EP6發動機缸蓋全自動密封測試設備的研發
2021-04-28 00:52:00胡曉峰邱欣華
湖北工業大學學報 2021年2期
胡曉峰, 邱欣華
(湖北省機電研究設計院股份公司, 湖北 武漢 430070)
EP6發動機是PSA(法國標致雪鐵龍)和BMW(德國寶馬汽車)合作研發的TGDI/TVDI(Turbo Gasoline Direct-Injection 渦輪增壓缸內燃油直噴,TVDI雙渦道渦輪增壓可變氣門燃油直噴)發動機。TGDI/TVDI發動機仿照柴油直噴技術,具有動力性強、燃油經濟性好、排放污染物低等特點。缸蓋是發動機總成最復雜的零部件,選用6061鋁材精密壓鑄而成。氣門、增壓器、真空泵、進排氣口等均裝配于缸蓋上。缸蓋6個面全是由大小不一、空間角度各異、大孔套小孔、異形孔、盲孔、交叉貫穿孔及異形曲面等構成。這些孔組及曲面將缸蓋隔分成水道腔、高壓油道腔、低壓油道腔等。
缸蓋的機械加工線主要由加工中心、專機設備及輸送輥道等組成。中間密封測試機就是其中一臺不可或缺的密封檢測設備。缸蓋的水道、高低壓油道各孔面機加工完成后,在對缸蓋進行壓裝、部裝之前,工藝要求對缸蓋的水道腔、高壓油道腔、低壓油道腔進行密封檢測,主要目的是為了防止出現毛坯致密缺陷、砂孔、裂紋及加工過程中不該貫穿孔相通,導致獨立的水道、高壓油道、低壓油道的泄漏和互竄,及時剔除不合格的半完工狀態的缸蓋,以免其流入后續工序到達總成時造成更大的成本損失[1]。
1 設備的工藝要求
缸蓋機加生產線設備節拍為78 s,中間密封測試設備是缸蓋機加生產線上全自動專機設備,正常工作時無人看管。設備檢測項目和檢測要求見表1。
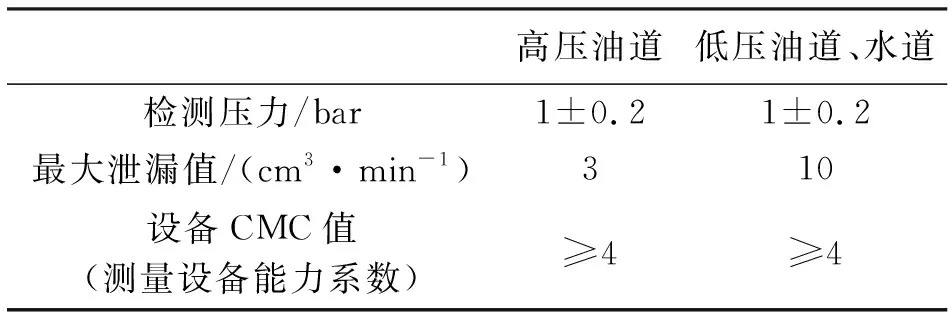
表1 設備檢測項目要求
2 密封測試方案
2.1 密封測試原理
缸蓋的密封測試采取干式密封測試。其主要原理是:將產品密閉空間定時t1時間充入一定壓力的壓縮空氣,達到一定壓力值Pa,保壓一定時間t2,檢測一定時間t3,通過干式泄漏儀檢測密閉空間中壓力空氣的壓力變化量ΔP。將ΔP換算成檢測壓力空氣產生的泄漏流量Q,依據泄漏量值與工藝設定的最大量值Q*比較,判斷該產品在規定的時間內泄漏量是否合格。
干式密封檢測時充氣的曲線描述了測試過程(圖1)。整個檢測過程分成4個階段。系統按一定壓力往待檢測的密閉容器中充氣,待氣壓在密閉空間中穩定一段時間后,關閉充氣閥,測試一段時間后封閉空間的壓力損失。測試完畢后,打開排氣閥排出密閉空間中的測試氣體。

圖 1 密封測試充氣過程
對于大容器的檢測,要求充氣、保壓時間較長,以待閉容器中的氣體產生亂流穩定。要想測試的泄漏值越準確,耗費的節拍時間越長,因此盡量減小密封容器充氣體積,縮短穩定時間,從而提高檢測效率[2]。
2.2 壓力損失與泄漏流量的換算
在密封測試中,壓力損失也可以用流量泄漏量表示,以滿足上述檢測工藝要求。由玻-馬定律可知,在一定的溫度下氣體的壓力與體積的積是一定的。根據理想氣體狀態平衡方程和熱力學原理,可推出泄漏量和壓力差之間的關系式為:


式中:Q為泄露流量值;Ve為密封測試空間的體積;ΔP為測試壓降;t為測試時間。
建立密封測試系統,必須保證系統零泄漏。首先測試標準工件,系統配備標準泄漏流量頭進行密封測試。通過上式的變換,可以計算出測試的標準工件的容積,并將所測容積數據寫入泄漏儀儀表參數中。正常工作時儀表就可根據上述公式自動得出工件泄漏量值。
本設備高壓腔的測試體積為135 mL,低壓油道和水道的測試容積在輔助填充物后,測試體積為4500 mL。
2.3 密封測試氣路
為滿足生產線節拍要求,選用2臺法國ATEQ公司F520泄漏量儀同時工作,分別用于檢測高壓油道腔、低壓油道腔和水道腔的密封測試。高壓油道腔密封測試進氣口選擇缸蓋3401孔,低壓腔測試的進氣選用缸蓋2K面作為進氣口。測試氣路原理如圖2所示。
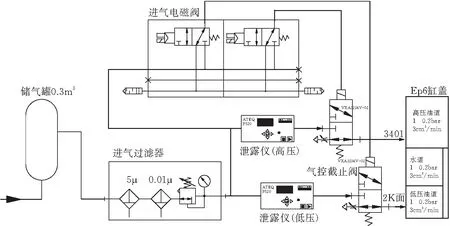
圖 2 EP6缸蓋密封測試氣動原理
在設備的總進氣端設置干燥器和過濾器,保證設備使用清潔、干燥氣源。為消除設備中其他氣動元器件的工作影響,保證測試氣源的壓力穩定,在測試系統中設置一個單獨的儲氣罐為密封測試供氣。為確保泄漏量儀的安全使用,在儀器進氣端安裝5 μm和0.01 μm雙過濾器。選用精密零泄漏氣控截止閥用作工件檢測充氣、檢測完畢工件排氣控制閥,以免工件在檢測完畢排氣時,被檢測工件內的含雜質氣體倒吸入精密泄漏儀內而造成泄露儀損壞[2]。
2.4 密封測試容積的建立
密封測試容積的建立是指根據缸蓋的功能結構,利用輔助工裝對缸蓋產品的高壓通道、低壓通道、水道進行封堵,最終形成的待檢測的密閉容腔。
如何高效封堵是設備的關鍵。根據檢測工藝,高壓通道的密封檢測要求較低壓檢測要求高,而低壓通道和水道的檢測要求一致。因此可以考慮先封堵建立高壓容腔進行密封泄漏檢測,通過了高壓密封檢測后,檢測低壓腔時不必考慮專門把高壓腔隔開,可以將缸蓋低壓通道和水道及高壓通道部分封堵成一個低壓容腔進行檢測。這樣可以簡化低壓腔建立時封堵的復雜性,也保證了封堵的可靠性[3]。
熟悉了解缸蓋產品結構是高效完成密封測試容積建立的前提基礎。缸蓋底面是與缸體連接組成發動機的燃燒室,稱為1K面;缸蓋上面安裝發動機的進氣裝置及發動機罩蓋等,稱為2K面;周邊4個面分別稱之為3K面,4K面,5K面及6K面。
缸蓋上每個面上的孔均由數字表示,如1005/1006孔,指的就是1K面上2個孔。根據缸蓋產品設計的資料顯示,該孔可用作缸蓋工藝定位孔。本設備中就是選用1005/1006和1K面作為缸蓋產品一面兩銷的定位方式[4]。
3 設備全自動運行
設備在生產線上的位置及布局[5]如圖3所示。
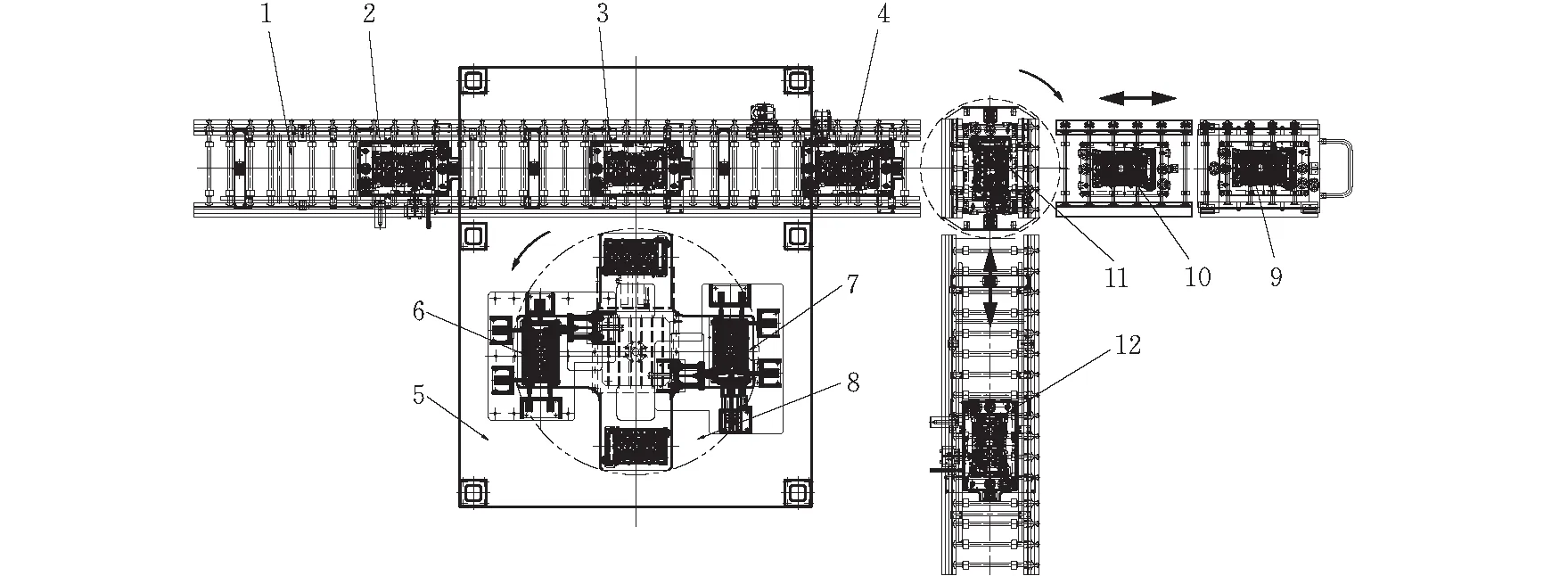
1-來料輥道;2-等待測溫工位;3-托盤等待工位;4-打標工位;5-設備主體;6-高壓密封測試工位;7-低壓密封測試工位;8-伺服旋轉工作臺;9-人工轉料小車;10-返修輥道;11-轉臺;12-排料輥道圖 3 密封測試設備生產線平面布置
缸蓋通過一面兩銷方式置于托盤,托盤沿來料輥道輸送至等待測溫工位。符合溫度設定的工件隨托盤輸送至托盤等待工位,機械手自動將托盤等待工位上面的工件搬運至旋轉工作臺的上下料工位處。
伺服旋轉工作臺帶動工件旋轉,分別在密封測試工位上進行高、低壓密封測試。通過高、低壓測試工位檢測后的工件,通過旋轉工作臺旋轉到旋轉工作臺的上下料工位處,機械手將其自動抓入輥道托盤等待工位的空托盤上。
檢測合格產品由托盤沿輸送輥道輸送至打標工位打印標識。再通過轉臺與排料輥道對接并輸送至下一生產線工位。檢測不合格的工件,通過調整回轉工作臺的轉向實現轉臺與返修輥道對接,并通過銜接小車運送至人工檢測平臺。
4 設備的組成及結構
4.1 設備的組成
測試設備是整個密封測試實現全自動化的關鍵。設備的整體尺寸:長3320 mm、寬2850 mm、高2440 mm。其組成結構如圖4所示。

1-設備上機架; 2-移載機提升氣缸; 3-移載機夾緊氣缸; 4-移載機夾具; 5-移載機移位氣缸; 6-伺服旋轉工作臺;7-1K面封堵板; 8-舉升機構; 9-高壓測試工位; 10-輸送輥道; 11-設備防護網; 12-設備底座圖 4 密封測試設備的組成結構
設備主要由移載機械手、伺服轉臺、高壓油道密封檢測工位、低壓油道密封檢測工位、舉升封堵裝置、上頂架、下底架、液壓系統、氣動系統、密封試驗儀、操作盤、防護網等部件組成。現場實際運行如圖5所示。

圖 5 現場實際運行
4.2 移載機械手
移載機械手主要功能是將從輸送輥道上托盤等待工位的缸蓋移載到伺服轉臺的待檢工位,或者將檢測完成的工件從伺服轉臺上搬運至輥道上托盤等待工位的空托盤上(見圖4中2,3,4,5描述)[5]。機械手主要由左(右)夾臂、夾爪、夾緊氣缸、上下移動鎖緊氣缸、水平移動氣缸、導軌及限位機構等組成。
4.3 舉升封堵裝置和測試工位
舉升封堵裝置安裝在低壓工位和高壓測試工位上,測試時通過過渡封堵板將工件自下而上頂起,同時完成了缸蓋1K面和2K面的封堵。2K面的封堵裝置固定安裝在設備頂部,根據高壓檢測和低壓檢測的不同要求設置封堵。舉升封堵裝置如圖4中7、8所示:舉升封堵裝置主要由油缸、支架、導向裝置、舉升板、封堵板等組成。
缸蓋產品的3K、4K、5K、6K面封堵固定安裝在頂部。當舉升機構將工件舉升,滿足1K面和2K面的封堵后,四周的封堵機構通過封堵氣缸將相關的孔封堵。
伺服旋轉臺有4個工作位置(即上下料位置、高壓檢測位置、緩沖位置、低壓檢測位置),均勻分布轉盤上。1K面封堵板通過一面兩銷的方式分別與伺服旋轉臺及缸蓋產品的1K面定位放置。在封堵板與缸蓋1K面接觸面上鑲嵌有密封條,1K面的封堵板將缸蓋的高壓油道和低壓油道分開。1K面封堵底板如圖6所示。

1-封堵板定位孔; 2-缸蓋定位銷;3-油道封堵條;4-水道封堵條圖 6 1K面過渡封堵板
4.4 主要封堵機構設計
封堵采取線性密封的方式,即封堵材料與封堵要素之間的接觸盡量避免大面積的接觸,而是采取線接觸的方式。封堵材料選用聚氨酯,通過封堵的形狀設計,采用專用模具加工,通過配方控制密封件硬度為邵氏硬度HS 40~45(圖7)。
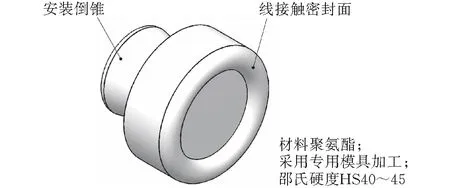
圖 7 密封件外形
封堵密封件必須與封堵桿牢固結合,采取安裝倒錐的方式擠入封堵桿的安裝孔中(圖7)。根據封堵孔的大小和測試氣壓,計算封堵需要的封堵力,從而決定封堵力的大小。封堵裝置的進給選用氣缸,氣缸將封堵裝置運送至封堵孔附近,封堵力的大小由壓縮彈簧提供,通過計算選擇合適的封堵彈簧,充分保證封堵密封件的壽命和封堵的可靠性。
根據封堵孔的形式有平面封堵、孔的內徑漲堵及組合形式封堵。
圖8中封堵6K面6301和6601是2個同軸的階梯孔,在6301的孔壁上有一斜孔通入高壓腔,因此方案選在6301孔端面和6601孔壁進行封堵隔離。
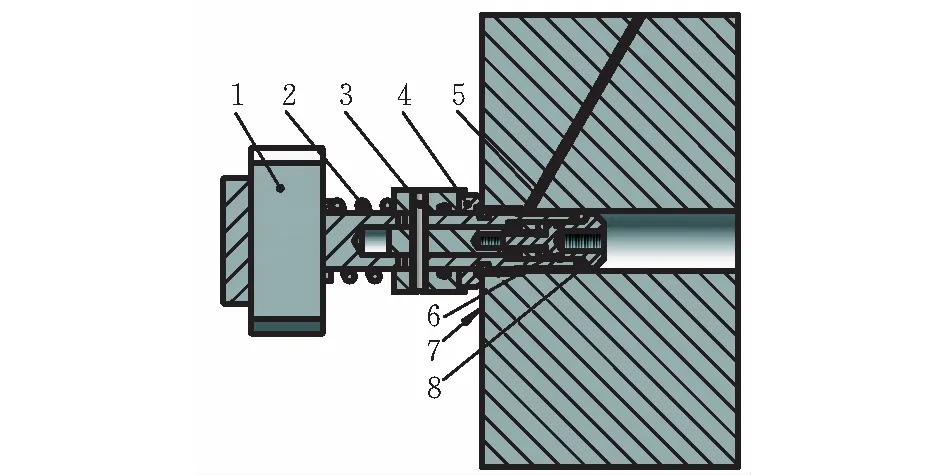
1-封堵座底板; 2-彈簧; 3-銷軸; 4-端面封堵件;5-斜孔; 6-漲堵芯軸; 7-封堵端面; 8-漲堵件圖 8 端堵和漲堵的組合形式
整個封堵裝置由油缸推向缸蓋6K面封堵處。當平面封堵圈接觸孔6301的端面時,封堵裝置壓縮彈簧對6301的平面進行封堵,并通過銷軸帶動漲堵圈前的漲堵芯軸,漲堵芯軸擠壓漲堵圈,從而將6601的孔沿圓周封堵[6]。
4.5 調試
設備的調試主要是機械動作、生產節拍、設備安全可靠調試及封堵裝置可靠性等諸多方面調試。密封檢測設備的能力認可通常是用CMC(測量設備能力系數)來描述,它直接決定設備能否用于正常生產。
CMC是評價密封測量和檢測設備測量的準確度、重復性、總的測量誤差等性能參數,包含了所有由于測量程序、設備的設計和實施、要測量的零件以及所采用的校準方法所產生的誤差。
CMC評估包括準確性評估和重復型評估,根據CMC評估方法選擇一定數量的具有特定特性的工件在設備上進行測量。具體操作為:首先用零泄露工件在設備上獨立測量10組數據,計算設備測量的重復性。在重復性滿足要求的前提下,選擇泄漏量分別為0.8,1,1.2倍標準泄漏量的工件分別獨立測試10組數據。根據這10組數據計算準確度,標準偏差,評估重復性,最后計算綜合性能系數CMC值[7]。
本設備中高壓密封的CMC值為5.23,低壓密封測量的CMC值為6.1,均滿足工藝對設備CMC≥4的要求。該設備已在某汽車發動機廠缸蓋生產線投入生產。現場使用情況表明設備運行穩定、可靠。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
海峽科技與產業(2016年3期)2016-05-17 04:32:12
工業設計(2016年12期)2016-04-16 02:52:00
