無鹵低煙聚烯烴紫外光輻照與電子輻照交聯工藝的分析比較
2021-04-28 09:31:06李楷純鄧偉杰
電線電纜 2021年2期
溫 鵬, 周 建, 李楷純, 鄧偉杰
(廣州南洋電纜有限公司,廣東 廣州511356)
0 引 言
隨著我國建筑行業對綠色環保節能的需求,傳統的聚氯乙烯(PVC)絕緣電線因其絕緣材料本體含有大量鹵素,在燃燒過程中產生大量有毒有害氣體,已逐漸被環保型無鹵低煙交聯聚烯烴絕緣電線電纜所替代。無鹵電線因其優異的低煙、無鹵、阻燃、無毒等環保性能,廣泛應用于市政建筑、城市軌道、地鐵、醫院等場所,占據了家裝電線將近一半的市場份額[1]。
目前無鹵低煙阻燃交聯聚烯烴絕緣電線常用的交聯方式有硅烷交聯、電子輻照交聯及紫外光交聯三種。硅烷交聯又分為溫水交聯和蒸汽交聯,該工藝生產能耗較大、生產周期較長、產品質量難以保證。電子輻照交聯和紫外光交聯兩種工藝,因生產條件可控、生產效率高、產品質量穩定得以大量使用。紫外光交聯設備經過十多年的商業應用和推廣,獲得巨大成功。隨著紫外光交聯設備和紫外光交聯絕緣料的進一步完善和成熟,近兩年,紫外光交聯方式大有超越電子輻照交聯方式的趨勢。
現對電子輻照交聯和紫外光交聯兩種工藝進行分析對比。
1 生產設備和基建投資的比較
無論是電子輻照交聯方式,還是紫外光交聯方式,低煙無鹵阻燃環保型電線都是采用高速擠塑機擠出,擠塑設備相同,故不做過多介紹。以下均以WDZC-BYJ-105 1×2.5 mm2電線的生產為例。
(1)擠塑生產線基本相同
擠塑機為φ70擠塑機,采用低煙無鹵專用螺桿,螺桿長徑比為26∶1,配置精密的免調機頭;為保證電線絕緣層在高速擠出和輻照后得到充分冷卻,V字形浮力分段式冷卻水槽長10 m;配置水平式儲線裝置、紅外在線測徑儀、在線火花試驗機、高速成圈機或高速雙盤收線裝置。
(2)輻照設備不同
電子輻照的原理為:電子槍發射低能電子束,經加速器將能量提高到10 MeV后輸出,直接照射在加速器下端通過的電線,實現輻照加工的目的。不同厚度的材料需要不同的輻照劑量,可以通過調整加速器輸出能量和電線輻照速率等參數實現。輻照的質量可由實時劑量監測和抽樣實測確定。
紫外光交聯的原理是在乙烯-醋酸乙烯共聚物(EVA)和聚乙烯為主的基礎樹脂中加入適量的高效光引發劑,將紫外光輻照聚焦透射照入熔融狀態的聚烯烴材料中,高能紫外光引發聚烯烴中光敏劑形成自由基并進一步誘導聚烯烴單元產生大分子自由基,自由基之間通過鍵合作用形成交聯聚烯烴材料[2]。
早期紫外光設備受汞燈光源衰減的影響,導致交聯工藝不穩定。現在紫外光光源升級為LED器件后,照射劑量衰減不變的時間可達到30 000 h,具有極高的能源效率(約30%),有效波長選擇性極高(半功率波長帶寬5 nm)。紫外LED光源采用圓形腔體隧道結構方式進行組裝,工作時,紫外光在圓形腔體軸心聚焦成一定直徑的輻照中心區域,線芯在輻照中心區域高速行進,經均勻集中地照射,實現良好交聯。
電子輻照交聯工藝的主要參數為輻照能量、束流和線速度,紫外光交聯工藝的主要參數為紫外光波長、輸出功率和線速度。與電子輻照交聯工藝相比,紫外光交聯的輻照設備和交聯材料的研究尚不成熟,電纜企業如何有效制定紫外光交聯工藝以確保交聯質量,需要設備廠家和材料廠家的指導和參與,這樣才能有助于紫外光交聯技術的更好推廣。在制品厚度一定的情況下,紫外光交聯與電子輻照交聯的輻照工藝一樣,可實現精準控制。
(3)紫外光交聯基建投資低于電子輻照交聯
電子輻照交聯需要單獨建立輻照車間,建設安裝調試周期需要6個月左右,總投資約為500萬元;紫外光設備投資約為32萬元,無需新建場地,占地面積小,安裝方便,只需要在現有擠塑生產線的機頭后加裝紫外光交聯設備,實施2~3 d的簡單改造,便可快速實現在線交聯功能。
自紫外光輻照設備的光源由汞燈升級為LED燈管后,設備穩定性和使用壽命得以大幅提高。紫外光光源LED燈管的理論使用壽命可達50 000 h,其中在30 000 h以內,輻照光源照射劑量保證衰減不變;要保證產品質量的穩定,當輻照光強開始衰減后,就要及時更換LED燈管,更換成套燈管費用為平均每年5 000~10 000元。
從設備投資、基建投資以及建設周期上比較,紫外光輻照交聯要明顯優于電子輻照交聯。
對于目前沒有電子加速器的企業,紫外光交聯方式可幫助企業快速實現無鹵電線的交聯生產;已擁有電子加速器的企業,利用紫外光輻照可實現輻照交聯產能的增加,解決現有電子輻照產能的瓶頸。
2 生產流程和制造成本的比較
仍以加工WDZC-BYJ-105 1×2.5 mm2電線為例,采用擠壓式模具,低壓縮比、無鹵、低煙的專用螺桿。
從生產流程上比較,紫外光交聯設備是直接安裝在擠塑機的機頭和冷卻水槽之間,擠出絕緣層后立即進入紫外光輻照設備中進行光交聯,交聯好的線芯經水槽冷卻、火花檢測,然后進入到成圈工序;電子輻照交聯設備是獨立的,擠塑機擠出絕緣后經水槽冷卻、火花檢測,進行裝盤收線,再流轉到電子輻照工序進行單獨輻照,輻照好的電線再進入到成圈工序。
電子輻照交聯的輻照速率要快于紫外光方式,但比紫外光交聯增加了工序轉道,設備操作人員要增加1~2人,人工成本相應增加;同時,電子輻照交聯的工序周轉時間會增加2~3 d,外協加工時需要等待的時間更長。表1為電子輻照交聯與紫外光交聯生產成本的對比。
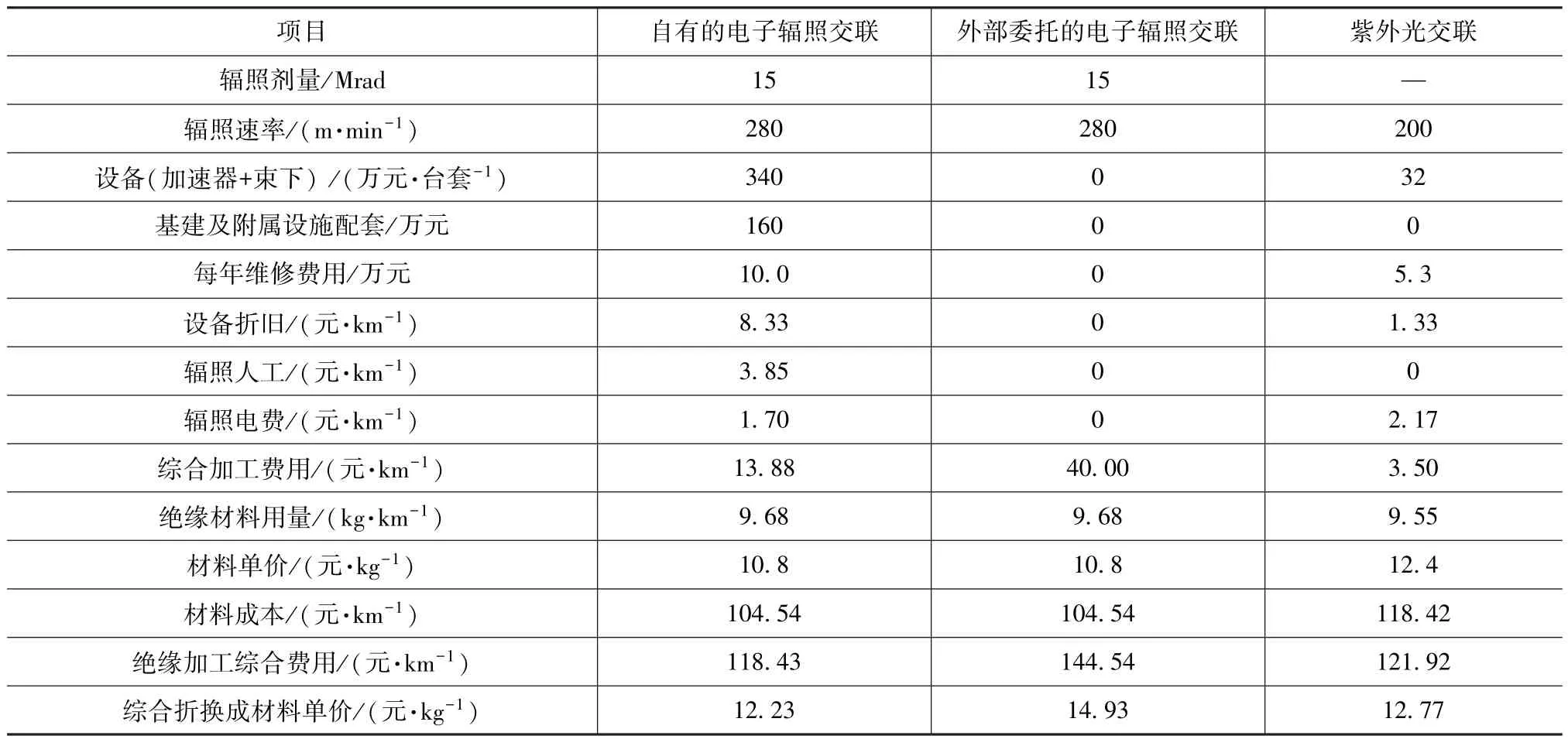
表1 電子輻照交聯與紫外光交聯的輻照費用、材料費用的對比
3 產品質量的比較
表2為采用紫外光交聯材料與電子輻照交聯材料生產出的產品的性能對比。由表2可知,兩種材料都完全符合JB/T 10491—2004標準中的要求[3]。電子輻照與紫外光輻照的交聯機理雖然不同,兩種材料的配方也不盡相同,但生產出的產品質量基本相同。

表2 兩種配方體系的材料生產出的產品的性能對比
4 不同顏色及濃度的色母料對紫外光交聯效率的影響
與其他交聯方式相比,紫外光交聯絕緣材料的顏色對紫外光交聯效率的影響是比較顯著的。不同顏色及濃度的色母料具有不同的紫外光吸收特性,對紫外光在擠出熔融體中穿透能力的屏蔽程度不同,在一定程度上影響了紫外光低煙無鹵絕緣材料的推廣應用。
目前紫外光無鹵低煙交聯聚烯烴絕緣料的顏色普遍偏淺,黃色為嫩黃色,紅色基本為桃紅色,綠色也是嫩綠色。其顏色的明艷程度仍無法與現有的電子輻照無鹵低煙交聯聚烯烴材料的著色效果相媲美,也導致同時具有電子輻照設備和紫外光輻照設備的生產廠家,在兩種工藝條件下生產的產品的顏色難以一致。
紫外光交聯絕緣材料不同色系,在相同的紫外光輻照功率條件下,交聯效率不盡相同。生產同樣規格不同顏色的電線絕緣時,其熱延伸值存在著一定的差別,為保證熱延伸值在25%~70%范圍內,生產過程中應根據材料的不同顏色來適當調整生產速率。根據實際生產跟蹤,黃色與紅色絕緣材料的交聯效率最高,生產速率可以達到200 m/min,實現高速生產;綠色絕緣電線次之,速度為170 m/min;藍色絕緣電線生產速率為150 m/min。
5 結 論
對電子輻照交聯工藝與紫外光交聯工藝從設備投入、制造成本、生產效率、工藝控制和產品質量等幾個方面進行對比,可得出以下結論:
(1)與電子輻照交聯工藝相比,紫外光輻照交聯工藝無需土建投資,設備投資小、改造簡單、建設周期短、投資見效快。
(2)在生產成本方面,紫外光交聯料的單價雖然比電子輻照交聯料略高,但綜合人工成本、設備投資、時間成本等因素,仍具有一定的競爭力。特別是對于需要外部委托輻照的電纜生產企業,更是一個很好的選擇;同時,隨著紫外光交聯絕緣料的成熟和市場競爭,材料價格仍具有一定的下浮空間,紫外光交聯的成本優勢將更加凸顯。
(3)在生產效率方面,紫外光交聯明顯優于電子輻照交聯,產品可實現擠出和交聯的同步進行,大大節省了人力,提高了快速交貨能力。
(4)紫外光交聯材料尚不成熟,材料廠家應進一步加大研發適合紫外光輻照交聯工藝的專用高效色母料,以助力紫外光無鹵低煙材料的推廣應用。
隨著紫外光交聯材料和設備的日趨成熟,紫外光交聯工藝具有明顯的優越性,是提高低煙無鹵交聯電線生產能力、提升生產效率、解決生產瓶頸的一種有效途徑。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年11期)2018-08-04 03:26:08
中國軍轉民(2017年6期)2018-01-31 02:22:28
工業設計(2016年12期)2016-04-16 02:52:00
銅業工程(2015年4期)2015-12-29 02:48:39
消費者報道(2014年7期)2014-07-31 11:23:57