EMAG 接箍車絲機刀塔故障報警解析
2021-04-29 01:56:24童楠楠閆治超馮春彪徐小剛韓恒博
焊管 2021年3期
關鍵詞:故障
童楠楠, 郭 鵬, 張 強, 閆治超, 馮春彪,徐小剛, 韓恒博, 李 旭
(寶雞鋼管西安石油專用管公司, 陜西 寶雞721008)
0 前 言
EMAG 公司生產的倒立式雙主軸VSC400DUO接箍車絲機, 刀塔是其中的核心設備, 其動力多采用SIMOTICS T 力矩電機, 力矩電機為獲得大轉矩和高轉速, 多采用內嵌式空心結構[1-4]。 刀塔伺服控制故障報警種類繁多, 伺服報警因產生原因伴隨故障, 故障報警有“輪廓監控”、 “耦合報警”、“速度控制輸出被限制”、 “逼近參考點失敗”、“靜態監控”、 “轉子位置同步出錯” 及“復位無使能” 等。 本研究根據伺服控制刀塔的工作原理, 并結合故障現象, 分別從伺服控制刀塔涉及的電氣、液壓及機械等方面, 詳細分析伺服控制刀塔的故障及排除思路, 并提出刀塔液壓故障的有效診斷方法, 為該類刀塔故障的排除及處理提供必要的技術支持。
1 常見故障
1.1 機械負載過大
EMAG 接箍車絲機刀塔采用SIMOTICS T力矩電機, 如圖1 所示。 在設備運轉過程中,因機械負載過大而導致力矩電機電流超出設定值時, 電機無法快速帶動負載驅動, 于是就造成了在預定時間內未到達預定位置, 導致伺服控制故障報警[5-8]。 此類故障一般會伴隨“靜態監控”、 輪廓監控” 或 “耦合報警”。 “輪廓監控” 及 “耦合報警” 出現頻次較多, 且一般出現在刀塔瞬間啟動時, 例如刀塔工位轉換及刀塔啟停過程, 可以在840D 監控系統中檢查力矩電機的瞬間電流值進行驗證, 并為故障的判定提供一定的依據。

圖1 SIMOTICS T 力矩電機
在程序運行過程中, 當刀塔需要運動時,NC 發出指令后, 若發現刀塔不能在設定的循環監測周期內到達給定的預定位置, 超出了公差帶, 就會出現“輪廓監控” 報警。 此類故障首先判定為機械齒盤未完全松開, 應檢查液壓機構動作是否正常, 手動測試刀塔齒盤夾緊、 松開液壓壓力是否達到設定值, 并且檢查壓力顯示(壓力傳感器或壓力表) 是否有延時。
1.2 檢測元件或執行元件失效
因數字計數器 (位置編碼器)、 磁環 (位置標定環)、 液壓閥組、 壓力傳感器易發生故障,此類故障辨別較容易且直觀。 根據其各自功能特點, 在其操作過程中可通過元件動作或外觀進行觀察, 手動操作或驗證檢查進行判別。 一般故障多為 “耦合報警”、 “速度控制輸出被限制”、 “逼近參考點失敗”、 “靜態監控”、“零標識監控”、 “限位開關故障”。 數字計數器和磁環如圖2 所示
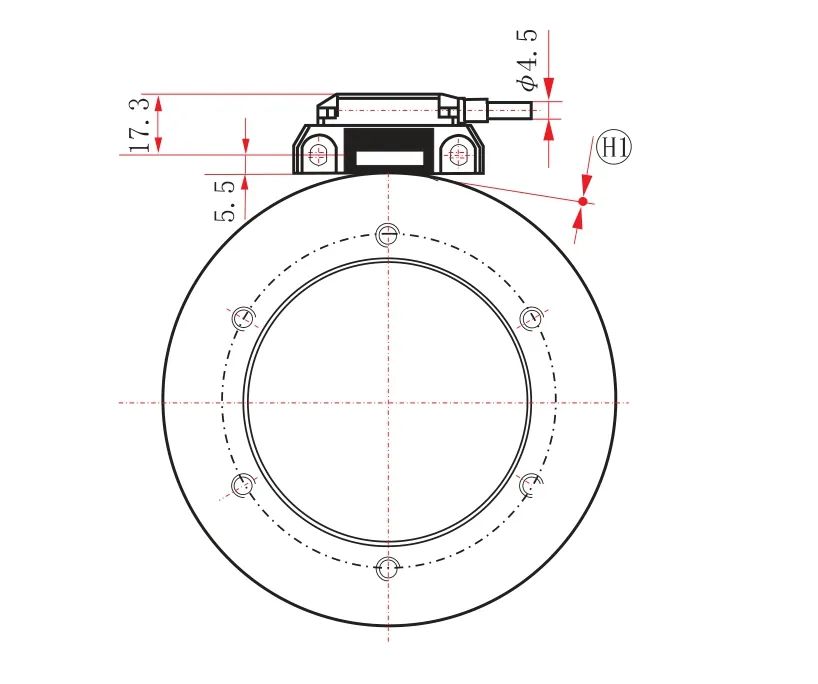
圖2 數字計數器示意圖
“靜止監控” 報警表示刀塔處于靜止時的實際位置超差。 刀塔在使能狀態, 位置編碼器是生效的, 電機帶著負載保持刀塔處于 “位置保持”狀態。 若此時出現實際位置超過了軸參數36030中所規定的公差帶, 則出現 “靜止監控” 報警。可以理解為這是由于外力所致, 這個外力一般是指刀塔負載突然變大[9-13]。
各功能元件故障均伴隨其特有的故障狀態,位置偏移或零點缺失導致的各類故障報警, 應首先對位置檢測元件進行檢查及監控, 對數字計數器、 磁環進行清理及檢查; 因液壓鎖定或泄壓延時, 耦合故障或速度限制報警會單獨出現, 此時應首先考慮液壓元件的可靠性。
1.3 伺服異常
(1) 軸參數加速度設置過大。 在這個過程中, 雖然刀塔機械負載合適, 但為了提高軸動態響應特性, 增大軸加速度, 使得力矩電機瞬間過載, 導致無法驅動負載或過電流報警, 因此出現伺服報警。 當無法判定或無法正常消除故障時,可以將軸加速度32300 中的數值適當減小。 在NC 與PLC 沒有進行改動時, 一般不做修改, 但不排除進行人為修改的可能。
不排除力矩電機因使用時間過長導致自身力矩出現偏差, 或磁鐵損壞導致的力矩不均衡或適應性變差等故障, 此類故障需要專業電氣工程師進行現場診斷及測試, 并進行適應性試驗, 確保設備運轉的安全性。
(2) 伺服故障。 這種情況下一般是由于功率模塊或控制模塊出現故障, 導致沒有實際電流輸出或輸出電流不足, 電機無法驅動負載。 此類故障建議考慮電機及位置編碼器是否異常, 但不排除因內存不足導致的故障報警。
1.4 電機損壞
此類故障較易辨別, 一般報警為“逼近參考點失敗”、 “轉子位置同步出錯” 及 “復位無使能”。 當出現 “轉子位置同步出錯” 時, 首先進行刀塔初始化, 當刀塔初始化無法完成時, 則確認電機損壞; 更換電機前需再次確認位置編碼器是否異常, 有時位置編碼器損壞或松動也會觸發刀塔各類報警。 電機損壞多為磁鐵轉子脫膠導致, 定子損壞情況較少。
2 常用故障處理思路
2.1 常用報警排查方法
(1) 確認是否出現“轉子位置同步出錯” 報警, 排除或確認刀塔電機損壞。
(2) 打開刀塔電機前蓋, 手動檢查液壓是否打開 (觀察壓力傳感器顯示及設定數值是否正常), 當液壓壓力遲緩或不足時, 易造成齒盤未脫開或未到位, 導致 “輪廓監控” 及 “耦合故障”。 此類故障可觀察到壓力波動或明顯齒盤卡滯, 可手動松開齒盤后, 斷開液壓手動旋轉刀塔, 感覺齒盤是否全部松開, 有無卡滯或輕微抖動。 此類故障可能是換向閥卡滯導致, 可檢查后更換。 但不排除因為刀塔各工位刀桿安裝不均衡導致的故障報警, 一般在刀塔存在間隙或刀塔電機使用時間較長的情況下產生, 此類故障判定較難, 需要謹記。
(3) 當換向閥確認正常后, 故障未消除。 檢查位置編碼器是否固定位置不當或松動, 當負載運動時, 位置編碼器沒有跟隨上負載或檢查位置不當, 此時NC 系統沒有來自位置環反饋信號, 則立刻會出現報警。 將位置編碼器重新固定好, 即可消除報警, 也有可能是因油污或鐵屑造成誤讀。
(4) 改變32000 (最大軸速度) 設定。 首先檢查MD32000 的設定值是否過大, 如果由于速度很大而使電流達到極限值, 位置調節回路將被斷開。 一般32000 設置為120, 當無法解決或無法查詢問斷時, 可通過減小數值進行手動測試,觀察是否可消除故障。 一般設置在80 以上不會影響加工循環周期; 當設置在40 以下時, 加工節拍會增加10 s 左右。
(5) 改變32200 (伺服增益系數) 的設定。這個要檢查是否存在刀塔抖動的情況, 抖動一般是伺服增益系數存在問題, 需要做動平衡測試[14-16];若只有在停車時才會出現報警, 說明在制動時刀塔不能在規定時間內達到要求的速度, 檢查32200 數值設定, 采取提高32200 數值的方法可以解決。 然而如果32200 數值太高, 坐標軸將不穩定而使機床的機械部分承擔不必要的應力, 一般建議不要超過3。
(6) 為了確保刀塔齒盤松開, 可以適當給刀塔增加液壓打開松開延時時間, 一般增加0.2~0.4 s為宜, 此類故障是因刀塔本身結構卡滯導致, 維修后因定位孔變形或光潔度較差導致阻尼增大。
2.2 常見報警類別及排查
(1) 單獨出現“輪廓監控” 報警, 有時伴隨“速度控制輸出被限制”、 “零點偏移”、 “靜態監控” 等報警。 這種情況可以從 “診斷-服務顯示” 中, 選擇查看 “運轉電流變化” 進行診斷,此類故障初步判定力矩電機性能不穩定導致; 或修改軸參數32200 (伺服增益系數) 或32000(最大軸速度), 故障或有消除。
(2) 出現“零標識監控” 報警并伴有“伺服故障” 報警時, 基本可判斷為數字計數器、 磁環有污染, 出現數字計數器不能準確識別磁環跟隨同步電機旋轉位置。 此種故障處理方法為: 拆卸數字計數器清理, 將刀塔置于松開位置, 人工旋轉刀塔清理整圏磁環外表面油污, 安裝數字計數器, 在調試里搜索 “34080”, 依據 “診斷-服務顯示” 里顯示的跟隨誤差, 在“34080” 中修改,直至旋轉到每一個刀位的跟隨誤差都在0.001 以內, 故障就可完全消除。
(3) 出現“跟隨耦合” 故障報警并伴有“速度輸出被限制” 報警時, 一般采取手動將刀塔置于松開位置, 人力旋轉刀塔, 在顯示器主界面觀察對應軸參數是否跟隨刀塔旋轉位置變化, 若變化判定為數字計數器、 磁環元件正常, 若無變化則判斷為數字計數器、 磁環其中有一件元件必然損壞。 其次, 觀察前端蓋處夾緊、 松開壓力繼電器, 手動夾緊、 松開觀察壓力上升下降變化速度, 判斷腔體中是否有空氣, 如有空氣則打開前端蓋處排氣孔, 手動夾緊、 松開直至腔體內空氣排干凈, 此類故障一般都可消除。
(4) 出現“速度輸出被限制” 并伴有“伺服控制故障” 報警時, 一般都是依據上述 (3) 中所述, 判斷刀塔加緊、 松開腔體中是否存在空氣, 導致刀塔旋轉時齒盤未完全脫開, 啟動阻力較大。 其次, 將刀塔置于松開位置, 手動旋轉刀塔, 初步判斷一下是否阻力較大, 一般出現阻力都是因為刀塔旋轉齒盤上的滾動軸承損壞造成的, 需拆卸刀塔旋轉齒盤檢查更換滾動軸承。 最后, 需要檢查同步電機轉子磁條是否有脫落、 缺失或者錯位, 更換電機轉子后, 對電機做初始化, 調整每個刀位的跟隨誤差, 在主界面輸入短程序自動運行, 這類問題基本可排除。
3 結 論
(1) 刀塔故障中一般電磁換向閥出現故障概率為50%; 液壓系統不靈敏導致了刀塔運轉過程中齒盤不到位或動作緩慢, 導致報警增多。
(2) 壓力傳感器故障(限位開關故障居多)概率為5%, 一般為損壞或堵塞, 或在新裝時設置壓力不合適, 導致報警產生。
(3) 電機故障 (轉子位置同步出錯居多)概率為25%, 一般為轉子脫膠所致。
(4) 位置編碼器故障 (“轉子位置同步出錯” 及 “復位使能” 居多) 概率為15%, 其他類故障占比5%。
(5) 在故障處理過程中, 首先需要排除液壓故障, 壓力及閥的卡滯或不靈活是主要原因;其次, 刀塔數字計數器拆除清理后必須做刀塔初始化, 減少意外故障的產生。
猜你喜歡
汽車維修與保養(2019年7期)2020-01-06 03:30:42
汽車維護與修理(2016年10期)2016-07-10 08:17:41
鐵道通信信號(2016年4期)2016-06-01 12:10:19
電測與儀表(2016年5期)2016-04-22 01:13:50
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年8期)2015-04-17 03:32:52
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年7期)2015-04-17 02:12:40
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39
