冷軋重卷線冷硬大卷卷取故障的研究與優(yōu)化
2021-04-21 06:14:22呂劍,盧杰
設(shè)備管理與維修 2021年5期
關(guān)鍵詞:故障
呂 劍,盧 杰
(首鋼京唐鋼鐵聯(lián)合有限責(zé)任公司,河北唐山 063200)
1 故障背景
某冷軋重卷線冷硬大卷在卷取過程中,經(jīng)常出現(xiàn)卷取塔形,塔形率超過80%,嚴(yán)重影響生產(chǎn)節(jié)奏。塔形卷不僅無法包裝,而且吊裝困難,卸卷小車運(yùn)輸時(shí)存在中心偏移,具有較大安全隱患。大量的塔形卷影響生產(chǎn)順穩(wěn),給重卷線帶來很大生產(chǎn)壓力,由于需要重新卷取,開卷后的切頭尾造成成材率的巨大損失。
2 塔形卷故障分析
塔形卷是指帶鋼在卷取過程中,由于故障原因產(chǎn)生的卷取錯(cuò)邊現(xiàn)象,多見于大卷卷取故障。本文結(jié)合某冷軋重卷線的生產(chǎn)情況,通過分析塔形故障卷的PDA數(shù)據(jù),發(fā)現(xiàn)造成卷取故障的原因分為卷取抽芯,卷取打滑,起停車造成的錯(cuò)層現(xiàn)象,EPC跳變和板形問題等。以下針對不動(dòng)故障發(fā)生機(jī)理,逐一進(jìn)行分析。
2.1 卷取抽芯
判斷卷取抽芯的主要特征是內(nèi)圈存在一個(gè)明顯的層間縫隙。另一個(gè)特征是內(nèi)外圈對稱的錯(cuò)層現(xiàn)象,即外形像一個(gè)大鍋蓋。抓住這兩個(gè)特征,就避免了判斷失誤。卷取抽芯如圖1所示。
這類卷符合卷取抽芯的兩個(gè)特征。由于橡膠套筒的固有屬性,在承壓情況下,不可避免會(huì)發(fā)生收縮。微小的收縮有時(shí)不會(huì)產(chǎn)生實(shí)際影響,但是,如果隨著受力增大,收縮明顯,就可能導(dǎo)致內(nèi)圈抽芯,當(dāng)套筒的收縮比不穩(wěn)定或較大時(shí),則易出現(xiàn)大卷的卷取抽芯。
2.2 卷取打滑
卷取過程中采用恒張力控制模式,即無論鋼卷直徑是多大,帶鋼張力是一個(gè)固定值。在這種情況下,隨著鋼卷直徑的增大,帶鋼對芯軸及鋼卷內(nèi)圈的扭矩會(huì)不斷增大。當(dāng)這個(gè)扭矩增大到橡膠套筒和芯軸之間的最大靜摩擦力矩時(shí),橡膠套筒和芯軸之間會(huì)發(fā)生打滑。

圖1 卷取抽芯
這種現(xiàn)象往往與卷取抽芯同時(shí)出現(xiàn)。通過分析PDA數(shù)據(jù),內(nèi)圈直徑數(shù)據(jù)在卷取過程中沒有明顯變化,排除漲縮缸內(nèi)泄可能。在卷取卷徑超過1500 mm后,出現(xiàn)卷取速度突然變大、轉(zhuǎn)矩變小的現(xiàn)象,判斷套筒發(fā)生打滑。
觀察發(fā)現(xiàn)芯軸表面油脂較多,判斷為檢修加油過多,芯軸運(yùn)行中甩出部分油脂,粘連到芯軸表面,使得套筒與芯軸之間的最大靜摩擦力變小。在卷取大卷時(shí),由于卷徑比較大,內(nèi)圈受力變大,超過最大靜摩擦力時(shí),發(fā)生打滑。因此,打滑是設(shè)備內(nèi)因與外在生產(chǎn)工藝相結(jié)合的產(chǎn)物。
2.3 啟停車造成的錯(cuò)層現(xiàn)象
重卷線由于產(chǎn)線較短,張力輥少,為避免卷取機(jī)甩尾時(shí)將帶鋼抽走,設(shè)置了一個(gè)停車減張功能,即設(shè)置一個(gè)減張系數(shù),停車時(shí),實(shí)際張力設(shè)定值是設(shè)定張力值乘上該系數(shù)。卷取機(jī)、張力輥、拉矯機(jī)和卷取機(jī)的減張系數(shù)分別為40%,45%,50%,60%。停車時(shí)帶鋼張力減小較多,卷取機(jī)發(fā)生倒轉(zhuǎn),導(dǎo)致帶鋼抖動(dòng)較大,重新啟車后,卷取發(fā)生一個(gè)明顯錯(cuò)層,如圖2所示。

圖2 起停車錯(cuò)層
2.4 EPC跳變
EPC跳變,導(dǎo)致糾偏缸動(dòng)作大,產(chǎn)生卷取錯(cuò)層,這種現(xiàn)象多發(fā)生在寬規(guī)格的卷上。現(xiàn)場觀察發(fā)現(xiàn),糾偏燈管上方的通道線的導(dǎo)板縫隙不均勻,導(dǎo)板中間部分由于常年被帶鋼磨損,導(dǎo)致縫隙較大,邊部在普通規(guī)格時(shí),一般不會(huì)有帶鋼,導(dǎo)致前沿粘連較多雜物。現(xiàn)場吊線測量,發(fā)現(xiàn)邊部導(dǎo)板有的部分進(jìn)入糾偏燈頭范圍,影響測量鏡頭接受的光照強(qiáng)度。在受到遮擋較多的地方,就可能發(fā)生測量數(shù)值跳變現(xiàn)象,導(dǎo)致糾偏缸動(dòng)作大,產(chǎn)生卷取錯(cuò)層。EPC跳變錯(cuò)層記錄數(shù)據(jù)如圖3所示。
2.5 板形問題
該故障發(fā)生較少,目前只發(fā)現(xiàn)一卷。板形問題對卷取的影響一般不大,但是如果板形突變較嚴(yán)重,則可能造成卷取故障。板形問題如圖4所示。
3 改進(jìn)措施
3.1 芯軸控制設(shè)計(jì)功能
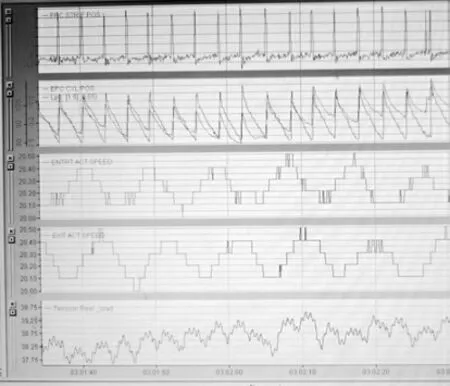
圖3 EPC跳變錯(cuò)層記錄數(shù)據(jù)

圖4 板形問題
重卷的控制閥是電液換向閥,換向閥芯軸膨脹原理如圖5所示。通過對比其他產(chǎn)線芯軸液壓控制管路,發(fā)現(xiàn)存在一種比例閥控制的芯軸膨脹方式,比例閥芯軸膨脹原理如圖6所示。這種結(jié)構(gòu)上的區(qū)別,使得芯軸膨脹在實(shí)際控制方法上具有根本性的區(qū)別。
比例閥對芯軸膨脹進(jìn)行位置控制,系統(tǒng)設(shè)定4個(gè)位置,卷取準(zhǔn)備位是第三個(gè)位置。當(dāng)系統(tǒng)做卷取準(zhǔn)備時(shí),芯軸膨脹到第三個(gè)位置,通過對比例閥的開度進(jìn)行控制,進(jìn)而保持芯軸位置保持穩(wěn)定,此時(shí)芯軸膨脹壓力約為80 MPa。當(dāng)卷取機(jī)卷取超過一定圈數(shù)后(一般設(shè)10圈),芯軸進(jìn)行再次膨脹,設(shè)定位置是第四個(gè)位置。由于已經(jīng)進(jìn)行卷取,帶鋼箍緊了套筒和芯軸,使得套筒外圈直徑變化幅度很小,芯軸膨脹不可能達(dá)到設(shè)定值。此時(shí),比例閥處于全開狀態(tài),芯軸的膨脹壓力達(dá)到系統(tǒng)壓力值,約為120 MPa。較大的壓力值對橡膠套筒再次產(chǎn)生一個(gè)擠壓的力,這樣就減小了帶鋼對套筒的壓縮,減少了內(nèi)圈抽芯的可能性。
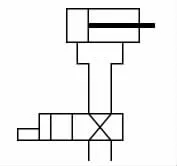
圖5 換向閥芯軸膨脹液壓管路
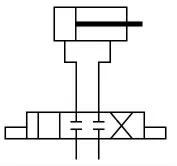
圖6 比例閥芯軸膨脹液壓管路
換向閥控制時(shí),當(dāng)有卷取準(zhǔn)備命令時(shí),芯軸膨脹到最大位置,然后卷取機(jī)開始卷取,直到卸卷。對比比例閥控制結(jié)構(gòu),最明顯的區(qū)別是卷取后沒有二次膨脹,而且換向閥結(jié)構(gòu)從實(shí)際應(yīng)用中也實(shí)現(xiàn)不了二次膨脹。因此,該結(jié)構(gòu)只適合卷取20 t以下的小卷,卷重超過20 t以后,很難保證卷取的穩(wěn)定性。
在現(xiàn)有生產(chǎn)工藝中,比例閥結(jié)構(gòu)的卷取機(jī)從未出現(xiàn)過卷取塔形現(xiàn)象。但是對于重卷線的換向閥結(jié)構(gòu),都不同程度出現(xiàn)過卷取塔形現(xiàn)象。不同的結(jié)構(gòu)決定了兩種液壓控制在控制能力上有著本質(zhì)區(qū)別。
3.2 卷取故障優(yōu)化措施
通過上述分析,可以清楚了解產(chǎn)生卷取問題的原因。針對不同情況,采取相應(yīng)措施,予以解決。
3.2.1 卷取塔形
產(chǎn)生卷取塔形的兩個(gè)主要原因是內(nèi)圈抽芯和卷取打滑。
解決內(nèi)圈抽芯的本質(zhì)辦法是更改液壓控制系統(tǒng),但此方法成本高、時(shí)間長,暫時(shí)不予優(yōu)先考慮。設(shè)計(jì)新產(chǎn)線時(shí),可以將此因素考慮進(jìn)去。
如果不能改造液壓系統(tǒng),最直接的辦法是減張。張力減多少,怎樣減,在實(shí)踐中總結(jié)了一套規(guī)律,基本可以解決內(nèi)圈抽芯和打滑的問題,也就不會(huì)出現(xiàn)卷取塔形。減張控制就是增加卷取機(jī)大卷卷取系統(tǒng)模型。
根據(jù)實(shí)際生產(chǎn)和理論計(jì)算,設(shè)計(jì)全新的大卷卷取模型,并根據(jù)實(shí)際卷取效果,修正、確定模型的控制參數(shù)。根據(jù)設(shè)計(jì)的張力模型,在一級控制系統(tǒng)中,實(shí)現(xiàn)完全自動(dòng)控制。張力模型如圖7所示,此圖只作為一個(gè)參考圖,具體設(shè)計(jì)中增加其他實(shí)用功能,在此不贅述。
3.2.2 起停車造成的錯(cuò)層
通過調(diào)整停車減張參數(shù),卷取機(jī)、張力輥、拉矯機(jī)和卷取機(jī)的減張系數(shù)分別為45%,50%,60%,80%。通過實(shí)驗(yàn),此條件下,產(chǎn)線運(yùn)行正常,錯(cuò)層基本消除。后續(xù)可以逐漸實(shí)驗(yàn),將卷取機(jī)停機(jī)減張參數(shù)設(shè)到100%。
3.2.3 EPC跳變
EPC跳變主要發(fā)生在寬規(guī)格卷,糾偏燈管上方的導(dǎo)板縫隙不均勻,邊部較窄。通過現(xiàn)場實(shí)際測量,將邊部導(dǎo)板臺(tái)削去10 mm,測量數(shù)據(jù)未發(fā)生跳變,測量數(shù)據(jù)恢復(fù)正常,錯(cuò)層現(xiàn)象消失。
3.2.4 板形問題
板形問題造成的錯(cuò)邊故障發(fā)生較少,需要關(guān)注來料標(biāo)注,如果標(biāo)注板形故障,卷取需要特別注意,低速生產(chǎn)。
4 總結(jié)
通過研究塔形的形成機(jī)理,采取相應(yīng)措施后,大卷卷取塔形完全得到控制,應(yīng)用效果較好。在鍍鋅線投用以來,既保證帶鋼卷取質(zhì)量,不出塔形卷,又能保持生產(chǎn)穩(wěn)定運(yùn)行,消除了安全隱患。保證大卷訂單的生產(chǎn)能力,減少重卷的生產(chǎn)壓力,卷取質(zhì)量顯著提高。改進(jìn)后的大卷卷取展示如圖8所示。

圖7 張力模型

圖8 改進(jìn)后的大卷卷取展示
猜你喜歡
汽車維修與保養(yǎng)(2019年7期)2020-01-06 03:30:42
汽車維護(hù)與修理(2016年10期)2016-07-10 08:17:41
鐵道通信信號(2016年4期)2016-06-01 12:10:19
電測與儀表(2016年5期)2016-04-22 01:13:50
汽車維修與保養(yǎng)(2015年12期)2015-04-18 07:51:49
汽車維修與保養(yǎng)(2015年8期)2015-04-17 03:32:52
汽車維修與保養(yǎng)(2015年6期)2015-04-17 03:31:50
汽車維修與保養(yǎng)(2015年7期)2015-04-17 02:12:40
汽車維修與保養(yǎng)(2015年2期)2015-04-17 01:30:34
汽車維護(hù)與修理(2015年2期)2015-02-28 12:15:39
