高壓燃油泵柱塞彈簧自動裝配工作站設(shè)計
2021-05-08 04:06:56李偉嶺
中國新技術(shù)新產(chǎn)品 2021年4期
關(guān)鍵詞:檢測
李偉嶺
(中科新松有限公司,上海 201206)
0 引言
GDI新技術(shù)代表了內(nèi)燃機技術(shù)的最高水平,具有節(jié)能、高效以及環(huán)保等巨大優(yōu)勢。很多知名的汽車零部件公司在GDI高壓燃油泵的技術(shù)研發(fā)上投入了巨大的成本,同時對高壓燃油泵的生產(chǎn)制造也提出了更高的工藝標(biāo)準和產(chǎn)量要求[1]。為了達到產(chǎn)量和質(zhì)量的高標(biāo)準要求,這些公司不惜花重金引進了高端的自動化生產(chǎn)線,實現(xiàn)高壓泵的自動裝配。
1 燃油泵柱塞彈簧裝配結(jié)構(gòu)
1.1 燃油泵柱塞彈簧裝配結(jié)構(gòu)介紹
如圖1所示,該裝配工位燃油泵總成由由泵體、半錐(2個)、彈簧保持器和彈簧4個部分組成;從圖中可以清楚地看出各個零部件的裝配關(guān)系以及裝配尺寸要求。
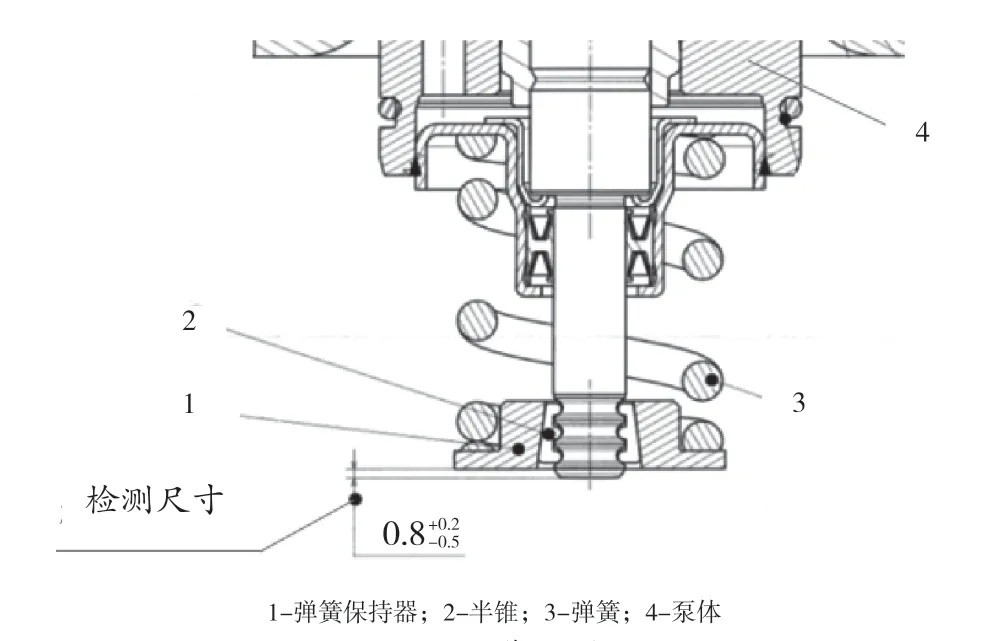
圖1 燃油泵裝配結(jié)構(gòu)圖
1.2 裝配工藝和尺寸要求
裝配工藝流程:將彈簧套在柱塞桿上,然后將彈簧保持器放在彈簧上指定位置,將燃油泵的進油口和出油口通氣使柱塞桿頂起,然后用壓緊機構(gòu)將彈簧壓縮至柱塞螺紋全部漏出,放2個半錐,放好后,壓緊機構(gòu)退回,彈簧復(fù)位,彈簧保持器將彈簧鎖住。
如圖1所示,裝配尺寸要求柱塞頂部平面與彈簧保持器距離為H=0.8+0.2-0.5mm。
2 工作站設(shè)計
2.1 工作站整體介紹
如圖2所示,該裝配工作站主要由工作臺、移載機構(gòu)、半錐上料定位機構(gòu)、半錐拾取機構(gòu)、檢測裝置、工裝盒、增加裝置、泵體上料工裝、料筒以及半錐振動料盤等關(guān)鍵組件構(gòu)成。工作站中移載機構(gòu)主要是由水平直線運動模組和豎直直線運動模組構(gòu)成,半錐拾取機構(gòu)和檢測裝置分別固定在移載機構(gòu)的運動部件上,該部件通過伺服驅(qū)動實現(xiàn)水平和豎直運動[2]。工作站的功能主要是實現(xiàn)高壓燃油泵的柱塞彈簧的自動化裝配。
2.2 工作站工藝流程
工作站的工作步驟有8個:1) 燃油泵泵體隨著托盤沿傳輸線流轉(zhuǎn)到該裝配工位擋停并頂升定位。2) 人工將泵體取下來,然后按照指定要求放到工作站的定位工裝上。3) 人工從料筒中分別取出彈簧和彈簧保持器,按照工藝要求先將彈簧套在泵體柱塞桿上,之后再將彈簧保持器放在彈簧上端。4) 彈簧和彈簧保持器放好后,人工按雙手啟動按鈕,啟動自動裝配模式。5) 工作站中的半錐拾取機構(gòu)在水平移載機構(gòu)驅(qū)動下運動到半錐固定上料工裝正上方,在豎直移載機構(gòu)驅(qū)動下向下運動到指定位置,拾取物料,最后再向上運動,完成半錐的拾取工作,錐半是通過夾緊機構(gòu)配合真空吸附實現(xiàn)精準取放功能。6) 半錐拾取機構(gòu)持物料,在水平移載機構(gòu)驅(qū)動下,運行到燃油泵體固定工裝夾具正上方,然后在豎直移載機構(gòu)驅(qū)動下,下降固定距離,完成半錐、彈簧和彈簧保持器的裝配工作。7) 裝配結(jié)束后,檢測裝置在水平移載和豎直移載機構(gòu)的驅(qū)動下,運行到泵體檢測工位,完成尺寸檢測,并輸出檢測結(jié)果。8) 產(chǎn)品尺寸檢測合格件,人工按照要求將泵體放回傳輸線托盤的上,如果檢測不合格,則人工將泵體放到廢料箱中。
3 半錐拾取機構(gòu)設(shè)計
以下為半錐拾取機構(gòu)設(shè)計原理。如圖3所示,半錐拾取機構(gòu)主要由氣缸、夾具主體、氣管接頭、定位柱、夾鉗、彈簧柱塞、定位頭以及壓緊塊等關(guān)鍵零部件組成。該機構(gòu)的主要功能是實現(xiàn)半錐的自動拾取,然后將半錐自動裝配在柱塞桿上。
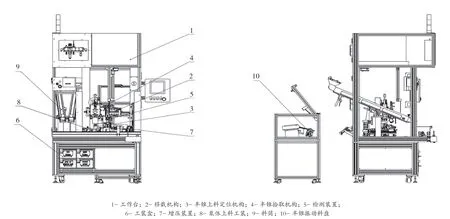
圖2 工作站總裝圖
半錐拾取機構(gòu)設(shè)計原理為拾取機構(gòu)設(shè)計成夾鉗結(jié)構(gòu),2個夾鉗通過鉸鏈軸連接并固定在夾具主體上,2個夾鉗的最上端分別設(shè)計了楔形導(dǎo)向孔,氣缸末端連接導(dǎo)向軸,氣缸通過推動導(dǎo)向軸在楔形孔內(nèi)滑動來實現(xiàn)夾鉗的張開和閉合動作。鉗體的夾指部分是按照半錐錐面進行仿形設(shè)計加工的,鉗體內(nèi)部設(shè)計成細長孔,夾指錐面加工氣孔與夾鉗內(nèi)部長孔相通(如圖3所示),夾鉗上端氣管接頭與真空發(fā)生器連接,在真空發(fā)生器作用下,2個夾指的錐面能夠形成真空吸附作用,通過調(diào)節(jié)氣壓大小將半錐牢牢地吸附在上面[3]。
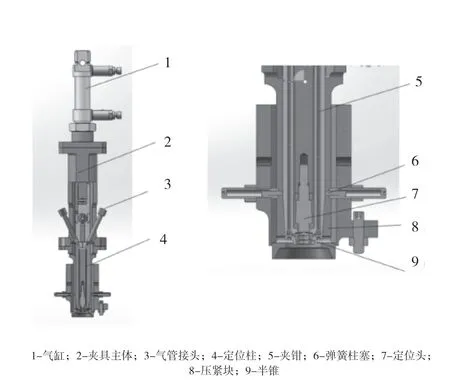
圖3 半錐拾取機構(gòu)設(shè)計圖
4 半錐上料定位機構(gòu)設(shè)計
下面介紹半錐上料定位機構(gòu)的設(shè)計原理。如圖4所示,半錐上料定位機構(gòu)主要由工裝座、定位塊、定位柱、彈簧和光電傳感器組成;定位柱固定不動,定位塊可以上下滑動,彈簧將定位塊壓在工裝座的定位面上。半錐上料定位機構(gòu)的主要功能是實現(xiàn)半錐的二次定位,方便半錐拾取機構(gòu)進行取料。
半錐二次定位工作原理:半錐通過振動料盤集中供料,半錐在振動盤作用下按照固定姿態(tài)進行規(guī)則出料,出料后通過分料機構(gòu)將2個半錐用壓縮空氣吹出,分別通過異形塑料管輸送到該上料定位機構(gòu)的定位槽中(如圖4所示),定位塊上的定位槽是按照半錐錐面進行仿形設(shè)計加工的,中間用薄隔片隔開,隔片鑲嵌在定位柱上,剛好將定位槽隔成2個半錐槽;半錐通過異形管輸送過來,剛好能落在半錐槽里并定位,物料有無通過光纖對射傳感器檢測。
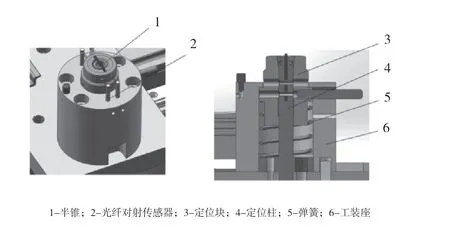
圖4 半錐上料機構(gòu)原理圖
5 半錐拾取機構(gòu)取料工作過程
下面介紹了拾取機構(gòu)取料的過程。如圖5所示,半錐拾取機構(gòu)取料過程一共分為4步,具體步驟動作描述如下:1) 半錐拾取機構(gòu)在水平移載機構(gòu)驅(qū)動下,移動到半錐上料定位機構(gòu)正上方,夾鉗通過氣缸驅(qū)動自動張開。2) 半錐拾取機構(gòu)在豎直移載機構(gòu)驅(qū)動向下移動,將半錐上料機構(gòu)定位滑塊壓下固定距離,此時保證半錐拾取機構(gòu)的定位頭與半錐上料定位機構(gòu)定位柱上端面接觸,以此位置為半錐取料定位基準,保證每次取料位置相同。3) 半錐拾取機構(gòu)下降完成后在氣缸驅(qū)動下夾鉗自動閉合,夾指夾緊半錐,夾緊完成后啟動真空發(fā)生器產(chǎn)生真空吸附條件將半錐牢牢吸在夾指上,此時每個夾指上吸附一個半錐。4) 半錐拾取機構(gòu)夾鉗張開,在豎直移載機構(gòu)驅(qū)動下向上運動,從而將半錐取出。
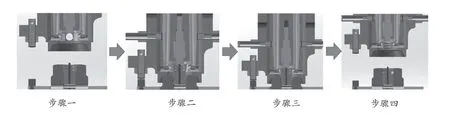
圖5 拾取機構(gòu)取料工作流程圖
6 半錐拾取機構(gòu)裝配工作過程
下面介紹了拾取機構(gòu)裝配過程。如圖6所示,半錐的裝配過程分為4個步驟。具體描述如下:1) 半錐拾取機構(gòu)在水平移載機構(gòu)驅(qū)動下移動到泵體定位工裝正上方,此時夾鉗處于張開狀態(tài),半錐通過真空吸附在夾指上。2) 半錐拾取機構(gòu)在豎直移載機構(gòu)驅(qū)動下向下運動,壓緊塊將彈簧保持器壓下一段距離,當(dāng)半錐拾取機構(gòu)的定位頭與彈簧柱塞上端面接觸時停止,此位置為半錐裝配定位基準。3) 半錐拾取機構(gòu)在氣缸驅(qū)動下夾鉗自動閉合,將夾指上吸附的半錐夾緊在柱塞桿的螺柱上,然后真空發(fā)生器破真空并反向吹氣,將半錐貼合在柱塞桿上,此時夾緊驅(qū)動的氣缸釋放氣壓,夾鉗靠彈簧柱塞的彈力壓在半錐上。4) 半錐拾取機構(gòu)豎直向上移動,彈簧保持器在彈簧復(fù)位力作用下,將半錐緊緊鎖住。
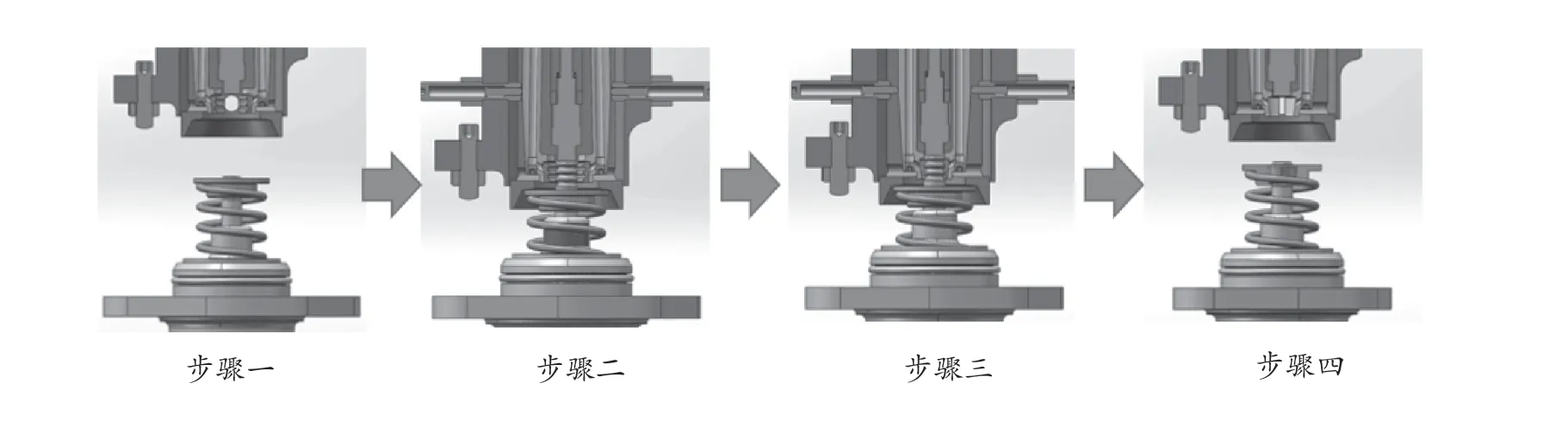
圖6 半錐裝配過程流程圖
以上4個步驟完成后,燃油泵的彈簧柱塞、半錐和彈簧保持器最終的裝配工作完成。
7 檢測裝置設(shè)計
以下為檢測裝置的原理。檢測裝置主要由位移傳感器、檢測頭、基準塊和安裝座4個部分組成。其功能主要是檢測裝配尺寸H=0.8+0.2-0.5mm。
檢測裝置工作原理:當(dāng)產(chǎn)品裝配結(jié)束后,檢測裝置在移載機構(gòu)的驅(qū)動下,移動到燃油泵的正上方,然后豎直下降一定的距離,當(dāng)基準塊與彈簧保持器接觸時停止,此時檢測頭會被柱塞桿頂起一段位移,該位移值就是需要檢測的尺寸,如果滿足尺寸要求,即為合格品,尺寸超差為不合格品,檢測結(jié)束后將結(jié)果輸出,提示人工進行下一步操作。
8 結(jié)語
高壓燃油泵是發(fā)動機的核心零部件,該部件的質(zhì)量和性能直接決定了發(fā)動機的整體性能水平。隨著發(fā)動機新技術(shù)的不斷發(fā)展,缸內(nèi)直噴高壓燃油泵技術(shù)已經(jīng)成為發(fā)展的必然趨勢。柱塞彈簧自動裝配工作站是某知名的汽車零部件公司引進的自動化生產(chǎn)線中非常重要的一個工位。該工作站需要裝配的零件中,尤其是半錐零件小且形狀不規(guī)則,因此專用夾具的設(shè)計難度很大。通過對高壓燃油泵柱塞彈簧、半錐以及彈簧保持器的裝配工藝進行深入研究,設(shè)計了該自動化裝配工作站,實現(xiàn)了高壓燃油泵柱塞彈簧的快速和高效裝配工作,為客戶提高了生產(chǎn)效率和產(chǎn)品質(zhì)量。工作站設(shè)備性能穩(wěn)定可靠,裝配成功率高,無論從功能和生產(chǎn)節(jié)拍都達到了客戶的使用要求,同時為客戶智能制造生產(chǎn)創(chuàng)造了巨大價值。
猜你喜歡
中國設(shè)備工程(2022年12期)2022-07-11 04:33:00
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年9期)2019-11-25 07:34:36
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年9期)2019-11-25 07:34:34
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年12期)2019-05-21 02:53:50
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年12期)2019-05-21 02:53:48
