光伏玻璃冷端下片機組創新改造
2021-05-06 03:06:42夏勁松劉大偉沈兆斐
玻璃 2021年4期
夏勁松 劉大偉 沈兆斐
(中建材(宜興)新能源有限公司 宜興 214200)
0 引言
設備是企業經營生產的重要組成因素,優化改進技術,更新企業設備才會提高生產力,加強企業的核心競爭力,并帶來豐厚的經濟效益。當前的工業發展方式要求企業能夠節能環保、高效綠色生產,需要提高設備的實用性、高效性,為企業降本增產。隨著工業4.0的發展,我國的工業智能化進一步提高。面對光伏玻璃市場的需求量大幅度增加,光伏玻璃制造業設備的實用性及高效性要求越來越高,許多老舊設備已無法滿足生產需求,但全部更換成新的設備成本太高且周期太長。苗海耘[1]就曾針對老舊設備問題提出升級改造的見解。
為滿足玻璃冷端下片需求,快速更新企業設備,本文提出對冷端下片機組進行合理的利舊改造和技術創新,增加設備的實用性、穩定性,提高生產效率,為玻璃制造企業節約設備購買成本,為國家減少工業廢品的產生,實現綠色生產。
1 冷端下片系統結構
1.1 舊冷端下片系統結構
舊冷端下片系統結構如圖1所示,只有一臺下片機組,且連線輥道較短,輥道速比較慢,下片效率較低,更多的原片是通過人工下片的。人 工下片不僅效率低且具有很大的安全隱患。
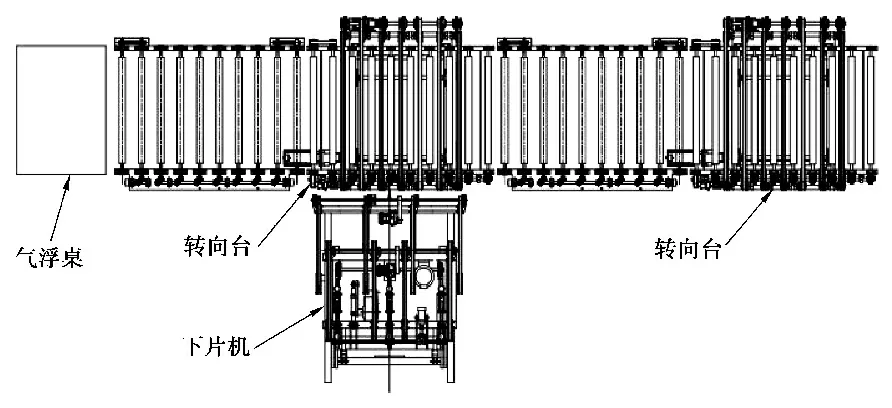
圖1 舊冷端下片系統結構
1.2 冷端下片系統改進總體技術要求
對于冷端下片機組的設計改造,可以根據下片機設備的設計經驗和公司現場的要求進行設計改造,該設計改造應滿足以下幾個方面要求:
(1)保證設備可以滿足現場環境需求及生產需求;
(2)該機組可進行持續穩定的運輸、轉片、下片等工作;
(3)改造的連線輥道與原連線輥道速比相同;
(4)轉片立交升起時與下片機水平誤差為±0.5 mm;
(5)下片機應具有較高的堆垛精度,滿足堆垛片數無誤差;
1.3 改進后冷端下片系統結構
通過設計制作,增加了一組新的下片機組。延長了連線輥道,提高下片效率,減少人工下片,并可增大玻璃出窯時的拉引量,增加原片產能。通對自主設計制作轉片立交,使下片系統運行更加穩定,同時提高下片時玻璃成品率。改進后冷端下片系統結構如圖2所示。

圖2 改進后冷端下片系統結構
2 優化改進效果
2.1 穩定性高
轉片立交可稱為橫向轉片裝置,整體是由升降機構和轉向機構組成,其主要功能是實現玻璃的水平轉向,具體實現原理:當連線輥道上的玻璃運輸到該段輥道時,通過感應信號控制電機停止轉動,使輥道停止工作,玻璃停在該段輥道上。然后通過輥道下方的升降機構上升,使玻璃脫離原輥道,通過安裝在升降機構上的轉向機構將玻璃傳送至下片機。
原立交升降機構是由電機減速機、提升軸、固定擺臂、擺臂A、擺臂B、帶座軸承組成。原升降機構直接固定在機架上,且固定擺臂較長,在升降過程中容易產生振動和顛簸。原立交升降機構結構如圖3所示。
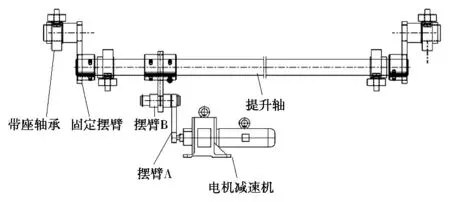
圖3 原立交升降機構結構
針對原立交升降機構存在的問題,利用連線輥道的框架設計了一種新的立交升降裝置。新的立交升降裝置由氣缸、機架、曲臂、支撐柱、固定塊、軸承、傳動連桿、連桿曲臂、曲臂傳動軸、搖臂、L型支架、方形導軌、帶輪等組成。通過氣缸伸縮帶動曲臂和連桿前后擺動,如圖4、圖5、圖6所示。

圖4 新式立交升降機構結構
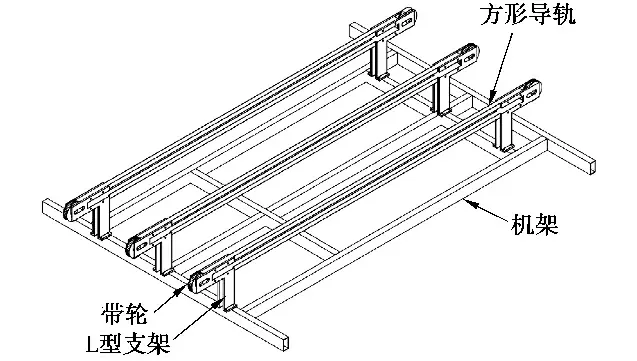
圖6 立交橫向傳送裝置
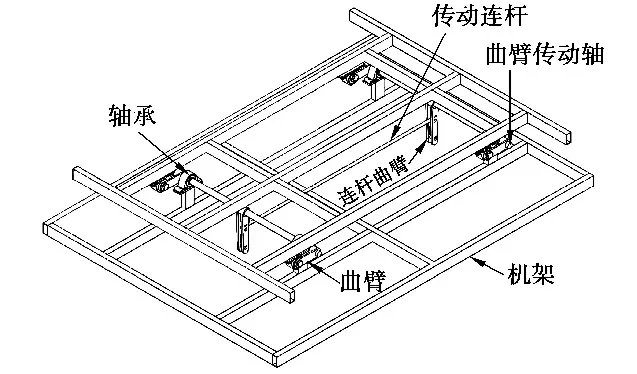
圖5 新式立交升降框架
原立交升降機構只能通過更換擺臂長度來改變升降高度,新立交升降機構可以通過調節氣缸的磁環位置來改變氣缸的行程,從而控制升降高度,更適用于多變的生產現場。原立交升降機構固定擺臂較長,在升降過程中容易產生振動和顛簸。新立交升降機構設計使用支撐柱,使曲臂傳動軸固定在支撐柱上,減少搖臂的長度,使升降運動更加穩定,減少破片,提高原片成品率。
2.2 效率高
2.2.1 下片機設計改造
下片機主要功能:當玻璃通過轉片臺運輸到指定位置時,給出下片信號,吸盤自動翻起將玻璃吸附后放置玻璃堆垛架上,達到下片效果。利用廠區淘汰的吸盤翻板機進行改造,通過編寫控制程序,設計改造的下片機有三種模式:自動下片模式、人工下片模式和等片模式。
(1)自動下片模式
當有玻璃經過立交時,玻璃優先走向下片機,當立交有玻璃未完成輸片時,后置玻璃會通過立交下部通道輸送到氣浮臺,進行人工下片。
當立交玻璃完成輸片后,立交自動落下,等待二次輸片。
當檢查到立交下部通道有玻璃且上部通道無玻璃時,立交不會下落,當檢測到玻璃輸送出立交安全口時立交自動下落。當玻璃下片到達目標片數時,自動切換到人工下片模式。
(2)人工下片模式
當立交下片機故障維修時,需切換至人工下片模式,此時,下片機和立交轉向機處于離線狀態。
(3)等片模式
當檢測到立交上部通道有玻璃轉向輸送時,下一片玻璃會在前一段輥道等待設定時間。在此時間內立交玻璃完成輸送時,下一片玻璃輸送至立交轉向機進行自動下片;若在設定的等待時間內立交玻璃沒有完成輸送,下一片玻璃通過立交下部通道輸送到氣浮臺,進行人工下片,后續來的在下一片玻璃到達此段輥道后,系統判斷是直接進行自動下片還是在此等待相應的設定時間。
這三種模式是在原人工下片的基礎上增加了自動下片和等片模式,在這三種模式的配合工作下,提高了下片效率。
2.2.2 連線輥道設計改造
根據場地情況新增連線輥道長度,利用廠區閑置的輥道進行切割拼接。在輥道改造安裝時,輥道的平面度是一個非常重要的參數,調整輥道的水平,特別是拼接部位,要保持整體輥面上母線高度差不超過±0.5 mm,防止玻璃出現撞片和擦傷。根據生產玻璃規格來設計輥道之間的距離,控制在10~15 cm,防止玻璃彎曲變形導致撞片。
通過新增連線輥道長度,適當地提升輥道線速度,提高下片速度,就可提升玻璃出窯量,增加原片產能。
2.3 成本低
玻璃下片設備在國內外已經相當成熟,但其購買費用和調試安裝周期均比現場改造要高要久。
通過對冷端下片機組的利舊改造,主要是利用閑置設備或是對現有設備進行改造創新,在保證改造成本最低的同時實現設備功能最優。主要包括以下幾個方面:
(1)利用閑置輥道和吸盤翻板機改造成連線輥道和下片機,節約成本;
(2)使用氣缸傳動代替電機傳動,增加實用性的同時也降低了成本;
(3)整體根據現場需求進行設計,改造出更加符合公司生產需求的設備,節省新設備購買費用,提高設備綜合效率。
3 結語
通過對生產現場的實際了解,利用舊的設備進行設計改造,可以生產出更符合企業生產需求的設備。希望通過本次設備改造帶來的實際效果,堅定各制造業改造創新的信念,合理優化利用閑置設備,提高設備的實用性能和經濟效益,同時還能為生產提供助力,為企業節省大量資金。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
藝術啟蒙(2018年7期)2018-08-23 09:14:18
電子制作(2018年11期)2018-08-04 03:26:08
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
工業設計(2016年12期)2016-04-16 02:52:00
設備管理與維修(2015年12期)2015-04-09 06:57:00