鋼帶熱軋機機前導(dǎo)尺裝置的設(shè)計改進
2021-04-19 11:24:30劉旭東
有色金屬加工 2021年2期
劉旭東
(中色科技股份有限公司,河南 洛陽 471039)
鋼帶熱軋機一般為可逆軋機,通過多道次的軋制將鑄錠軋制成板材或卷材。主要有加熱爐、輸送輥道、立輥軋機、機前導(dǎo)尺裝置、機前組合輥道、軋機主機、機后導(dǎo)尺裝置、機后組合輥道、卷取機、液壓系統(tǒng)、電控系統(tǒng)等組成。本熱軋機來料是經(jīng)過銑面的80mm~150mm厚鑄錠,軋制后的厚度為4mm~8mm。帶材軋制時,鑄錠從加熱爐通過輥道輸送至機前導(dǎo)尺位置,導(dǎo)尺將鑄錠對中,機前組合輥道把鑄錠送入軋輥,鑄錠經(jīng)過多道次反復(fù)軋制至成品厚度,經(jīng)過冷卻、切頭、卷取成卷材。
機前導(dǎo)尺配置在軋機主機前,機前組合輥道的上方,是熱軋機組上必不可少的裝置。當(dāng)鑄錠被輸送至機前導(dǎo)尺位置,導(dǎo)尺快速將鑄錠夾持進行對中,使鑄錠的中心線與軋制中心線重合,然后導(dǎo)尺單邊打開3mm左右,鑄錠由輥道送入軋輥,軋制過程中導(dǎo)尺兼有產(chǎn)生后張力、防止帶材跑偏等功能。導(dǎo)尺的結(jié)構(gòu)設(shè)計是否合理對提高產(chǎn)品質(zhì)量和成品率有著重大影響。
機前導(dǎo)尺由兩側(cè)導(dǎo)板、導(dǎo)板固定座、導(dǎo)尺移動機構(gòu)、導(dǎo)尺導(dǎo)向裝置、兩側(cè)底座等組成。通過調(diào)整兩側(cè)導(dǎo)板開口度,控制不同板寬、不同規(guī)格的帶材與軋制中心線對中,保證帶材軋制產(chǎn)品的質(zhì)量。
1 機前導(dǎo)尺裝置原始結(jié)構(gòu)設(shè)計及存在的問題
機前導(dǎo)尺采用液壓缸驅(qū)動,油缸兩邊設(shè)有導(dǎo)向裝置,防止導(dǎo)尺在運行過程中由于受力不均引起的偏斜或擺動,兩導(dǎo)柱之間用連接梁連接,增加機前導(dǎo)尺裝置的穩(wěn)定性。
(1)在軋制不同寬度的帶材時,導(dǎo)尺的開口度要根據(jù)不同帶材的寬度調(diào)節(jié)。導(dǎo)尺開口度調(diào)整采用絲杠及擋塊機構(gòu),調(diào)整時電機帶動絲杠旋轉(zhuǎn),控制絲杠上面的定位擋塊開合,人工測量開口度大小,到達設(shè)定值后定位機構(gòu)鎖緊。需要人工輔助測量,操作過程繁瑣,定位精度低,效率低。
帶材在軋制過程中,當(dāng)軋制完一個道次后帶材寬度會發(fā)生變化,不同軋制道次的寬展量也不一樣,所以不同道次的寬度也不同。此機構(gòu)調(diào)整后開口度固定不變,不能根據(jù)帶材寬度的不同調(diào)整導(dǎo)尺的開口度。在軋制較薄帶材時會擠壓帶材出現(xiàn)拱起傾翻的現(xiàn)象,從而造成帶材損傷,且導(dǎo)尺導(dǎo)板易被帶材刮傷,導(dǎo)板磨損嚴重。
(2)導(dǎo)尺對帶材對中后,按生產(chǎn)經(jīng)驗導(dǎo)尺單邊一般打開3mm左右,軋輥咬料對帶材軋制時,導(dǎo)板表面會與帶材摩擦,出現(xiàn)因摩擦產(chǎn)生的溝槽,較深的溝槽會造成帶材邊部裂紋,且邊部的氧化皮、毛刺會脫落到帶材表面,造成鋼板次品、廢品。所以當(dāng)導(dǎo)板磨損后需要及時更換,零件經(jīng)常因下半部分磨損且不能修復(fù)后報廢,產(chǎn)生極大的浪費。
(3)在生產(chǎn)過程中,新的導(dǎo)板一般使用2d~3d更換一次,更換下來的導(dǎo)板可以把磨損部分修磨后繼續(xù)使用,導(dǎo)板與導(dǎo)板固定座之間采用多個螺栓連接,導(dǎo)板拆卸不便,安裝困難,更換兩側(cè)導(dǎo)板需要5h~6h,這樣將降低產(chǎn)量,增加人工成本。
在夾持較厚帶材時導(dǎo)尺裝置剛性不足,導(dǎo)向裝置、兩側(cè)底座等都變形很大,導(dǎo)向裝置導(dǎo)向柱、銅套磨損嚴重,銅套需頻繁更換。
2 原因分析
如前所述,原設(shè)計中問題經(jīng)匯總分析主要原因如下:
(1)機前導(dǎo)尺設(shè)計采用普通的液壓缸和換向閥,控制單邊導(dǎo)尺導(dǎo)板,該控制方式及結(jié)構(gòu)形式不能實現(xiàn)夾緊力大小的調(diào)節(jié)和精確的開口度。雖然采用一個普通的換向閥控制兩個液壓缸,但是由于液壓缸、導(dǎo)向柱等滑動摩擦副的摩擦力不同和機械零件加工誤差的存在,也很難保證兩邊同步動作。且普通換向閥不能調(diào)整油缸對帶材的夾緊力,在夾持較薄帶材時夾緊力過大,致使擠壓帶材出現(xiàn)拱起傾翻現(xiàn)象。
(2)機前導(dǎo)尺裝置導(dǎo)板安裝在機前組合輥道上方,為了防止軋制時較薄帶材夾到輥子與導(dǎo)板之間的間隙中,一般使導(dǎo)板下平面低于輥子上面5mm~10mm,導(dǎo)板下方根據(jù)輥子間距加工成圓弧。在軋制過程中,導(dǎo)板下半部分與帶材接觸頻繁,所以往往導(dǎo)板下半部分磨損比較嚴重,由于原設(shè)備結(jié)構(gòu)上的限制,兩側(cè)導(dǎo)板不能做成對稱結(jié)構(gòu),導(dǎo)板安裝時無法實現(xiàn)上、下部分位置互換。
(3)在設(shè)備使用過程中,由于立輥軋機的開口度重復(fù)性較差,使用效果不好,該設(shè)備取消了機前立軋輥裝置,機前導(dǎo)尺還兼有部分立軋輥的作用。所以導(dǎo)尺在軋制過程中對帶材的夾持力和受到帶材的沖擊力都非常大,導(dǎo)尺裝置在軋制過程中變形較大,需要加固導(dǎo)尺增加剛性,但是由于受機前空間限制,為了保證導(dǎo)尺的最大開口度不變,現(xiàn)導(dǎo)尺結(jié)構(gòu)想增加剛性不易實現(xiàn)。
為了保證導(dǎo)板與導(dǎo)板固定座之間的連接可靠,原設(shè)計采用了多個螺栓連接形式,結(jié)構(gòu)設(shè)計不合理,軋機機前部分結(jié)構(gòu)復(fù)雜,空間狹小,安裝導(dǎo)板固定螺栓時操作不便,導(dǎo)致每次更換導(dǎo)板要花費較長時間。
3 改進方案與效果分析
針對以上問題,技術(shù)人員進行技術(shù)攻關(guān)與不斷嘗試,制定了多種方案,經(jīng)大家討論分析后,確定了最合理化的設(shè)計。
(1)拆除原絲杠及擋塊定位機構(gòu),普通液壓缸更換為帶內(nèi)置位移傳感器的液壓缸,普通液壓換向閥更換為液壓比例閥。導(dǎo)尺開口度靠位移傳感器精確控制,位置控制精度≤2mm。導(dǎo)尺工作采用液壓比例閥、壓力傳感器、位置傳感器閉環(huán)來實現(xiàn)夾持位置控制與壓力控制。
軋制前,根據(jù)來料寬度不同、各個道次的寬展不同,在操作界面輸入導(dǎo)尺每個道次的開口度數(shù)值。在軋制過程中,導(dǎo)尺會根據(jù)道次信號、傳感器信號按設(shè)定的開口度夾緊帶材,夾持力大小也可根據(jù)每道次帶材的厚度預(yù)先設(shè)定,實現(xiàn)程序控制。
此方案實施后,減少了人工測量調(diào)整導(dǎo)尺開口度的過程,導(dǎo)尺開口度位置控制精度高,油缸同步性好,拆除了原導(dǎo)尺定位機構(gòu),減少了設(shè)備維護工作量。在軋制較薄帶材時選擇壓力閉環(huán),達到設(shè)定的夾持力后油缸退回,減小了導(dǎo)板的磨損,解決了帶材損傷的問題,提高了產(chǎn)品的成品率。
(2)根據(jù)現(xiàn)場情況,對機前導(dǎo)板及導(dǎo)板固定座進行了優(yōu)化設(shè)計。新導(dǎo)板如圖1所示,在保證滿足使用要求下,零件設(shè)計為沿中心線對稱結(jié)構(gòu),使兩側(cè)導(dǎo)板可以互換。當(dāng)導(dǎo)板靠近輥子部分磨損嚴重后,把磨損嚴重的部分換到另一側(cè)上方后繼續(xù)使用,待導(dǎo)板上、下部分都磨損嚴重后再拆下來修磨,直到導(dǎo)板厚度不能滿足使用要求后報廢,使導(dǎo)板的壽命延長了1倍左右,節(jié)約了生產(chǎn)成本。
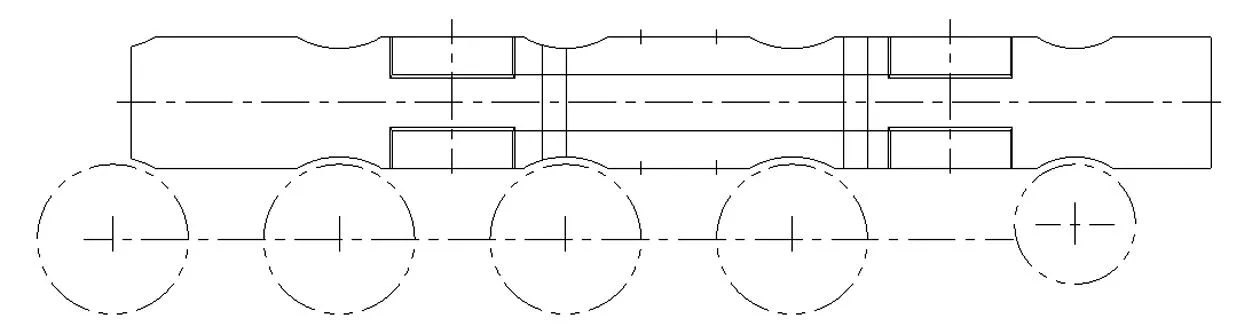
圖1
(3)導(dǎo)尺結(jié)構(gòu)簡單,在保證導(dǎo)尺最大開口度的前提下,增加了導(dǎo)尺的剛性,即使在軋制厚帶時導(dǎo)尺的變形量也很小,設(shè)備可靠性得到了很大提高,且?guī)Р倪叢抠|(zhì)量得到明顯改善。
為了解決導(dǎo)板拆裝不便的問題,新設(shè)計取消了多螺栓連接,優(yōu)化后的導(dǎo)尺結(jié)構(gòu)如圖2和圖3所示,導(dǎo)板與導(dǎo)板座之間的連接采用鍵與壓板進行固定,結(jié)構(gòu)設(shè)計更加合理。在軋制過程中,序號2鍵承受帶材摩擦導(dǎo)板產(chǎn)生沿機列方向的剪切力,序號8鍵承受由于導(dǎo)板受力不均形成的水平方向的力,豎直方向分力較小,用壓板序號3、序號4壓緊,防止由于裝配間隙造成的導(dǎo)板竄動。如圖3所示,序號2、序號8鍵用螺栓固定在導(dǎo)板固定座上,以防止拆裝導(dǎo)板時鍵從鍵槽里面滑落。
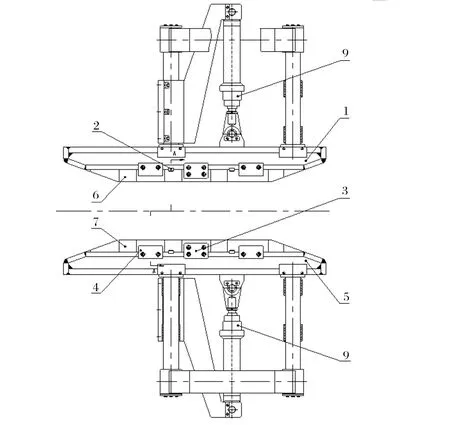
圖2

圖3
更換導(dǎo)板時拆掉序號3、 序號4壓板上面的螺栓及壓板, 安裝吊環(huán)螺釘, 用行車緩慢吊起導(dǎo)板至鍵槽脫離序號8鍵,水平平移導(dǎo)板使序號2鍵也與導(dǎo)板脫離,導(dǎo)板拆除工作完成。安裝新的導(dǎo)板時讓鍵槽與導(dǎo)板固定座上面的鍵對齊,緩慢把導(dǎo)板落在導(dǎo)板固定座上,檢查確定序號2、序號8兩個部位的鍵都安裝好后用壓板壓緊固定。通過對機前導(dǎo)尺裝置結(jié)構(gòu)的改造,使導(dǎo)板更換時間縮短,由原來的5h~6h減少為現(xiàn)在的1h~2h,大大減輕了檢修工人的勞動強度,提高了生產(chǎn)效率,提高了產(chǎn)量,創(chuàng)造了可觀的經(jīng)濟效益。
4 總結(jié)與體會
目前各大鋼鐵企業(yè)中,有很多此類生產(chǎn)線。如何縮短導(dǎo)板更換時間、延長導(dǎo)板使用壽命、提高產(chǎn)量是所有熱軋機組企業(yè)共同面臨的問題。有的企業(yè)試圖通過改變導(dǎo)板材質(zhì)及表面硬度提高其使用壽命,但由于導(dǎo)板的表面處理工藝要求難度大或者導(dǎo)板選材成本高等原因,效果都不明顯。本文對原有不合理、不實用的設(shè)計進行改進,新開發(fā)設(shè)計的導(dǎo)板新型快換結(jié)構(gòu)簡單,拆卸、安裝方便快捷,大大降低了維修成本,方便了現(xiàn)場操作和使用維護,又經(jīng)濟合理。此導(dǎo)尺結(jié)構(gòu)經(jīng)實踐證明實用、穩(wěn)定,因此具有較強的推廣價值。
對于連續(xù)生產(chǎn)線上的設(shè)備,零部件的可靠性非常重要,這種可靠性需要設(shè)計者、制造方、使用者多方保證。設(shè)計者在保證生產(chǎn)工藝條件下,設(shè)計結(jié)構(gòu)應(yīng)盡量簡單,使設(shè)備便于操作,對于需要經(jīng)常更換的零部件、易損件等應(yīng)能簡捷方便的維修恢復(fù)。
