶電射流的能量損失及其不穩定性,通過改變銅環的電壓以及間距,可以控制有序納米纖維的直徑以及有序性,該法可制備單向定向納米纖維膜。
Teo等[13]將收集裝置設計為兩個呈直線狀放置且有一定間隙的刀片,如圖4所示,用來收集取向納米纖維束,兩個刀片除了刀鋒,其余都用絕緣膠帶纏繞做絕緣處理,紡絲時,在電場力作用下,射流被牽伸,且受刀片間形成的平行電場影響,使得納米纖維搭在兩刀片之間,再經陸續后處理得到納米纖維紗線。
Lei等[14]將輥筒收集與平行電極收集法相結合,制作了內置柵狀電極的絕緣空心圓筒,以此作為收集裝置,可制得單向定向排列的有序納米纖維,如圖5所示。噴絲頭連接電源正極,柵狀電極連接電源負極,由于噴頭和電極之間的電荷相反,射流將沿著電極吸引牽伸成絲,以大面積對齊的方式搭在間隙上。此方法可以通過改變圓筒直徑以及電極間隙來調節有序程度,且接收到的納米纖維產量較高。
1.2?轉軸法
在傳統靜電紡絲基礎上,Matthews等[15]將接收裝置換成一個轉軸,且該轉軸轉速可調,如圖6所示。紡絲時,聚合物溶液在電場力作用下牽伸成絲,之后纖維纏繞在轉軸上,通過調整適當的轉速,得到的有序納米纖維是平行于轉速方向上排列的,用此裝置制備來自小牛皮的Ⅰ型膠原蛋白纖維,但是有序性沒有想象中好。
Jin等[16]將收集裝置改為不斷旋轉的旋轉輥,將旋轉輥一半浸沒在乙醇溶液中,如圖7所示,當納米纖維收集到旋轉輥上時,旋轉心軸始終保持旋轉,紡絲完成后,將得到的納米纖維取出,用去離子水洗去殘留的乙醇溶液,之后在-20 ℃的環境下冷凍24 h,之后進行冷凍干燥處理,就得到三維定向納米纖維。在靜電紡絲過程中,納米纖維受到多種力的共同拉伸,其中包括外部電場施加的靜電力、每個纖維表面積累的電荷之間的排斥力以及由于心軸旋轉而產生的牽引力,這些力導致纖維中具有明顯殘余應力的取向納米纖維的形成。
Pu等[17]將收集裝置設計為一根鋁棒穿著兩個平行的鋁盤,如圖8所示。由此裝置可收集雙層納米纖維膜,其中第一層為取向納米纖維膜,第二層為無序排列納米纖維膜。鋁棒做絕緣處理,紡絲時,鋁棒旋轉且接地,噴絲頭接電壓正極,射流在電場力作用下牽伸成絲,兩個鋁質圓盤間產生的平行電場導致聚合物纖維搭在兩個鋁盤之間,得到取向纖維,但隨著紡絲過程的持續,厚度達到一定程度,纖維呈現無序排列結構。故該裝置可得到取向與不取向兼得的兩層納米纖維膜。
Nguyen等[18]將旋轉輥筒作為收集裝置,設計點在于在滾筒上放兩片沿滾筒弧度彎曲的聚酰亞胺薄膜,這兩片薄膜有助于重新定向由收集器旋轉產生的氣流,并減少空氣運動對射流路徑的干擾,如圖9所示,噴絲頭接電壓正極,旋轉輥筒接地,紡絲時,在電場力作用下,射流被拉伸成絲,由介電材料制成的兩個膜將電場聚焦在它們之間的間隙上,使射流搭在兩個薄片之間,可收集到高度有序的納米纖維膜,且可以通過間隙和收集器的相對位置來控制纖維的沉積,并且可以通過間隙的寬度來控制纖維束的寬度。
Lee等[19]引入了靜電螺旋收集線圈,該裝置由帶正電的針狀噴嘴和帶有高壓直流電源的會聚透鏡組成,螺旋形集電器安裝在旋轉的繞線機上,并在噴絲頭上放置一匯聚線圈,同時在前方45°上放置一用于會聚透鏡的螺旋收集線圈,如圖10所示。紡絲時,噴頭及匯聚線圈接電壓正極,螺旋收集線圈接地,在電場力作用下,射流被拉伸成絲,在螺旋線圈入口處沉積形成納米纖維束,通過將它們從納米纖維網中抽出,使用絕緣的銅棒來附著納米纖維束,然后通過緩慢移動銅棒來取出,從而在轉軸上得到定向連續納米纖維束。
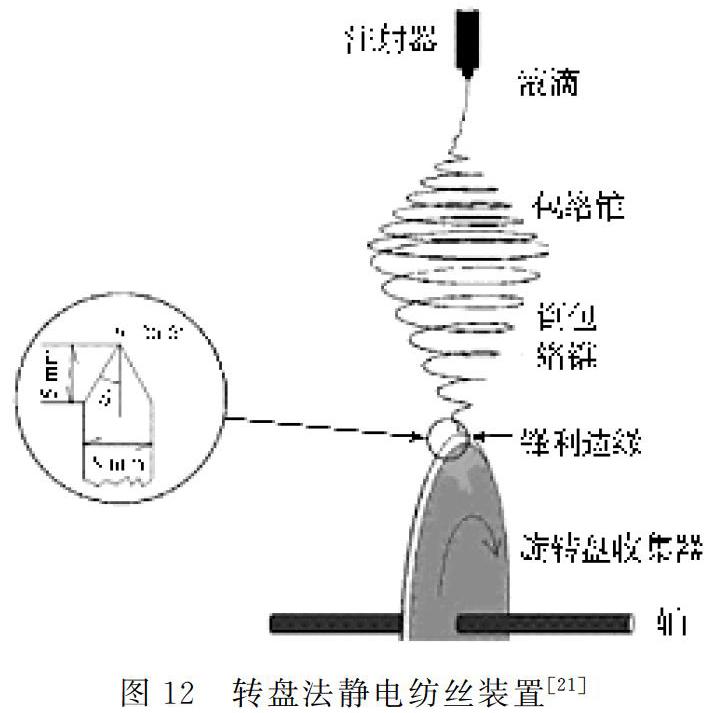
王倩[20]使用一種共軛紡絲裝置制備了小口徑納米纖維管狀支架,如圖11所示,應用于組織工程血管支架。這種裝置可有效制備連續納米纖維束和紗線,在喇叭口下方有兩個相對放置的噴絲頭分別接電源的正負極,紡絲時,兩噴頭產生的射流帶有不同電荷相互吸引,在噴頭處形成泰勒錐,使納米纖維在喇叭口聚集,最后形成的納米纖維紗線由絕緣棒引出,形成中空纖維網,卷繞到芯絲上,加捻成紗。
Theron等[21]將接收裝置改進為一個高速旋轉的邊緣鋒利的大圓盤,如圖12所示,紡絲時,在電場力作用下,聚合物溶液牽伸成絲,纏繞在圓盤上,因電場和高速旋轉的圓盤的共同作用,可在圓盤邊緣收集到高度有序的納米纖維,但是產量較低。
許多研究者還在這個轉軸法基本裝置的基礎上做了許多改進。轉軸法的優點是生產率高,可大面積制備有序納米纖維,缺點是轉軸與射流的相對運動不好調控,有序性不高,只能得到大致取向的納米纖維,無法隨意轉移得到的納米纖維,轉移過程中較易破壞其有序結構[11]。
1.3?圖案化電極法
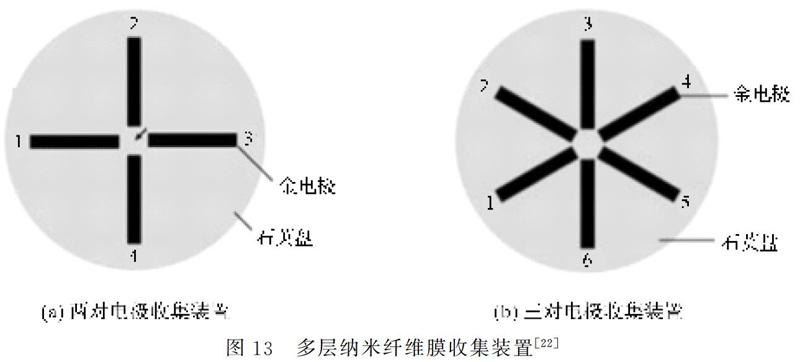
Li等[22]設計了一種收集裝置,可制得多層多向取向納米纖維膜。將兩對垂直放置的金電極粘在石英圓盤上,如圖13(a),圓盤絕緣,將其中一對相對電極接地(如1-3,2-4),納米纖維會搭在兩個相對電極之間的間隙中,再轉換另一對相對電極接地,就會收集到兩層互相垂直可分離的取向納米纖維膜。后又將兩對電極同時接地,則同樣會在間隙得到兩層取向性好的納米纖維,但是這兩層納米纖維并不會分離。之后又在絕緣石英板上粘了3對金電極,如圖13(b),同樣將三對電極對依次接地(如1-4,2-5,3-6),收集到3層沿3個方向的取向納米纖維膜,且可以互相剝離。
1.4?導電模板法
Zhang等[23]利用導電模板作為接收裝置,由導電金屬線編織成織物結構圖案,形成導電模板,如圖14(a)。紡絲時,聚合物溶液在電場力作用下被拉伸成絲,形成的納米纖維會沉積到導電模板上,形成圖案化的纖維集合體,如圖14(b)。制備圖案化纖維的關鍵因素是金屬線的寬度和織物結構所形成的突起。當金屬線過寬時,電紡纖維無序;當織物結構沒有突起時,圖案化電紡絲無法形成;該種方式可以通過設計不同圖案,圖案要求是突起的,進而可以得到不同相應形態的納米纖維。
1.5?磁紡法
以上介紹的方法,是分別通過改變電場分布以及接收裝置得到有序纖維或圖案化纖維。除此以外,還可以借助磁力使納米纖維有序化。Yang等[24]在傳統靜電紡絲裝置的接收裝置上放了兩塊磁鐵,磁鐵平行對立,如圖15所示。前驅體溶液中加入少量磁性納米粒子(即納米四氧化三鐵),之后納米纖維在磁場力作用下拉伸,從而使電紡絲平行懸搭在兩塊磁鐵的空隙中,進而得到有序納米纖維。紡完絲后,在兩塊磁鐵的空隙里插入鋁膜、玻片等接受基底,向上平穩移動,即可得到納米纖維膜。不僅如此,通過這樣多次反復紡絲,還可獲得多層網格結構的納米纖維。這種方法的優點是操作方便、設備簡單,且得到的有序排列纖維有序度高、面積比較大。
1.6?其?他
除上述幾種方法外,通過改變接收裝置還可得到放射狀的定向納米纖維膜。Xie等[25]在傳統靜電紡絲基礎上,只將接收裝置改為一個圓柱形裝置,收集到放射狀的定向納米纖維膜,如圖16所示。紡絲時,在電場力作用下,納米纖維以放射狀沉積到金屬圓柱邊緣。這種放射狀有序納米纖維膜在組織工程支架方面的應用較好,尤其適用于在納米尺寸上引導細胞從外圍向中心繁殖。
2?批量制備靜電紡納米纖維
傳統的靜電紡絲技術是在充滿聚合物溶液的噴絲裝置(多為注射器)上接電壓正極,接收裝置接電壓負極,使得二者之間產生電場力,這時在噴絲裝置中的溶液就會在電場力的作用下在噴絲頭(多為針頭)的尖端形成泰勒錐,進一步增強電場強度,形成射流,在其不斷拉長以及溶劑不斷揮發后,納米纖維在收集裝置上不斷沉積、鋪疊,最終形成納米纖維膜。但傳統的單針頭靜電紡技術納米纖維產量很低,這是因為形成的射流數量有限[26]。要想提高紡絲產量,就要增加射流的數量,故可以通過增加針頭的數量加以實現[27-30]。此外,除了射流根數能影響納米纖維產量,影響靜電紡絲過程的因素也會對納米纖維產量產生相應影響:主要有聚合物溶液的性質(例如黏度、電導率、表面張力、聚合物的相對分子質量、溶液濃度等),可控的紡絲工藝參數(包括施加電壓、供液速度、接收裝置與噴頭之間距離、噴絲頭結構形態等)和環境參數(濕度、溫度、紡絲室的氣流速度等)[31-33],當然,這些靜電紡絲因素也影響了納米纖維形貌。
靜電紡技術實現批量制備納米纖維主要方法有多針頭和無針頭靜電紡絲兩種方式,通過增加射流的數量,進而使納米纖維的產量提高[4]。
2.1?多針頭靜電紡絲
多針頭靜電紡絲技術是同時利用多根針頭以不同陣列排列進行紡絲的方法。
Theron等[28]分別采用單針頭、七針頭(7×1線性排列)和九針頭(3×3排列)進行靜電紡絲,對噴頭-噴頭相互作用結果的進行詳細物理理解分析,如圖17所示。靜電紡絲的電場分布用點電荷電場模擬,聚合物溶液的黏彈性流變行為用Maxwell模型描述,發現在約4 cm2的正方形上9個針頭的距離約為1 cm時,可以實現工藝的合理穩定性和初紡納米纖維墊的均勻性,但紡絲過程中射流受到來自針頭電場、射流表面的電荷所產生的庫侖力和不同射流相互之間電荷庫侖力的影響,其模擬實驗結果也表明相鄰射流之間相互庫侖力影響各個帶電射流的路徑。
Kim等[30]采用5個噴嘴環形排列,在噴嘴周圍加上圓筒狀的輔助電極,如圖18所示,使電紡噴嘴穩定,減輕旋轉溶液的彎曲不穩定性,進而使射流運動穩定,射流路徑不會因環境因素干擾發生偏斜。
Tomaszewski等[34]分別將多個針頭以直線形、橢圓形、圓形排列后同時進行靜電紡絲,如圖19所示,不同形狀排列下的靜電紡絲效率以每個針頭的平均產量來衡量,實驗結果表明針頭呈同心形排列時具有相對最高的紡絲效率,并且得到的納米纖維質量最好,且發現納米纖維的產量和排列的針頭數量呈正比;針頭呈橢圓形排列時紡絲相對較好;而當針頭以直線形排列時,紡絲相對較差,只會在兩側少數針頭上出現射流。但是同心形排列不能減小針頭之間的正常紡絲間距。
覃小紅等[35]設計了一種朝上噴的多噴頭靜電紡絲裝置,并用屏蔽套屏蔽了噴頭之間的電場,從而改進靜電紡絲中射流的穩定性。
雖然多針頭靜電紡絲裝置能顯著的提高紡絲效率,但各針頭產生的帶電射流之間會相互作用,且會有射流表面電荷引起的射流方向改變。此外,多針頭同時進行紡絲還會出現一系列技術問題,例如供液設備復雜,針頭易堵塞和清理困難等。不過許多研究者通過在裝置中引入氣流場來緩解噴頭與噴頭之間的相互干擾[36]。
2.2?無針頭靜電紡絲
雖然增加噴頭數量、改變噴頭排列形態能使靜電紡絲的產量提高,但有一定的限制[37],故許多研究者開始研究無針頭靜電紡絲方法。
2.2.1?自由液面
Miloh等[38]認為靜電紡批量制備方法通常依賴于多針頭系統,每個針頭都會發出單根射流,但是射流之間的庫侖力會相互影響,進而使得射流不穩定,且針頭極易堵塞,生產率并不能很有效的提升。為此設計了一種自由液面靜電紡絲裝置,如圖20所示。表面為聚合物溶液,鐵磁懸浮體在底層,該鐵磁懸浮體的下層受到由永磁體或線圈提供的正磁場的作用。這時鐵磁懸浮體會產生穩態峰值,類似于針頭靜電紡絲中的泰勒錐,從而聚合物溶液在電場力作用下,在表面形成射流拉伸成絲。用這種方法在直徑約幾厘米的皮氏培養皿中產生了數千個噴嘴。但是,這種方法僅限于聚合物溶液以及油基鐵磁懸浮液,并且需確保它們不會相互接觸而沉淀。
He等[39]模仿蜘蛛吐絲方式研發了一種氣泡靜電紡絲裝置,來提高生產率,該裝置由一根氣體管、一個儲液器和一個收集器組成,其中有一根金屬電極穿過氣體管,紡絲時由該管通入氮氣;收集器放置在儲液器的正上方,接地,如圖21所示。紡絲時會在溶液表面上產生許多氣泡,氣泡破裂時會產生許多射流,射流在高壓電場作用下被牽伸,且溶劑揮發,最終形成納米纖維。由此裝置獲得的納米纖維直徑可低至50 nm。通過改變進氣壓力和空氣管頂點的位置可以調整氣泡的大小,進而影響納米纖維的直徑。
Thoppey等[40]開發了一種帶有碗狀儲液器的電紡裝置,用來代替由物理泵推送聚合物溶液的針頭儲液器。該裝置的儲液器鋁碗連接電源正極,收集器為同心空心圓柱體,如圖22所示。在高壓電場作用下,碗中的聚合物溶液在表面產生眾多射流,后在碗沿等間距散開,之后在電場力作用下,牽伸成絲,形成納米纖維。這種方法可使產量提高接近40倍,但是當碗中聚合物溶液液面低于碗沿時,紡絲即停止,因此紡絲過程沒法連續進行。
Jiang等[41]提出了金字塔形銅噴頭的無針靜電紡絲裝置,如圖23所示。紡絲時,將溶液連續不斷地注入金字塔形噴頭,使“金字塔”每層的邊緣都有聚合物溶液,且多余的溶液會緩慢流到儲層。在電場力的作用下,金字塔每層的邊緣都會產生大量的射流,牽伸成絲,形成納米纖維。這種裝置的生產率比傳統的單針紡高數百倍,且纖維更細。
于昊楠[4]設計了一種碟形噴頭靜電紡絲裝置,如圖24所示,且碟形噴頭的圓周傾角大小對納米纖維產量有一定的影響:在一定范圍里,納米纖維產量會隨噴頭圓周傾角的增大而增加,這是因為在電壓相同時,碟形噴頭圓周傾角越大,電場強度越大,會使紡絲速度越快,由此使得溶液射流根數增多,最終使得產量增加。但是傾斜角度不宜過大,過大使速度過快,而無法滿足連續紡絲,實驗結果表明選擇圓周傾角為60°的碟形噴頭,批量化生產最為合適。
Wu等[42]提出了使用圓柱體作為發射器的高通量無針靜電紡絲,在高壓下,無針靜電紡過程會通過液面薄膜上的電流體動力學不穩定性產生射流。結果表明,該裝置生產聚環氧乙烷納米纖維的產量相較傳統單噴頭靜電紡絲而言高出260倍以上。故無尖端靜電紡絲可生產高質量高產量的納米纖維。
Shin等[43]設計了雙垂直桿無針靜電紡絲裝置,如圖25所示。電壓為50 kV時,隨著垂直桿與收集板的距離增加,則紡絲過程中射流到收集板的牽伸距離有所增加,纖維直徑減小。而對生產率而言,隨著施加電壓的增加,生產率幾乎成比例地增加;且垂直桿與收集板的距離越小,生產率越高。故要想獲得高質量高產量的納米纖維,需要將垂直桿與收集板的距離控制在較好范圍內。
Moon等[44]設計了一種帶有螺旋探測旋轉圓柱體的無針靜電紡絲技術,用于制備納米纖維網,如圖26所示。該技術生產率與傳統單針頭靜電紡納米纖維相比提高了6倍,同時可以生產具有高結晶度的聚合物納米纖維,以及包含幾種不同聚合物的納米纖維網,這在常規電紡中很難生產出來。
Fang等[45]對自由液面紡絲裝置進行改進,設計了4種噴絲裝置,如圖27所示,即改進的氣泡靜電紡絲裝置,其銅制圓柱體儲液裝置中裝有一個與氣管相連的尼龍錐形空氣噴嘴(圖(a));改進的自由液面靜電紡絲裝置,其儲液裝置是類似的銅圓柱體,其中從其上表面挖出了一個圓柱形凹槽(圖(b));斜截面自由液面靜電紡絲裝置,其儲液裝置與改進的自由液面靜電紡絲裝置類似,但凹槽由圓錐臺及一個圓柱體組成(圖(c));球形截面自由液面靜電紡絲裝置,其儲液裝置為一個銅制圓柱體被半徑為50 mm的球截斷(圖(d))。4種結果比較表明,球形截面自由液面靜電紡絲裝置生產的納米纖維直徑分布更均勻,質量更好,產量也最高,當施加電壓為40 kV時,產量可達20.03 g/h,因此非常適用于在較低電壓下批量制備納米纖維。
2.2.2?限制流體
Dosunmu等[26]設計了一種多孔空管的靜電紡絲設備,如圖28所示。在該實驗中,多孔基質是由聚丙烯制成的孔徑為10~20 μm的多孔圓柱形噴嘴,收集裝置為一同心空心圓柱體。溶液在噴絲裝置中受到氣壓的作用,從小孔中被擠壓出,在電場力作用下拉伸成絲,并收集在外側的收集裝置上。這種限制流體的紡絲裝置產量相較單個噴絲頭的裝置而言,提升了250倍;缺點是存在噴頭易堵塞、清理?較為困難的問題。
Varabhas等[29]設計了一種裝置,由聚四氟乙烯制成的多孔空管水平放置,如圖29所示,多孔管壁上的孔很小,可阻止聚合物流動,在管壁的一半處鉆出的孔可減少流阻。這種裝置可以控制射流的方向,且產量與傳統的靜電紡相比提高了50倍,獲得的纖維品質好,同時產量可以通過增加空管長度以及增加小孔數量來提高,但是這樣需要更大的紡絲電壓,裝置同樣存在清理困難的問題。
Wang等[46]提出用圓錐形金屬絲線圈作為噴絲頭,如圖30所示,錐形結構的內部充滿聚合物溶液,噴頭連接電壓的正極,收集裝置連接電壓負極。紡絲時,聚合物溶液從螺旋形金屬絲的縫隙間流出,在高壓作用下形成泰勒錐,后被牽伸拉長成為納米纖維。這種設計方式生產效率提高了13倍,但是缺點是產生射流不連續,且流動性好黏度小的溶液無法紡絲,因此不適用于工業化生產。
2.2.3?曲面發射
Jirsak等[47]發明了納米纖維批量制備機器—納米蜘蛛,如圖31所示。紡絲時,帶電滾筒轉動且其圓周的一部分(底部)浸入聚合物溶液中用以供液,通過旋轉的帶電電極,在電場力作用下,會在聚合物溶液表面產生射流,進而牽伸成絲,制備納米纖維,該裝置能制備出超過1 m幅寬的納米纖維網,使紡絲效率大幅提高,從而達到批量制備的能力。這是無針頭靜電紡技術發展過程中的一座里程碑,為靜電紡絲技術的工業化奠定了基礎。
Liu等[48]設計了一種由直流電動機驅動的珠串用作無針噴頭的紡絲裝置,如圖32所示。當進行靜電紡絲時,鋼珠串在金屬鏈條的帶動下移動,兩邊溶液刷將聚合物溶液刷在鋼珠上,在高壓電源下,泰勒錐在鋼珠表面形成,并在電場的作用下拉伸成射流,溶劑揮發后,射流成絲,在收集板上獲得納米纖維膜。
Tang等[49]提出了一種滴液式無針靜電紡絲裝置,如圖33所示。該設備采用了特殊的供液裝置,聚合物溶液不帶電,在自身重力作用下,下落并預拉伸,將聚合物溶液滴濺到金屬輥噴絲頭表面,之后在金屬輥上高壓電場作用下,形成泰勒錐,進一步拉伸成為納米纖維。該裝置與傳統單針頭靜電紡相比,產量提高了24~45倍,且易于按比例放大輸出,因此生產率很容易提升。缺點是紡絲不穩定,因聚合物溶液在滴落過程中,同時受到電場力、重力作用,液滴的形態無法控制,且液滴在圓輥上時,會發生滴濺的現象。
3?批量制備靜電紡有序納米纖維
有序納米纖維的各項應用性能都更好,盡管在過去幾十年中在靜電紡絲領域取得了重大進展,但其廣泛商業化仍面臨挑戰。主要障礙是使用當前建立的方法生產有序納米纖維的產量有限。因此,迫切需要開發適用于大規模生產高質量有序納米纖維的新型靜電紡絲裝置,故而如何批量制備靜電紡有序納米纖維成為一大研究熱點。
Yu等[50]將改進的自由液面靜電紡絲與氣泡靜電紡絲結合起來,成功地提出了一種改進的氣泡靜電紡絲方法,該裝置由錐形空氣噴嘴和銅管制成的儲液器組成,接收裝置為高速旋轉銅線鼓,如圖34所示,成功地制得高產量的有序PAN納米纖維。
Khamforoush等[51]為了高效率生產高度有序的納米纖維,改進了靜電離心紡絲技術,噴絲頭采用兩個噴嘴,如圖35(b)。與傳統的靜電離心紡絲技術相比,這個裝備可以將生產率提高一倍。且通過對多個實驗的納米纖維排列度(DeNA)的測量值與單噴嘴的靜電離心紡絲技術進行比較,確定了最大化DeNA的最佳操作條件。另外,采用具有4個噴嘴的噴絲板來評估噴嘴數量對DeNA的影響,如圖35(c),證實增加噴嘴數量對其沒有影響,但是生產效率是傳統單噴頭的4倍。
Khamforoush等[52]改進了一種旋轉射流法,用兩個金屬同心空心圓柱體作為收集器連接電源負極,如圖36所示,內圓柱體和外圓柱體的高度分別為8 cm和1 cm,外圓柱體會影響內圓柱體內部的電場強度。因此,當施加相同的電壓時,兩個同心圓柱體收集器與單個圓柱體收集器相比,放大了電場強度,電場的最大強度集中在內圓柱體的內壁。與原本旋轉射流法相比,該裝置使納米纖維的生產率提高了41%,并使DeNA增加了1倍。
Erickson等[53]提出了一種高通量離心靜電紡絲(HTP-CES)系統,如圖37所示。該系統能夠批量生產具有高質量和可調直徑的高度有序的納米纖維。與傳統的靜電紡絲技術相比,用HTP-CES系統紡制的纖維不僅表現出優異的有序性,而且直徑具有更好的均勻性。值得注意的是,這種設計允許在102個收集位點同時收集有序的納米纖維網,由于收集器的小線電極結構,幾乎所有噴射的聚合物都可以收集到,并以高度有序的方式沉積在電極間隙中形成納米纖維,故產量接近75%。
Lei等[54]在間隙法生產有序納米纖維的基礎上,利用合適的聚偏氟乙烯溶液和一對無基底且連接負極的平行板收集裝置,提出當收集系統具有適當的配置和合適的電壓時,由于射流鞭打不穩定性和平板上的負電壓的關鍵作用,可以使噴嘴在超大間隙上來回移動,可以毫不費力地生產一米長的排列良好的聚偏氟乙烯(PVDF)纖維。
García-López等[55]使用轉鼓作為收集器,采用3D打印設計的多噴頭靜電紡絲裝置,如圖38所示,獲得了直徑均勻分布的有序納米纖維。在此基礎上研究了兩種多噴頭靜電紡絲裝置,即噴頭沿線性整列布置的裝置和噴頭沿之字形曲線分布的裝置。實驗結果表明之字形比線性陣列效果更好。利用3D打印技術制作溶液噴射裝置表明在不改變3D打印技術的情況下,靜電紡絲噴射裝置可以由更具彈性的材料(例如陶瓷等)制成,以便適用于更多不同類型紡絲液,且可以制作具有更復雜幾何形狀的噴射裝置,例如用于制作中空納米纖維的同軸噴絲裝置。
4?結論與展望
隨著納米纖維的迅速發展,若想滿足各領域發展要求,且實現工業化生產,批量制備靜電紡有序納米纖維需求會日益提升,且要求的定向納米纖維集合體的形態將會更加多樣化。而獲取批量制備的納米纖維大多需要在噴絲頭上做改進,即多針或無針靜電紡絲裝置,目前已有氣泡紡等較成熟且優異的方法實現批量制備;若要獲取靜電紡有序納米纖維,則主要通過改進接收裝置及控制電場的方法來實現,如采用輥筒或者平行電極等,可獲得不同形態的取向納米纖維。
利用簡單裝置制備批量高度取向的納米纖維集合體將是今后靜電紡領域的一個重點研究方向。而取向納米纖維的研究和制備,極大地拓寬了納米纖維的應用領域,在組織工程領域發展潛力巨大,此外,在光催化、吸波材料、電子器件、氣體傳感器及燃料電池等領域也將被廣泛應用。
參考文獻:
[1] 余韶陽,安瑛,李守猛,等.熔體微分離心靜電紡絲技術批量制備納米纖維[J].工程塑料應用,2018,46(11):53-57.
[2] 潘新穎,南輝,韋浩民,等.靜電紡絲法制備碳納米纖維及其吸附性能[J].稀有金屬材料與工程,2020,49(2):567-571.
[3] 譚耀紅,劉呈坤,毛雪.靜電紡制備定向納米纖維集合體的研究現狀[J].高分子材料科學與工程,2018,34(11):183-190.
[4] 于昊楠.碟形噴頭批量化制備納米纖維膜及其過濾性能的研究[D].上海:東華大學,2017.
[5] ZHENG Z, GAN L, LI H, et al. A Fully Transparent and flexible ultraviolet-visible photodetector based on controlled electrospun ZnO-CdO heterojunction nanofiber arrays[J]. Advanced Functional Materials, 2015,25(37):5885-5894.
[6] LI D, WANG Y, XIA Y. Electrospinning of polymeric and ceramic nanofibers as uniaxially aligned arrays[J]. Nano Letters, 2003,3(8):1167-1171.
[7] 仰大勇,蔣興宇.靜電紡絲制備有序納米纖維的研究進展[J].合成纖維,2008(6):1-5.
[8] 潘新穎.靜電紡絲法制備碳納米纖維及其電化學性能研究[D].西寧:青海大學,2019.
[9] JIA L, ZHANG H X, WANG X X. Research and development of aligned nanofibers prepared by electrospinning[J]. Journal of Textile Research, 2016,37(1):159-166.
[10] WANG B, SUN L, WU N, et al. Combined synthesis of aligned SiC nanofibers via electrospinning and carbothermal reduction[J]. Ceramics International, 2017:S0272884217308702.
[11] PARK S H, YANG D Y. Fabrication of aligned electrospun nanofibers by inclined gap method[J]. Journal of Applied Polymer Science, 2011, 120(3): 1800-1807.
[12] ZHAO J H, LIU HY, XU L. Preparation and formation mechanism of highly aligned electrospun nanoflbers using a modified parallel electrode method[J]. Materials & design, 2016,90(JAN.):1-6.
[13] TEO W E, RAMAKRISHNA S. Electrospun fibre bundle made of aligned nanofibres over two fixed points[J]. Nanotechnology, 2005,16(9):1878-1884.
[14] LEI T, PENG Q, CHEN Q, et al. Alignment of electrospun fibers using the whipping instability[J]. Materials Letters, 2017, 193(APR.15):248-250.
[15] MATTHEWS J A, WNEK G E, SIMPSON D G, et al. Electrospinning of collagen nanofibers[J]. Biomacromolecules, 2002,3(2):232-238.
[16] JIN L, XU Q, LI C, et al. Engineering 3D aligned nanofibers for reg-ulation of cell growth behavior[J]. Macromol. Mater. Eng., 2017,302:1600448.
[17] PU J, KOMVOPOULOS K. Mechanical properties of electrospun bilayer fibrous membranes as potential scaffolds for tissue engineering[J]. Acta Biomaterialia, 2014,10(6):2718-2726.
[18] NGUYEN D N, HWANG Y, MOON W. Electrospinning of well-aligned fiber bundles using an End-point Control Assembly method[J]. European Polymer Journal, 2016,77:54-64.
[19] LEE J H, SHIN D W, NAM K B, et al. Continuous bundles of aligned electrospun PAN nanofiber using electrostatic spiral collector and converging coil[J]. Polymer,2015,84:52-58.
[20] 王倩.基于納米纖維成紗技術構建血管組織工程支架[D].鄭州:中原工學院2018.
[21] THERON A, ZUSSMAN E, YARIN A L. Electrostatic field-assisted alignment of electrospun nanofibres[J]. Nanotechnology, 2001,12(3):384-390.
[22] LI D, WANG Y, XIA Y. Electrospinning Nanofibers as Uniaxially Aligned Arrays and Layer-by-Layer Stacked Films[J]. 2004,16(4):361-366.
[23] ZHANG D M, CHANG J. Patterning of electrospun fibers using electroconductive templates[J]. Advanced Materials, 2007,19(21):3664-3667.
[24] YANG D Y, LU B, ZHAO Y, et al. Fabrication of aligned fibrous arrays by magnetic electrospinning[J]. Advanced Materials, 2007,19(21):3702-3706.
[25] XIE J, MACEWAN M R, RAY W Z, et al. Radially aligned, electrospun nanofibers as dural substitutes for wound closure and tissue regeneration applications[J]. Acs Nano, 2010,4(9):5027-5036.
[26] DOSUNMU O O, CHASE G G, KATAPHINAN W, et al. Electrospinning of polymer nanofibres from multiple jets on a porous tubular surface[J]. Nanotechnology, 2006,17(4):1123-1127.
[27] POKORNY P, KOSTAKOVA E, SANETRNIK F, et al. Effective AC needleless and collectorless electrospinning for yarn production[J]. Phys.chem.chem.phys, 2014,16(48):26816-26822.
[28] THERON S A, YARIN A L, ZUSSMAN E, et al. Multiple jets in electrospinning: experiment and modeling[J]. Polymer, 2005,46(9):2889-2899.
[29] VARABHAS J S, CHASE G G, RENEKER D H. Electrospun nanofibers from a porous hollow tube[J]. Polymer, 2008,49(19):4226-4229.
[30] KIM G H, CHO Y S, KIM W D. Stability analysis for multi-jets electrospinning process modified with a cylindrical electrode[J]. european polymer journal, 2006,42(9):2031-2038.
[31] 戴麗琴,張如全.靜電紡絲技術的應用與發展趨勢[J].武漢紡織大學學報,2013,26(6):37-41.
[32] 覃小紅,王善元.靜電紡絲納米纖維的工藝原理、現狀及應用前景[J].高科技纖維與應用,2004(2):28-32.
[33] DOH S J, KIM C, LEE S G, et al. Development of photocatalytic TiO2 nanofibers by electrospinning and its application to degradation of dye pollutants[J]. Journal of Hazardous Materials, 2008,154(1-3):118-127.
[34] TOMASZEWSKI W, SZADKOWSKI M. Investigation of electrospinning with the use of a multi-jet electrospinning head[J]. fibres & textiles in eastern europe, 2005,13(4):22-26.
[35] 覃小紅,王善元,高亞英,等.朝上噴的多噴頭靜電紡絲機:中國,CN201141056[P].2008-10-29.
[36] 陳鵬,金李靜芳,袁媛.批量化制備納米纖維靜電紡絲裝置的專利技術綜述[J].現代紡織技術,2016,24(5):54-60.
[37] ZHOU F L, GONG R H, PORAT I. Polymeric nanofibers via flat spinneret electrospinning[J]. Polymer Engineering & Science, 2009, 49(12):2475-2481.
[38] MILOH T, SPIVAK B, YARIN A L. Needleless electrospinning: Electrically driven instability and multiple jetting from the free surface of a spherical liquid layer[J]. Journal of Applied Physics,2009,106(11):114910.1-114910.8.
[39] HE J H, LIU Y, XU L, et al. BioMimic fabrication of electrospun nanofibers with high-throughput[J]. Chaos Solitons & Fractals, 2008,37(3):643-651.
[40] THOPPEY N M, GORGA R E, BOCHINSKI J R, et al. Effect of solution parameters on spontaneous jet formation and throughput in edge electrospinning from a fluid-filled bowl[J]. Macromolecules, 2012,45(16):6527-6537.
[41] JIANG G, ZHANG S, QIN X. High throughput of quality nanofibers via one stepped pyramid-shaped spinneret[J]. Materials Letters, 2013,106:56-58.
[42] WU D, HUANG X, LAI X, et al. High throughput tip-less electrospinning via a circular cylindrical electrode[J]. Journal of Nanoscience & Nanotechnology, 2010,10(7):4221-4226.
[43] SHIN H U, LI Y, PAYNTER A, et al. Microscopy analysis and production rate data for needleless vertical rods electrospinning parameters[J]. Data in Brief, 2015,5:41-44.
[44] MOON S, GIL M, LEE K J. Syringeless Electrospinning toward versatile fabrication of nanofiber web[J]. Scientific Reports, 2017,7:41424.
[45] FANG Y, XU L. Four self-made free surface electrospinning devices for high-throughput preparation of high-quality nanofibers[J]. Blstn Journal of Nanotechnology,2019,10(1):2261-2274.
[46] WANG X, NIU H, LIN T, et al. Needleless Electrospinning of nanofibers with a conical wire coil[J]. Polymer Engineering & Science, 2009,49(8):1582-1586.
[47] JIRSAK O, SANETRNIK F, LUKAS D, et al. A method of nanofibers production from polymer solution using electrostatic spinning and a device for carrying out the method:wo[J].2006.
[48] LIU S L, HUANG Y Y, ZHANG H D, et al. Needleless electrospinning for large scale production of ultrathin polymer fibres[J]. Materials Research Innovations, 2014,18(suppl.4):S4.833-S4.837.
[49] TANG S, ZENG Y, WANG X. Splashing needleless electrospinning of nanofibers[J]. Polymer Engineering & Science, 2010,50(11):2252-2257.
[50] YU L, SHAO Z, XU L, et al. High throughput preparation of aligned nanofibers using an improved bubble-electrospinning[J]. Polymers,2017,9(12):658.
[51] KHAMFOROUSH M, ASGARI T. A modified electro-centrifugal spinning method to enhance the production rate of highly aligned nanofiber[J]. Nano brief reports and reviews,2015,10(2):1550016.
[52] KHAMFOROUSH M, MAHJOB M. Modification of the rotating jet method to generate highly aligned electrospun nanofibers[J]. Materials Letters, 2011,65(3):453-455.
[53] ERICKSON A E, EDMONDSON D, CHANG F C, et al. High-throughput and high-yield fabrication of uniaxially-aligned chitosan-based nanofibers by centrifugal electrospinning[J]. Carbohydrate Polymers, 2015,134:S0144861715007353.
[54] LEI T, XU Z, CAI X, et al. New Insight into gap electrospinning: toward meter-long aligned nanofibers[J]. Langmuir, 2018,34(45):13788-13793.
[55] GARCíA-LóPEZ E, OLVERA-TREJO D, VELáSQUEZ-GARCíA LF. 3D printed multiplexed electrospinning sources for large-scale production of aligned nanofiber mats with small diameter spread[J]. Nanotechnology,2017,28(42):425302.