特種移動電纜用超重型高強度高粘合性彩色氯化聚乙烯橡膠護套料的研制
2021-04-28 09:31:04甘胤嗣夏明慧蔣正勇
電線電纜 2021年2期
甘胤嗣, 夏明慧, 蔣正勇
(航空工業寶勝科技創新股份有限公司,江蘇揚州225800)
0 引 言
港口機械卷筒電纜、滾筒采煤機用電纜和礦山電鏟用拖曳電纜等都是需要承受拉伸、反復彎曲、扭轉、往復移動等工況的移動電纜,并且這類電纜還經常受到煤塊和石塊的砸、壓,在不平整地面上的拖拉和運輸車輛的碾壓,容易造成電纜護套破損,電纜使用壽命縮短,嚴重影響礦石運輸、碼頭物料搬運的作業效率,故常規性能的電纜護套如 MT818—2009/GB 12972—2009標準中XH-03A滿足不了這類電纜的要求,需要超重型高強度高粘合性橡膠護套,并且還要與纖維層、內襯層組成增強型電纜護套。超重型高強度高粘合性彩色氯化聚乙烯(CM)橡膠護套性能要求可以參照的標準有德國VDE DIN 0250-813—1985中氯丁橡膠5GM5和美標NEMA WC 58—2008標準中的超重型交聯護套,其中以美標NEMA WC58要求最高。由于氯丁橡膠(PCP)具有優良的耐候性、耐磨性、低溫韌性及高強度,并且與纖維材料具有良好的粘合性,國內外普遍采用PCP作為超重型護套料的基料,但這種PCP電纜護套膠具有易焦燒、貯存期短、添加了白炭黑的膠料柔軟性差、PCP橡膠合成過程中對環境破壞大、價格相對較高等十分明顯的缺點。
CM是高密度聚乙烯經氯化而制得的含氯聚合物,CM主鏈的飽和性及所含的氯原子使其具有耐低溫、耐臭氧、耐老化、阻燃、抗紫外線等優異性能。國內外CM的應用正處于前所未有的開拓發展階段,在傳統應用領域已成功替代PCP、氯磺化聚乙烯(CSM)等產品,成為應用廣泛、價格低廉的一類彈性體。因此開發替代PCP電纜護套膠料的超重型高強度高粘合性彩色氯化聚乙烯橡膠護套材料有十分重要的意義。
本工作采用CM作為基料,研制出一種符合NEMA WC 58—2008標準性能要求的超重型高強度高粘合性彩色氯化聚乙烯橡膠護套料配方,重點研究了CM的品種、補強材料種類及其填充量、交聯劑等幾種因素對拉伸強度、粘合性能的影響。
1 試驗
1.1 試驗原材料
CM,牌號 3610、3605H、135B,杭州科利化工股份有限公司;改性納米陶土,牌號薩博菲505,棗莊市三興高新材料有限公司;沉淀法白炭黑,牌號180P,三明市豐潤化工有限公司;改性高嶺土,煙臺景宏化工產品有限公司;己二酸二酯(丁氧基乙氧基乙),牌號TP95,美國HALLSTAR公司;過氧化二異丙苯(DCP),1,4-雙叔丁基過氧異丙基苯(BIBP),阿克蘇諾貝爾化學品(寧波)有限公司;1,4-異氰脲酸三烯丙酯(TAIC),江蘇華星新材料科技股份有限公司;三聚硫氰酸母膠片,牌號CA1703、促進劑705,沈陽國海亦享科技有限公司;其他配合劑均屬橡膠工業常用產品。
1.2 基礎配方
CM 100,氧化鎂 15,硬脂酸鈣 1,PE 蠟 2,對苯二甲酸二辛酯(DOTP)40,TP95 6,白炭黑 適量,改性高嶺土 20,硅烷偶聯劑 A172 1,DCP 4,TAIC 1.5,紅色著色劑1。
1.3 主要試驗設備
BP-8175-AL型開放式煉膠機,寶品精密儀器有限公司;BP-8170-B型平板硫化機,寶品精密儀器有限公司;JPL-2500N型微控電子拉力機,江都市精誠測試儀器廠;MVR2000型流變儀,上海埃爾法儀器科技有限公司;MV2000型門尼粘度儀,上海埃爾法儀器科技有限公司。
1.4 試樣制備
CM粉在55℃開煉機上混煉成片,按順序加入小料、補強劑、油料,最后加入硫化劑;物料混合在一起后,調小輥距,薄通、打5~8個三角包,分散均勻;調大輥距,下片,停放24 h后再進行硫化及其他性能的檢測。
壓制樣片,將膠料放在1 mm厚長方形模具中,用平板硫化機硫化,硫化溫度為180℃,壓力10~15 MPa,時間15 min,壓制結束后在(23±5) ℃下放置16 h。
制取試樣,按國家標準GB/T 528—2009中規定的制作2型啞鈴片,其總長度為75 mm,共15個,用于測量老化前后機械性能。
1.5 試驗方法
按照GB/T 528—2009測試機械性能,門尼黏度按國家標準GB/T 1232—2016測試;硫變試驗按照企業檢驗標準測試,測試條件為180℃,15 min。
研究膠料粘合性能的目的是制作電纜纖維增強護套(內襯層+纖維層+護套層),國內暫無相應的膠料標準試驗方法[1],本研究按如下試驗方法測量:
先將膠料用平板硫化機硫化,硫化溫度為180℃,壓力 10~15 MPa,時間 15 min,壓制得到1 mm厚硫化膠片,將制得的1 mm厚硫化膠片表面鋪上一層聚酯纖維網加一層1 mm厚未硫化膠片,放在2 mm厚的長方形模具中,用平板硫化機硫化,硫化溫度為180℃,壓力10~15 MPa,時間15 min,冷卻放置16 h后裁取約150 mm×15 mm長條;剝開一層至足夠長度,夾在拉力機的夾具上,用約180℃剝離角拉伸(如圖1),取得最大的力。
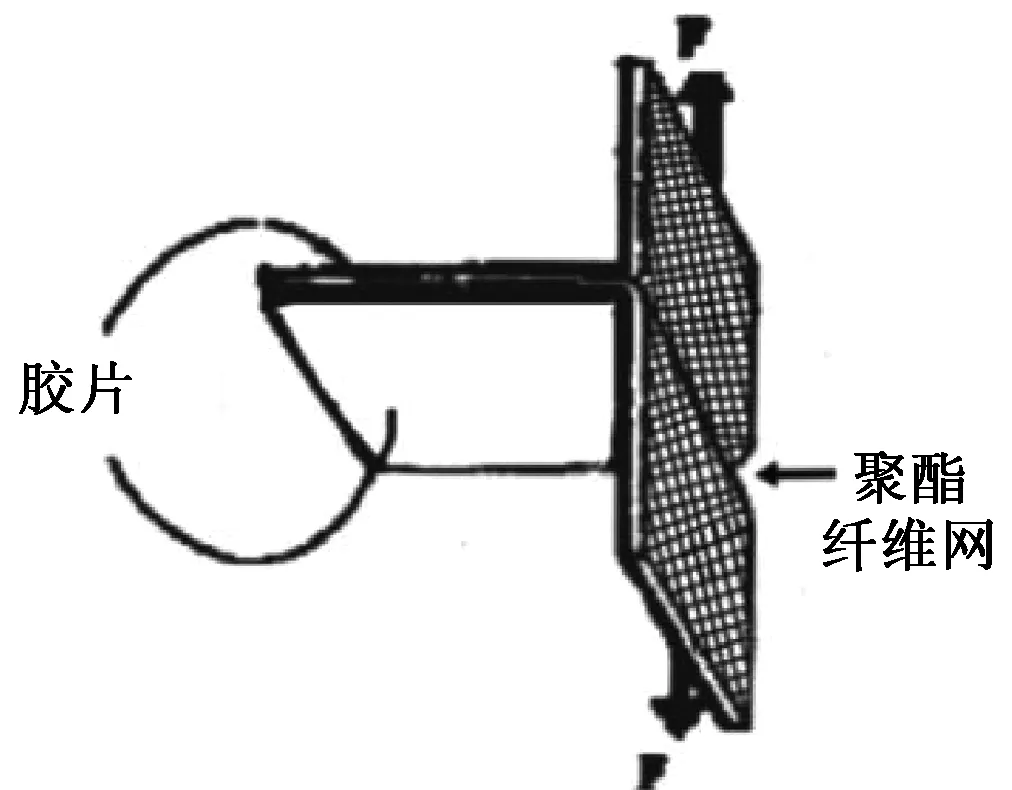
圖1 粘合強度試驗示意圖
2 結果與討論
2.1 生膠對拉伸強度的影響
CM作為非自補強型橡膠,要達到美標NEMA WC58標準表中超重型CM護套抗張強度不小于16.55 MPa的要求,一定程度取決于CM生膠強度,特別與CM相對分子質量的大小、氯含量和結晶殘留有很大的關聯,一般情況下,相對分子質量較大的CM生膠和硫化膠機械強度較高,而留有部分殘留結晶的CM也具有較高的機械強度。CM的聚集態結構隨氯化程度的提高而逐漸變化,極性氯原子的引入破壞了聚乙烯結晶的規整性,增加了分子間的距離,當均勻氯化的氯含量超過25%時,聚乙烯便由高度結晶的聚集態轉變為松散的無定形結構,當氯含量超過45%以后,分子間的作用力增大,分子內旋轉受阻,CM分子鏈又逐漸變為類似聚氯乙烯分子的剛性鏈,故氯含量30%~45%的CM呈現橡膠態。綜合考慮,選用CM3610、135B并用,通過二者變量得到配方性能比較,結果見表1。
由表1可知:隨著135B含量比例的升高,拉伸強度逐漸下降,門尼黏度逐漸下降,3610拉伸強度高,135B拉伸強度低,主要原因是制造3610的聚乙烯原料相對分子質量大于30萬,135B只有25~28萬,故相對而言,要取得高強度,不排除選擇更高分子量的CM品種,但高相對分子質量也伴隨著門尼黏度升高,加工流動性變差。3610的門尼黏度高達95,而135B門尼黏度僅有75,若采用翻斗式捏煉機生產CM膠料,膠料混煉均勻性較差,綜合考慮,2#配方綜合表現更好。
證明 用反證法證明。假設這3個三角形有兩個為窮的,第3個為半窮或窮的,在這里設第3個三角形為半窮的(當第3個三角形為窮三角形時證明類似且更加簡單)。設f=[v,v1,v2]是半窮面,v1是窮點,v2是富點,v3是 5+-點, f=[v,v5,v6]和f=[v,v7,v8]是窮面。由G的極小性,G-{v,v1,v2,v3,v4,v5,v6,v7,v8}有一個(3,0,0)-染色,將這個染色染回到G,從而推出矛盾。
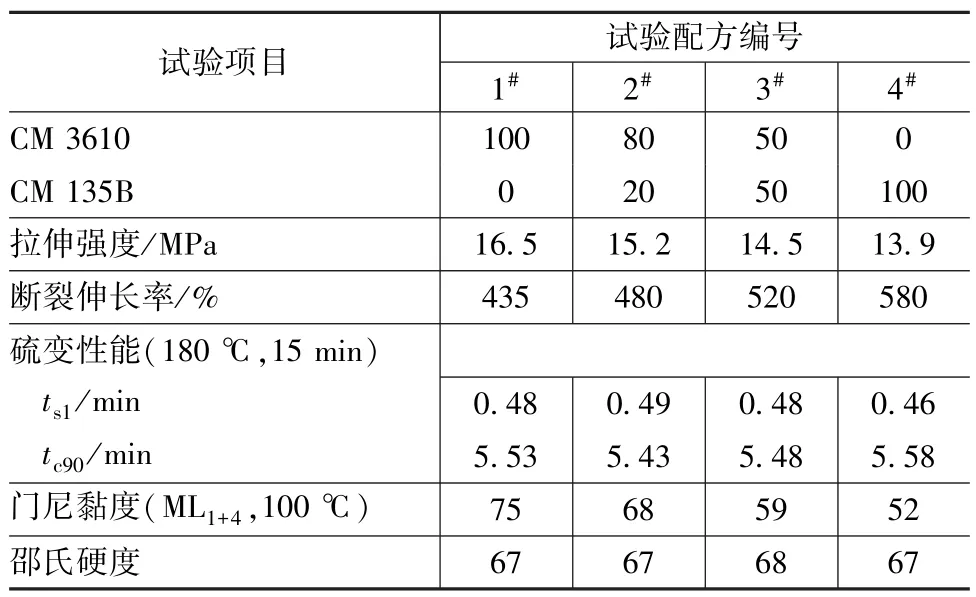
表1 CM牌號對抗張強度的影響
2.2 填充補強劑對拉伸強度的影響
CM是一種可進行高填充的合成橡膠,CM彩色膠料中使用的補強劑與其它合成橡膠相同。有較高補強性能的非污染的白色補強劑并不多,主要有白炭黑、納米碳酸鈣、薩博菲505、大長徑比硅灰石等。
試驗選用納米碳酸鈣、薩博菲505及不同份數和生產廠家的白炭黑作為配方變量,對比不同填充材料、不同填充量對性能的影響,結果見表2。
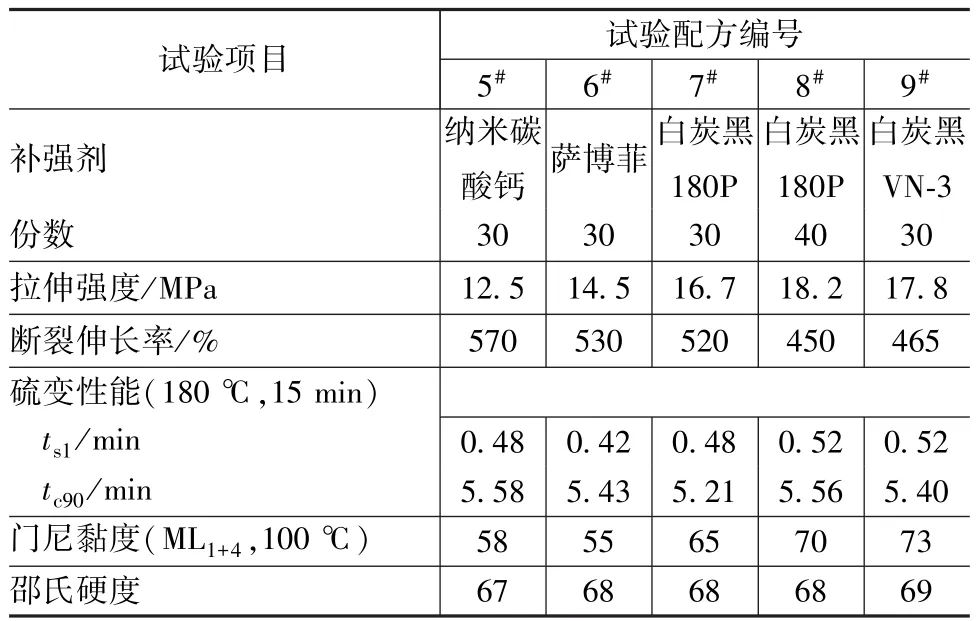
表2 補強材料與填充量對拉伸強度的影響
從表2看,單用納米碳酸鈣達不到超重型CM護套抗張強度要求。薩博菲505補強效果較好,單用也達不到超重型CM護套抗張強度要求,但該補強劑在大量添加的情況下,門尼黏度上升較小,對提高膠料流動性有一定作用,可以做輔助補強劑;補強性好的還是沉淀法白炭黑,加入量30~40份能滿足超重型CM護套抗張強度要求。不同廠家的沉淀法白炭黑有不同的比表面積,比表面積越大,補強性越高,但相應門尼黏度會一定程度上升,且隨著添加量的增多,門尼黏度快速上升,僅添加40份就上升到70,因此使用輔助補強劑必不可少。
2.3 硫化劑對粘合強度的影響
要獲得港口機械卷筒電纜、滾筒采煤機用電纜和礦山電鏟用拖曳電纜的增強型電纜護套(內襯層+纖維網+超重型橡膠護套),三層結構界面接觸和界面粘合是關鍵技術。為達到這個目標,護套配方設計時就必須考慮聚合物、補強填充劑、硫化劑、增塑劑等關鍵配方組分對粘合性能的影響,例如沉淀法白炭在填充劑中是對達到較高粘合強度有重大影響的唯一材料[2],再如氯丁橡膠是結晶性橡膠,結晶速率快,內聚力大,有良好的粘合性能。
為了提高CM護套層的粘合能力,試驗研究了不同硫化體系對提高粘合強度的作用,并做配方對比,結果見表3,粘合強度試驗方法參照 GB/T 14905—2009。
由表3可以看出:DCP、BIBP和TAIC交聯劑的膠料粘合力一般,而三聚硫氰酸母膠片(CA1703)、促進劑1705的膠料粘合性良好,與膠管標準對比,達到了不小于1.5 N的要求。膠料粘合性提高的原因是三聚硫氰酸交聯劑的多官能團分子結構,膠料與膠料之間部分硫原子發生了化學作用,產生了硫-硫交聯鍵,交聯鍵較長,鍵能較小,而過氧化物硫化產生的C—C鍵,鍵短且鍵能高,受力后呈現剛性受力,因此抗撕裂性能及粘性都較差。另外試驗還對比了氧化鋅/氧化鎂硫化PCP超重型護套配方,結果顯示三聚硫氰酸交聯氯化聚乙烯超重型護套配方的粘合強度會更高。
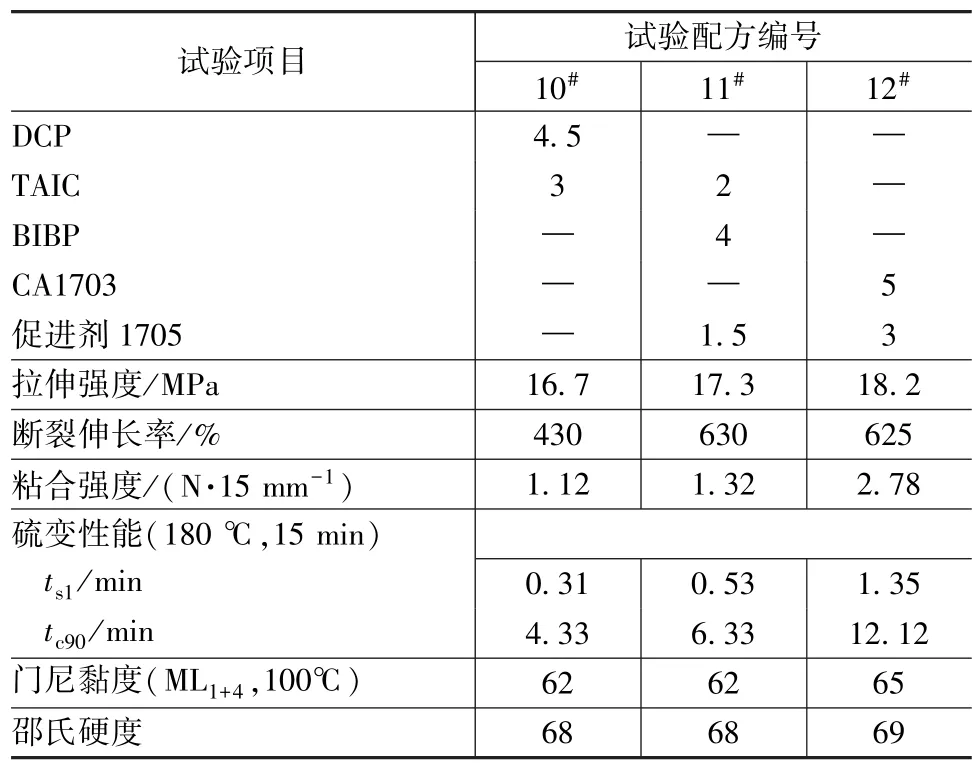
表3 硫化劑對粘合性能的影響
3 膠料和增強性護套生產
采用益陽橡膠塑料機械集團有限公司的GE190E型密煉機生產最終配方護套膠料,采用二段法混煉工藝,一段混煉按照生膠、小料、填充、油料的順序投料,混煉最高溫度不超過100℃,然后經過下輔機翻煉、壓片、涂隔離液、冷卻收片,停放8 h以上的膠片再進行二段混煉,加入硫化劑,混煉排料溫度不超過85℃。膠料停放24 h后再進行相關膠料試驗。將膠片在 10~15 MPa,180℃下,壓制15 min,硫化后的膠片性能結果見表4。各項指標符合標準要求。
由表4可知:膠料的各項指標均符合標準要求,成品電纜的各項性能優良。
4 結 論
(1)采用高分子量聚乙烯原料生產的CM品種和添加比表面積大的沉淀法白炭黑補強劑可以制得一種符合NEMA WC58標準性能要求的超重型高強度高粘合性彩色氯化聚乙烯橡膠護套料配方。
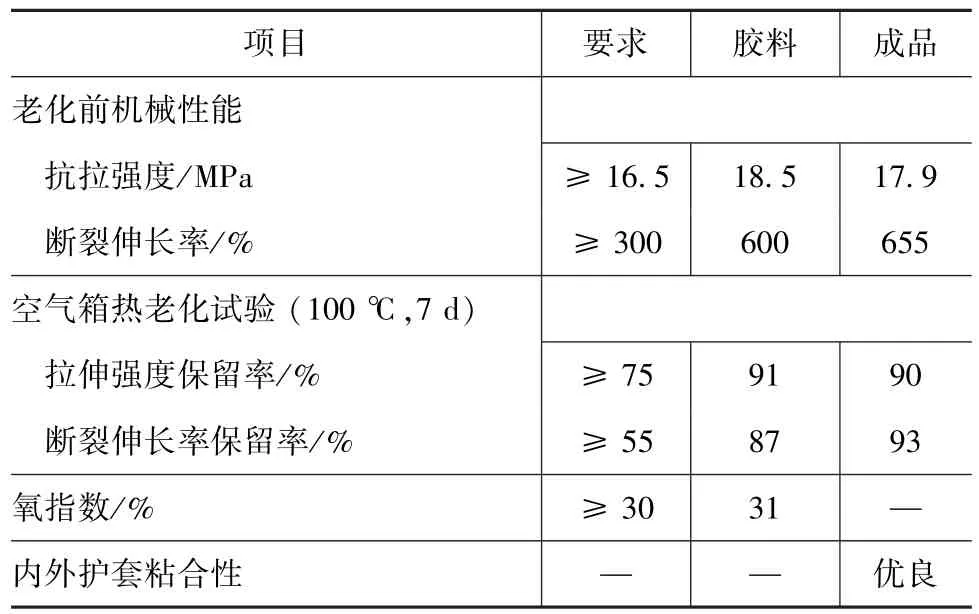
表4 膠料和護套性能表
(2)采用三聚硫氰酸交聯體系制得的彩色氯化聚乙烯橡膠護套可以比氧化鋅/氧化鎂硫化的氯丁橡膠護套有更好的粘合強度。