基于現場平衡技術的現場巡檢車載背散射查驗系統斬波輪振動問題解決方法
2021-04-17 02:34:10韓秀華劉溢溥顏巧燕
機電產品開發與創新 2021年2期
韓秀華, 王 勇, 劉溢溥, 顏巧燕, 劉 斌
(公安部第一研究所 安檢技術部, 北京 100048)
0 引言
在X 射線安全檢查領域,背散射成像技術由于具有源探同側布置,結構緊湊,檢測靈活,高亮顯示毒品、炸藥高密度低原子序數有機物的優點,廣泛應用于海關、檢驗檢疫、邊檢緝毒等眾多重要場合的集裝箱、中小型車輛違禁物品的檢查。 背散射成像設備核心部件是點掃描發生器,由電機驅動部件、帶傳動、軸承支撐部件及斬波輪組成,其工作原理是斬波輪圍繞X 射線發生器與出射準直器產生的扇形X 射線平面進行旋轉, 從而產生筆束狀X射線掃描被檢測物體進行成像檢查。 為得到高分辨率的清晰圖像,需要斬波輪進行高速旋轉,旋轉速度可達每分鐘2000 多轉。 斬波輪由于材質不均勻、加工制造誤差等多方面因素會產生不平衡質量,在高速旋轉過程中產生的離心力會導致整個設備強烈振動, 從而降低軸承部件的壽命,影響設備成像質量和安全穩定運行,因此對斬波輪的平衡分析校正尤為必要。
1 問題提出
現場巡檢車載背散射查驗系統點掃描發生器斬波輪在旋轉過程中出現異常劇烈振動, 根據斬波輪結構特點及現場情況, 重點在斬波輪輸入端軸承座垂向位置設置測點,采用加速度振動傳感器對測點進行振動測量,測點布置,見圖1。
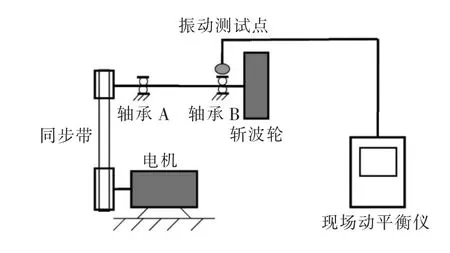
圖1 振動測點位置示意圖
設定斬波輪工作轉速為2250rpm,轉頻為37.5Hz,測點位置測得垂向振動速度有效值Vrms為14.280mm/s,斬波輪運行功率為1.5kW, 根據ISO2372 推薦的各類機器振動評定標準,斬波輪屬于I 類設備,設備長期正常運行需要符合振動速度有效值Vrms≤1.8mm/s 的條件, 因此斬波輪無法滿足設備正常運行的使用要求。
2 現場平衡實踐
2.1 確定設備振動原因
為了確定設備具體振動原因,對振動數據進行分析,平衡前斬波輪測點位置垂向振動頻譜圖及時域波形,見圖2。本數據由申克現場動平衡儀SmarterBalancer2 測得。
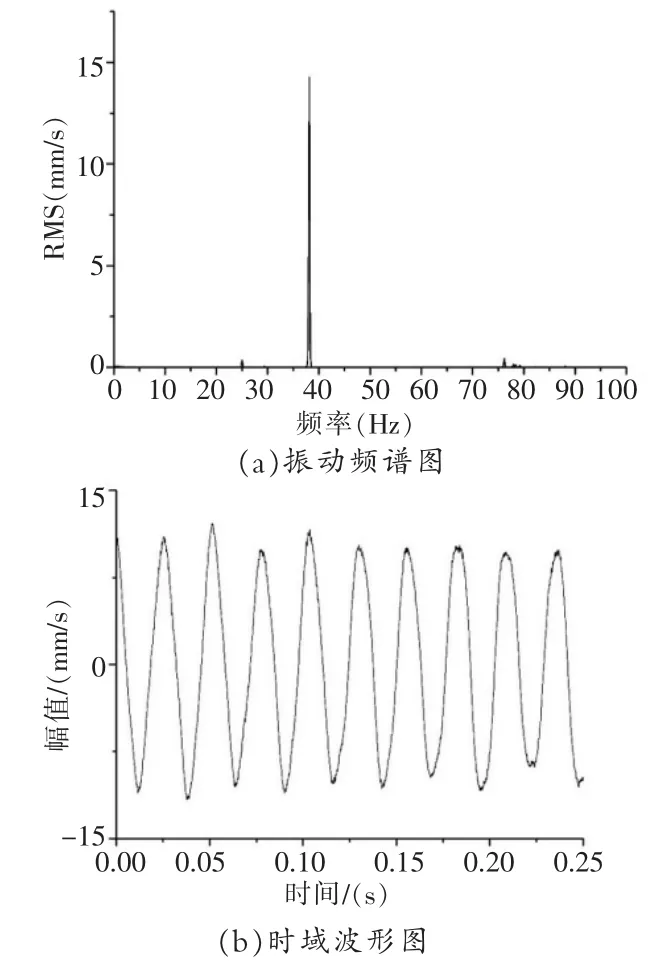
圖2 平衡前測點垂向振動頻譜圖及時域波形圖
從圖2(a)所示的頻譜圖可以看出,轉頻37.5Hz 處1 倍頻振動值最大,達到14.259 mm/s,轉頻振動分量成分占很大比例, 其他頻次的振動幅值很小;圖2(b)所示的時域波形近似為正弦波, 上述圖形中振動頻率、 振動幅值及波形特征均為轉子不平衡的典型特征。此外,對設備進行Bode 圖測試,斬波輪轉速由0rpm 逐漸升至工作轉速2250rpm,對設備進行振動檢測,測點布置見圖1,振動結果見圖3。 本數據由申克現場動平衡儀SmarterBalancer2 測得。 測試結果顯示,設備在0 至2250rpm 轉速范圍內有4 處共振點, 分別為850rpm、1370rpm、1660rpm、2030rpm,排除了轉子在臨界轉速下運行的可能性。
綜上分析, 斬波輪不平衡問題是造成斬波輪振動的主要原因。
2.2 動平衡測試方案確定
(1)現場平衡技術概述。現場平衡方法是旋轉機械常用的平衡方法, 它是指旋轉機械在現場工作狀態或接近工作狀態下, 對轉子進行振動測量分析和平衡校正的一種平衡試驗方法,其平衡方法工作量小,速度快,平衡精度高,對于改善機械的運轉性能,延長軸承零件的壽命具有重要作用, 尤其是對于固定場地使用的專用平衡機上無法進行的平衡振動問題, 現場平衡技術將起著不可代替的作用。本文斬波輪現場裝配完成后,由于沒有合適的專用平衡設備可供使用, 因此采用現場平衡方法對旋轉部件進行平衡試驗,以達到斬波輪快速平衡的目的。
(2)平衡面數量選擇。根據剛性轉子兩面平衡原理可知,任一不平衡的剛性轉子都可在兩個與轉軸垂直的平面上進行校正得到平衡[2]。一根據現場平衡過程所需設置的平衡校正平面的數目可以分為單面動平衡和雙面動平衡兩種型式。究竟進行何種型式的平衡,要根據具體情況如轉子的結構、形狀、轉速、支撐條件等而定。本文論述的斬波輪是一個較薄的圓盤形狀, 轉子長徑比較小(≤1/5),因此可以只考慮轉子的合成不平衡量產生的離心力進行平衡而不考慮它的合成不平衡力矩, 選擇單面動平衡即可達到滿意效果。
(3)平衡測試方案制定。本文斬波輪現場平衡測試方案, 在靠近轉子軸承座一側垂直方向安裝壓電式振動加速度傳感器測量設備的振動值, 在轉子軸端附近安裝一光電轉速傳感器用作轉速測量,并將此信號處理為相位參考信號,同時在轉子軸端適當位置粘貼反光標簽作為0°相位角參考標志,完成現場平衡試驗方案的布置及其顯示記錄系統的連接,見圖4。
(4)平衡過程及分析。 斬波輪主要參數,見表1。 平衡過程如下:啟動斬波輪至工作轉速,測量并記錄軸承的不平衡振動響應(包括幅值及相位角), 此響應即為轉子原始不平衡量引起的振動響應; 然后在轉子校正面校正半徑圓周(角度可以任選)加載已知質量的試重,再次啟動轉子至工作轉速,測量并記錄軸承的不平衡振動響應,此時響應為轉子不平衡量與試重共同作用下的振動響應,通過兩次振動響應測量,確定系統影響系數,得到轉子不平衡量的大小和相位,施加校正質量,經過多次校正,直至旋轉部件剩余不平衡量滿足斬波輪平衡設計要求。
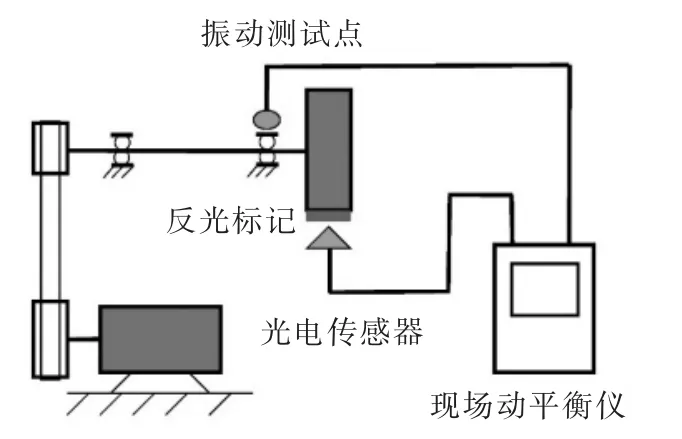
圖4 現場單面動平衡測試框圖
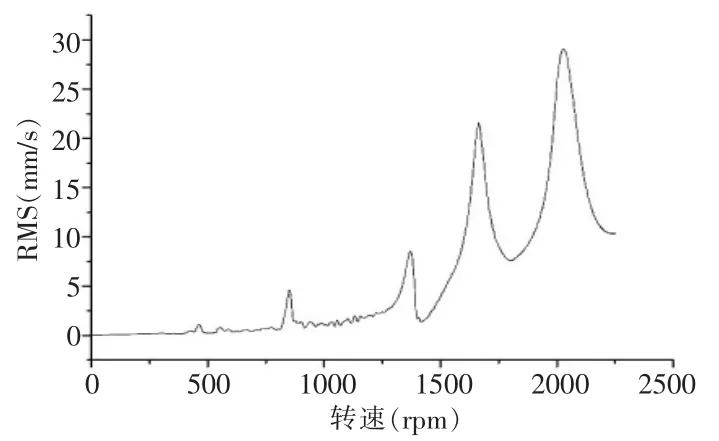
圖3 平衡前測點位置垂向振動Bode 圖

表1 斬波輪主要參數
動平衡校正過程及效果分析,見表2。 本數據由申克現場動平衡儀SmarterBalancer2 測得。
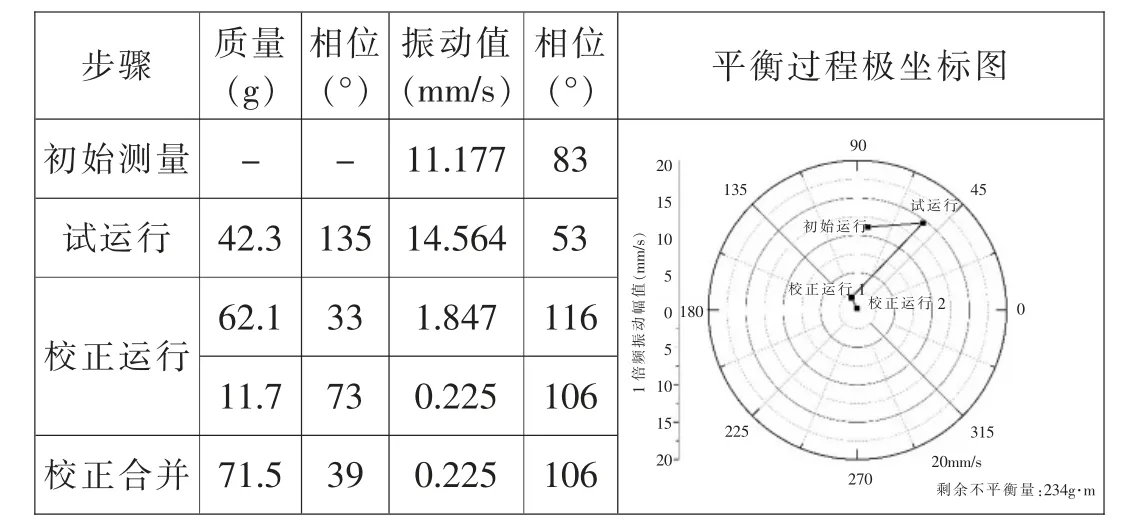
表2 斬波輪動平衡校正過程
2.3 動平衡效果考核
為了使轉子平穩、安全地運轉,其剩余不平衡量不得大于規定的許用剩余不平衡量Uper,即U≤Uper。 許用剩余不平衡量Uper與平衡品質等級G 的換算關系如下:

式中:Uper—許用剩余不平衡量(g·mm);eper—許用剩余不平衡度 (g·m/kg);G—平衡品質等級的標記值(mm/s);M—轉子的質量(kg);Ω—轉子工作轉速的角速度(rad/s),Ω=n·2π/60;n—轉子的工作轉速單位為(r/min)[1]。
斬波輪旋轉部件重量為52.8kg, 工作轉速為2250rpm, 斬波輪正常運行設計平衡品質等級為G2.5,根據式(1)可以推算,斬波輪在平衡品質等級G2.5、G1.6、G1等級下的許用剩余不平衡量依次為560g·mm、359g·mm、224g·mm。 斬波輪經兩次平衡校正,安裝配重62.1g∠33°及11.7g∠73°后, 測得剩余不平衡量為234g·mm, 滿足G2.5 設計要求,且優于G1.6 級,接近G1 水平;同時,一倍頻振動值由11.177mm/s 降低至0.225mm/s, 振動幅值下降了98%,斬波輪運行平穩。
現場平衡由于不拆卸設備在原裝配軸承基座上接近工作狀態下進行平衡校正,保持了設備與軸承的完整性,校正效果非常顯著, 測點位置垂向振動速度有效值Vrms為1.160mm/s,與平衡前相比Vrms降低了91.8%,平衡后測點位置垂向振動的頻域圖和時域波形如圖5(a)和圖5(b)所示,根據國際標準ISO2372(表1)判定,斬波輪運行狀態良好, 可連續長期工作。 本數據由申克現場動平衡儀SmarterBalancer2 測得。

圖5 平衡后測點垂向振動頻譜圖及時域波形圖
3 結論
針對斬波輪旋轉運行過程存在的振動問題, 本文作者使用現場平衡儀器,應用影響系數法進行現場平衡測試,通過增加配重62.1g∠33°及11.7g∠73°, 旋轉部件動平衡精度等級滿足G2.5 的設計要求,實際平衡精度等級優于G1.6 級接近G1 級,設備通頻振動值由14.280mm/s 降至1.160mm/s,振動值下降了91.8%,振動水平達到國際標準ISO 2372(表1)I 級設備B 級振動標準, 斬波輪可長期連續穩定運行,從而為現場巡檢車載背散射成像設備的安全運行及成像質量提供保證。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
中國特種設備安全(2022年6期)2022-09-20 02:52:28
艦船科學技術(2022年8期)2022-06-05 07:36:28
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
中國公路(2017年18期)2018-01-23 03:00:38
數學物理學報(2017年6期)2018-01-22 02:26:40
工業設計(2016年12期)2016-04-16 02:52:00
設備管理與維修(2015年12期)2015-04-09 06:57:00
