鉛蓄電池用 AGM 隔膜透氣度的研究
2021-05-08 06:52:20渠繼鵬王吻李強陳文杰馬壯
蓄電池 2021年2期
渠繼鵬,王吻,李強,陳文杰,馬壯
(1. 中材科技膜材料(山東)有限公司,山東 滕州 277500;2. 特種玻璃纖維復合材料國家重點試驗室,山東 滕州 277500)
0 引言
AGM 隔膜,即吸附式微纖維玻璃棉氈型隔膜,通常是由直徑為 0.5~3 μm 的玻璃微纖維通過濕法成型工藝而制得的[1]。它作為 VRLA 電池中的關鍵材料,有電池“第三電極”之稱,直接影響著電池的放電容量、大電流放電性能、內阻、氧復合效率和使用壽命[2-3]。然而,伴隨著電池行業的蓬勃發展,電池廠家,特別是汽車起停電池生產廠家,對隔膜的要求越來越高,有部分廠家增加了透氣度這一性能指標的檢測,通過透氣度來衡量氧氣的流通情況,從而衡量隔膜能否滿足電池的性能要求。
AGM 隔膜生產沿用傳統斜長網濕法造紙的工藝流程,包括制漿工序、成型工序、烘干卷取工序、成品后加工及包裝工序,為流程性連續生產,各工段同時作業。國家標準 GB/T 28535—2018 中規定的 AGM 隔膜的物理化學性能指標包括:拉伸強度、電阻、最大孔徑、定量、拉斷延伸率、濕態保壓能力、毛細吸酸高度、浸酸失重、加壓吸酸量、灼燒減量、還原高錳酸鉀物質、鐵含量、氯含量、水含量、外觀。另外,不同廠家結合自身生產經驗,增加了濕彈性、厚度壓縮比、吸酸率、比表面積等理化性能的檢測。對于透氣度,目前只有極少數高端產品有相關要求。隨著電池生產廠家對AGM 隔膜要求的不斷提高,未來透氣度將會成為高端 AGM 隔膜產品重要的檢測指標。
透氣度是指在規定條件下,單位壓差、單位時間內透過單位面積的試驗紙樣的平均空氣流量[4-5],可用公式

表示。式中,p 為透氣度;A 為測試面積;△p 為試樣兩邊的壓力差;t 為測試時間;V 是在 t 秒內,透過紙樣測試面積的空氣量。
透氣度原本是卷煙紙、過濾紙的關鍵性能之一[6]。由于 AGM 隔膜是由玻璃纖維通過濕法成型工藝制得的具有較高的孔隙率的薄片狀材料,AGM 隔膜透氣度的測試方法與其類似。
根據透氣度的定義,結合 AGM 隔膜的特點,筆者探討了厚度、定量、孔率、孔徑、原料叩解度等因素對 AGM 隔膜透氣度的影響。
1 實驗
1.1 實驗原料與儀器設備
實驗原料主要有 34o 高堿玻璃微纖維、29o 高堿玻璃微纖維、19o 離心玻璃微纖維、ω(H2SO4) 為75 % 的硫酸溶液。所用儀器和設備主要有隔膜透氣度儀、測厚儀、稱量天平、孔徑儀。
1.2 樣品抄造
采用國內最先進的 AGM 隔膜生產線,采用實驗原料生產不同厚度、不同定量、不同原料配比,以及不同過程控制下的 AGM 隔膜。
1.3 厚度測試
裁取 5 個 100 mm × 100 mm 的試樣。調整測厚計的百分表零點,提起測量頭將試樣放在測量面上,然后以低于 3 mm/s 的速度,將測量頭壓在試樣上,待百分表指針穩定后讀出示值。
1.4 定量測試
將 AGM 隔膜裁切成 100 mm×100 mm 的試樣,在 105 ℃ ± 2 ℃ 下干燥 2 h,然后置于干燥器內冷卻至室溫稱量試樣質量,用厚度儀測量試樣厚度,按照定量計算公式 G = m/(l?b?d),求得定量。式中,G 為試樣定量;m 為試樣質量;l 為試樣長度;b 為試樣寬度;d 為試樣厚度。
1.5 孔率測試
將 AGM 隔膜裁切成直徑 50 mm 的圓形試樣,按照標準 GB/T 28535—2012《鉛酸蓄電池隔板》用電子式隔板孔率儀進行測試,LED 顯示數據即為試樣孔率。
1.6 孔徑測試
將 AGM 隔膜裁切成直徑 50 mm 的圓形試樣,浸入異丙醇中 10 min,按照標準 GB/T 28535—2018《鉛酸蓄電池隔板》用隔板最大孔徑儀進行測試,儀器上顯示數字即為孔徑測試結果。
1.7 原料叩解度的測試
準確稱取(2.00±0.05)g 樣品,放入纖維標準解離器中,并將轉數設定為 6000 r/min,加(20± 2)℃ 的水 1000 mL,開啟解離器分散纖維成漿料,然后補水至 1000 mL,把漿料倒入叩解度儀濾水筒,按下手柄,使漿料通過濾網,流入量筒,讀出對應的叩解度值。
1.8 透氣度測試
將 AGM 隔膜裁切成 100 mm × 100 mm 的試樣,開啟透氣度儀,調節測試壓力為 30 ± 0.1 mbar,將試樣放置在透氣度儀檢測口處,檢測口閥門打開,啟動測試,靜等 20 s,讀取測試數據。
2 結果與討論
2.1 透氣度與厚度的關系
如圖 1 所示,隨著厚度的增加,AGM 隔膜的透氣度逐漸減小,即 AGM 隔膜的透氣度與其厚度有關,并且趨勢非常明顯。主要的原因是,在孔隙率等其他指標相同的情況下,厚度越大,空氣透過隔膜時所通過的距離更長,所以透氣度變小。

圖1 透氣度隨厚度的變化
2.2 透氣度與定量的關系
如圖 2 所示,隨著定量的增大,AGM 隔膜的透氣度逐漸減小。在厚度相同的情況下,隔膜的定量越高,緊度就越高,孔隙率也隨之降低,孔徑變小,所以透氣度就會降低。因此,隨著定量的增大,隔膜的孔隙結構變得更復雜,透氣性能變差,檢測到的透氣度就越小。
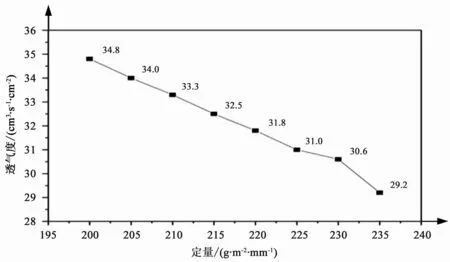
圖2 透氣度隨定量的變化
2.3 透氣度與孔率的關系
如圖 3 所示,隨著孔率的增大,AGM 隔膜的透氣度也逐漸增大,在厚度、定量相同的情況下,孔率越高,氣體通過的通道越多,透氣度也會相應變大。因此隨著孔率的增大,透氣性能變好,所檢測到的透氣度也就越大。
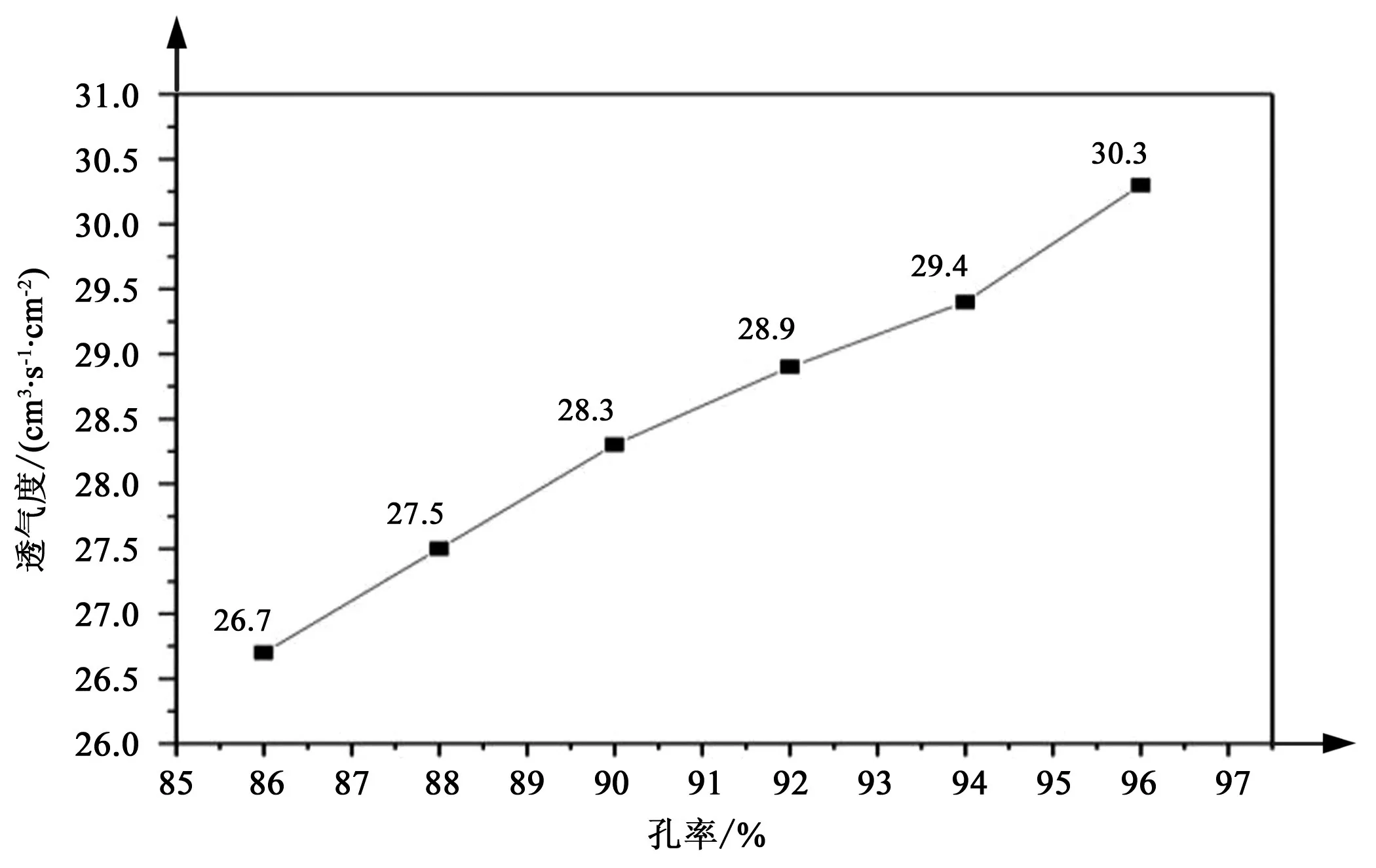
圖3 透氣度隨孔率的變化
2.4 透氣度與孔徑的關系
如圖 4 所示,隨著孔徑的增大,AGM 隔膜的透氣度逐漸增大。在厚度、定量相同的情況下,孔徑越大,允許氣體通過的量相應變大,透氣度也會變大。因此隨著孔徑的增大,隔膜的孔隙變大,透氣能力變強,所檢測到的透氣度也就越大。

圖4 透氣度隨孔徑的變化
2.5 原料叩解度對透氣度的影響
AGM 隔膜完全或主要由玻璃纖維組成。所選用的玻璃纖維是硼硅酸鹽通過火焰吹拉工藝或離心工藝制成的直徑在 0.25~4μm,長度在 1 mm 左右的纖維。目前采用叩解度來反映平均纖維直徑[7-8]。如圖 5 所示,由不同叩解度的原料所生產隔膜的纖維直徑不同,所以孔的大小與數量也會有所不同。叩解度越大,纖維直徑越小,透氣度越差[9]。

圖5 透氣度隨叩解度的變化
2.6 生產過程控制
通過對影響 AGM 隔膜透氣度各因素的分析,生產過程中原料配比、生產濃度、疏解時間、真空壓力、pH 值等相關參數對透氣度也有顯著影響。
2.6.1 原料配比
通過不同叩解度的粗細纖維配比,能得到不同孔率、孔徑的隔膜。使用較多的細纖維可以增加孔的數量同時會降低孔徑的大小,從而影響透氣性能,因此生產中要特別注意粗細纖維的搭配使用。
2.6.2 生產濃度
生產濃度越低,漿料在成型段更容易成型脫水,纖維結合會更加緊密,定量也會相應增加,孔徑變小,透氣性能變差。
2.6.3 疏解時間
疏解時間直接影響纖維的分散效果。不同疏解時間,纖維分散的程度不同。疏解時間過長,纖維被切斷損傷嚴重,纖維過粉,破壞了纖維結合后隔膜的內部結構,透氣性能變差。疏解時間過短,纖維未完全分散,相互結合差,透氣度性能好。
2.6.4 真空壓力
脫水真空主要是改善隔膜成型脫水的效果。較高的真空壓力會使纖維快速成型,使纖維結合致密,提高隔膜定量、強度、回彈性能,同時也會影響透氣性。真空壓力越高,隔膜的透氣性能越差[10]。
3 結論
(1)在孔隙率等其他指標相同的情況下,AGM 隔膜厚度越大,空氣透過隔膜時所通過的距離會更長,所以透氣度變小。
(2)定量越高的 AGM 隔膜,其緊度則越高,孔隙結構變得更復雜,透氣性能變差。
(3)在 AGM 隔膜厚度、定量相同的情況下,孔率越高,氣體通過的通道越多,透氣度也會相應變大。
(4)隨著孔徑的增大,AGM 隔膜的透氣度逐漸增大。在厚度、定量相同的情況下,孔徑越大,允許氣體通過的量也會相應變大,透氣度變大。
(5)原料的叩解度不同,隔膜中孔的大小與數量也會有所不同。隨著叩解度的增加,隔膜透氣度變小。
(6)生產過程中原料配比、生產濃度、疏解時間、真空壓力、pH 值等相關參數對 AGM 隔膜透氣度也會有顯著影響。