航空制造企業(yè)生產(chǎn)準備系統(tǒng)應用研究
2021-04-26 08:50:40王琦張斌
中國設備工程 2021年8期
王琦,張斌
(金航數(shù)碼科技有限責任公司,北京 100028)
航空制造企業(yè)生產(chǎn)準備是指企業(yè)為了保證生產(chǎn)作業(yè)的正常進行,進行的所有投產(chǎn)前的準備工作和生產(chǎn)過程中的應急處理。生產(chǎn)準備工作主要包括技術文件準備、生產(chǎn)設備可用情況檢查、器材準備、工裝工具準備、人員的配備和調(diào)整、檢驗計量準備等。據(jù)統(tǒng)計,生產(chǎn)準備在產(chǎn)品制造過程占60%以上的工作內(nèi)容,在完成上述準備工作中的過程中,企業(yè)應強化生產(chǎn)準備工作的計劃性,明確生產(chǎn)準備的具體內(nèi)容、計劃節(jié)點要求、責任部門和責任人,并對生產(chǎn)準備工作中出現(xiàn)的問題進行及時的處理。
生產(chǎn)準備的技術水平和管理水平直接影響產(chǎn)品的制造周期和離散制造業(yè)的生產(chǎn)柔性程度。生產(chǎn)準備的過程涵蓋了原材料、半成品、生產(chǎn)準備活動涉及工藝設計、生產(chǎn)計劃與控制、設備選型與采購、工裝工具的采購和存儲等諸多流程,并對投產(chǎn)前的準備過程進行組織管理,需要多部門多角色協(xié)同作業(yè),對信息的及時性和準確性有很高的要求。現(xiàn)有的生產(chǎn)準備管理方法和技術已經(jīng)逐漸跟不上制造技術的進步,許多國家的大型制造企業(yè)在生產(chǎn)準備技術方面進行了大量的投入。為扭轉生產(chǎn)準備過程效率低、信息不透明的現(xiàn)狀,引入信息系統(tǒng)作為工具,優(yōu)化生產(chǎn)準備活動,使生產(chǎn)對象在計劃的時間內(nèi)獲得最適合的制造資源,從產(chǎn)品制造過程的源頭消除浪費,才能如期滿足客戶的需求并創(chuàng)造最大利潤。
1 現(xiàn)狀與需求分析
通過對某航空制造企業(yè)生產(chǎn)現(xiàn)場的實地調(diào)研發(fā)現(xiàn),企業(yè)本身產(chǎn)品生產(chǎn)的復雜性以及產(chǎn)品交付壓力逐年增大,現(xiàn)行的生產(chǎn)準備手段已經(jīng)無法滿足生產(chǎn)運行的需要,歸納生產(chǎn)準備業(yè)務中遇到的各項問題,包括以下幾個方面:
一是生產(chǎn)準備流程長而復雜,涉及多部門、多角色、多人員的協(xié)同作業(yè),生產(chǎn)準備過程成本高、浪費大,容易出現(xiàn)資源準備不能有效的支持批產(chǎn)和新研任務的狀況。
二是技術文件分散,文件分發(fā)不及時,會影響生產(chǎn)開展,工程更改較為頻繁,現(xiàn)場貫徹情況難以控制。
三是工裝工具管理不系統(tǒng),缺乏源頭控制和過程控制,沒有準確的工具、輔料、原材料消耗定額,不能進行成本指標控制,采購計劃制定的依據(jù)不足,采購進度也難以保障。
四是生產(chǎn)單位和保障單位之間信息不對等,設備故障停機對生產(chǎn)造成較大的影響,特別是關鍵、獨子設備,將對產(chǎn)品交付計劃造成致命的沖擊,設備信息不實時,嚴重影響計劃安排。
五是物料缺件現(xiàn)象頻發(fā),常常成為制約制造和裝配的瓶頸因素,采購計劃于生產(chǎn)計劃脫節(jié),采購和物流過程不能實時追溯,導致問題在投產(chǎn)前才暴露,耽誤生產(chǎn)計劃的正常進行。
鑒于上述問題,生產(chǎn)準備各部分功能需求如下:
(1)技術準備。歸集所有技術資料,在投產(chǎn)前檢查技術文件、工藝文件的齊備情況,在生產(chǎn)過程中能夠?qū)崟r獲取工程更改信息,及時更改貫徹。
(2)物料準備。建立原材料領用流程管理,從ERP 實現(xiàn)物料領用出庫和成品入庫功能,輔料領用計劃和現(xiàn)場管控。根據(jù)分廠生產(chǎn)大綱和消耗定額確定物料領用計劃、輔料領用計劃和工裝工具需求計劃。建立分廠輔料庫房,保障賬物一致 建立物料高低儲報警機制,積壓物資反饋機制。
(3)設備準備。投產(chǎn)前可通過設備可用性檢查,查看相關設備是否狀態(tài)正常,有無故障發(fā)生,近期是否需要進行保養(yǎng),以便合理安排加工設備。
(4)工裝工具準備。工裝工具制造申請流程建立,滿足科研產(chǎn)品、新機的工裝準備以及批產(chǎn)機型工裝補充的要求。
現(xiàn)場在用工裝的管理,對工裝工具進行建檔,制造完成移交接收登記,工裝工具周期檢查登記、維修返磨登記、出入庫記錄和報廢記錄。
獲取工裝和計量器具的周期檢定計劃制定,控制工裝、計量器具、零件計量檢定過程,接收檢驗結論,對于不合格項的處理,跟蹤整改結果,建立質(zhì)量信息數(shù)據(jù)統(tǒng)計。
(5)生產(chǎn)計劃和現(xiàn)場管理。根據(jù)生產(chǎn)大綱確定月度生產(chǎn)計劃、車間作業(yè)計劃、物料需求計劃,并按計劃組織實施。定期召開生產(chǎn)調(diào)度例會,協(xié)調(diào)平衡生產(chǎn)過程各環(huán)節(jié)問題,理順生產(chǎn)流程,及時響應生產(chǎn)準備問題,具體包括:原材料檢查、工裝工具檢查、設備完好性檢查、工藝檢查。
2 系統(tǒng)設計說明
系統(tǒng)總體功能結構如下圖所示,通過與相關系統(tǒng)的集成,實現(xiàn)生產(chǎn)準備的數(shù)據(jù)支持,實現(xiàn)原材料檢查、工裝工具檢查、設備完好性檢查、工藝檢查,針對上述的各項檢查,系統(tǒng)提供檢查后的結果反饋和及時處置,包括缺料/件情況、工裝工具缺項情況、設備狀態(tài)信息、工藝信息等。
2.1 任務匯總組件
通過對ERP 任務、分廠MES 任務、外協(xié)任務進行匯總,進而掌握分廠未來一段時間將要完成的所有工作。在明確任務后,計劃主管需要對生產(chǎn)準備情況進行檢查,首先對毛料確認,對于庫存滿足或是近期將要來料并能確保按期完成的任務,計劃主管可以直接下達該任務;如果庫房中只有部分物料(包括原材料、零組件和成品)滿足制造或裝配需要,現(xiàn)場計劃員可以對任務進行部分下達,只下達能齊套生產(chǎn)的數(shù)量,未齊套部分進入等待狀態(tài),等待缺件入庫后,系統(tǒng)自動通知計劃員進行缺件計劃的下達。在生產(chǎn)任務確定,生產(chǎn)準備資源情況初步了解后,各生產(chǎn)單位人員進行計劃的下達或及時調(diào)整,如果生產(chǎn)單位不能內(nèi)部解決及時上報生產(chǎn)管理部門,協(xié)調(diào)資源或調(diào)整月度生產(chǎn)計劃。
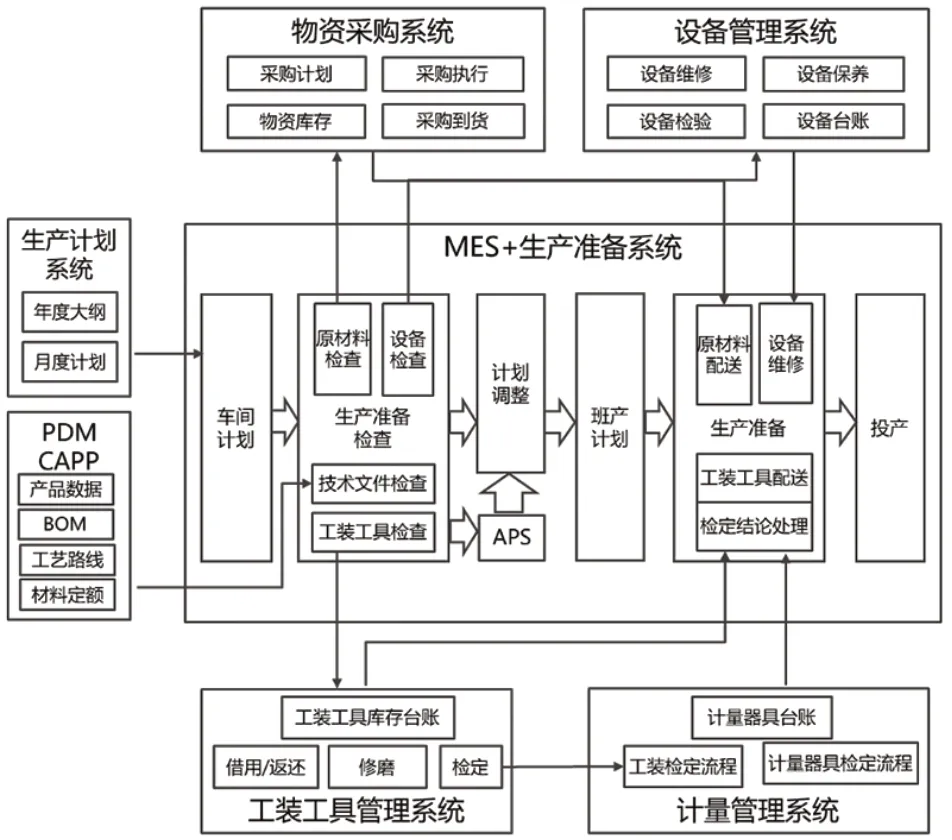
圖1 系統(tǒng)功能框架
2.2 物料檢查組件
物料檢查功能主要判斷任務的毛料滿足情況,當多計劃同時需要相同毛料且?guī)齑娑倘睍r,各計劃間毛料滿足情況,以確定哪些計劃可以自行,毛料分配邏輯為依照各計劃所屬零件的連續(xù)臺份高低進行分配,先以連續(xù)臺份低的計劃優(yōu)先滿足。根據(jù)分配情況最終匯總各計劃毛料短缺情況,并輸出毛料短缺表為采購員提供采購依據(jù)。
2.3 工藝檢查組件
當任務確定后,進行生產(chǎn)前工藝可用性檢查。
接收PDM 系統(tǒng)發(fā)放的BOM、物料和零件/裝配工藝規(guī)程,以及相應的原材料消耗定額和輔材的消耗定額,接收PDM 下發(fā)的工程更改單。維護工藝路線上工序所需工裝工具和設備明細。開工前檢查主工藝和本批工藝路線,根據(jù)確定任務所屬零件查詢數(shù)據(jù)庫中零件主制廠是否存在該零件主工藝路線,同時判斷是否改路線為首選項,當所確定任務所屬零件的主制部門存在首選項的主工藝時判斷工藝滿足,如果不滿足則自動發(fā)起預警,提醒責任工藝員及時進行工藝下發(fā)。生產(chǎn)過程中根據(jù)實時獲取的更改通知單,預警過程中發(fā)生的工程更改,使現(xiàn)場及時做出更改指令的貫徹。
2.4 工裝工具檢查組件
初步確定任務后,進行生產(chǎn)準備下一階段檢查,工裝工具檢查。首先將已下達的任務分解成工序級,計算出待加工每個任務所需要的工裝工具,按如下規(guī)則確定工裝工具是否滿足:刃具比較安全庫存與現(xiàn)有庫存,大于安全庫存則滿足;其他(夾具磨具量具等)只要有庫存就滿足要求。刃具的現(xiàn)有庫存按新進、現(xiàn)存、歸還統(tǒng)計;其他類型的工裝工具現(xiàn)有庫存按借出、新進、現(xiàn)存、歸還統(tǒng)計。如果不滿足,輸出相應的工裝短缺表,并由計劃員判定該任務是否下達。
2.5 設備檢查組件
建立分廠設備管理臺賬,通過設備維修、設備保養(yǎng)、資產(chǎn)變更等業(yè)務集成使設備信息得到及時有效的更新,有效支撐現(xiàn)場生產(chǎn)安排,支持設備操作規(guī)程和保養(yǎng)手冊在線查看,指導工人按規(guī)范進行作業(yè),建立現(xiàn)場設備故障報警處理機制。
2.6 任務調(diào)整和排產(chǎn)組件
根據(jù)物料檢查、工藝檢查、工裝工具檢查和設備檢查結果,系統(tǒng)初步判斷任務的可執(zhí)行性,并通過頁面顏色標識來提醒用戶檢查結果,由人為來判斷是否可以下達,當出現(xiàn)緊急任務或計劃開始時間點預計可以滿足某任務部分數(shù)量的執(zhí)行時,計劃員可以進行對任務進行調(diào)整數(shù)量、計劃時間、或拆分并可以進行部分下達。
根據(jù)以上檢查后,所篩選出來的都是理論上具備開工條件或到達計劃開始時間后預期可以具備開工條件的任務,根據(jù)分廠現(xiàn)場加工情況及任務緊急情況,計劃員可以對任務進行調(diào)整并下達,任務下達后可以將已下達任務傳給排產(chǎn)程序進行下一步的粗能力平衡及后續(xù)的工序級排產(chǎn)。
3 建設成效分析
以生產(chǎn)準備全業(yè)務流程的視角總結系統(tǒng)的工作內(nèi)容,生產(chǎn)準備相關系統(tǒng)實施經(jīng)歷了以下三個階段,下面分階段說明建設成效。
第一階段為基礎建設階段,以工裝工具借還和設備維修保養(yǎng)為主線,使全公司所有生產(chǎn)單位在統(tǒng)一平臺進行工作,將生產(chǎn)準備最重要的基礎數(shù)據(jù)逐步建立并串聯(lián)起來。配合試點分廠的MES 系統(tǒng)建設,驗證制造執(zhí)行系統(tǒng)和制造資源系統(tǒng)的同平臺協(xié)作可行性,為全公司推廣生產(chǎn)準備與MES 協(xié)同樹立標桿。
第二階段為全面打通階段,全面建設系統(tǒng),分廠工藝人員通過對工序加工所需工裝工具和設備信息的逐漸維護以及現(xiàn)場所需技術文件的維護,為制造執(zhí)行系統(tǒng)和制造資源系統(tǒng)信息互通搭建橋梁,使系統(tǒng)化生產(chǎn)準備成為可能。
第三階段為深入應用階段,隨著平臺的全面建成,基礎數(shù)據(jù)越來越全面和準確,系統(tǒng)成為生產(chǎn)管理的必要輔助手段。企業(yè)管理水平也不斷提高,著力從調(diào)度驅(qū)動逐漸轉變?yōu)橛媱濖?qū)動,現(xiàn)場管理精細化程度越來越高。通過整合生產(chǎn)準備檢查、生產(chǎn)配送、工裝工具申請等過程,優(yōu)化計劃安排,及時補充制造資源。
通過系統(tǒng)實施,設備利用率提升,降低設備閑置程度。降低庫存積壓率,節(jié)約成本,積壓率能夠降低5%以上。縮短技術資料準備時間約40%,縮短物料準備時間約30%,生產(chǎn)準備檢查效率提高近1 倍。
4 結語
本文的工作研究內(nèi)容僅包含軟件系統(tǒng)的工作內(nèi)容,對于軟硬件相結合的內(nèi)容尚未涉及。近年來,越來越多的制造企業(yè)逐漸引入條碼技術、數(shù)采技術、自動立體庫等新技術,通過生產(chǎn)準備系統(tǒng)與智能硬件的集成,采集更精準、更豐富的作業(yè)數(shù)據(jù),優(yōu)化資源占用、沖突分析、動態(tài)調(diào)度模型,是生產(chǎn)準備系統(tǒng)智能化的發(fā)展方向。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年11期)2018-08-04 03:26:08
中國軍轉民(2017年6期)2018-01-31 02:22:28
工業(yè)設計(2016年12期)2016-04-16 02:52:00
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
消費者報道(2014年7期)2014-07-31 11:23:57