葉絲風選設備優化研究
2021-04-16 17:06:24雷振王健寇霄騰張勁何金華趙春雷張卉彭曉萌
安徽農業科學 2021年5期
雷振 王健 寇霄騰 張勁 何金華 趙春雷 張卉 彭曉萌
摘要 為解決制絲薄板生產線葉絲風選工序流量波動較大以及對感官品質影響較大等問題,利用PLC程序對烘前葉絲分配及控制系統進行改進,并采用響應面法對生產過程的葉絲風選參數進行了優化。結果表明:優化改進后2臺薄板烘絲機進料累計重量差由原來的平均230 kg/批降至40 kg/批,葉絲風選后流量標準偏差由原來的492 kg/h降至85 kg/h,風選機設備參數在薄板烘絲機倒料階段工藝風機頻率36 Hz,此時不發生堵料現象;葉絲風選機在高速皮帶電機頻率40 Hz,工藝風機頻率33 Hz,回風風門開度85%,此條件下葉絲感官質量最優,雜氣和刺激性明顯降低,香氣表現較好。
關鍵詞 葉絲;風選;參數優化;感官質量
中圖分類號 TS 452+.3文獻標識碼 A
文章編號 0517-6611(2021)05-0214-04
doi:10.3969/j.issn.0517-6611.2021.05.060
開放科學(資源服務)標識碼(OSID):
Study on the Optimization of Wind Selection Equipment of Tobacco Slice
LEI Zhen1,WANG Jian1,KOU Xiao-teng2 et al
(1.Technology Center of China Tobacco Anhui Industrial Co.,Ltd.,Hefei,Anhui, 230088; 2.Bengbu Cigarette Factory,China Tobacco Anhui Industrial Co.,Ltd.,Bengbu,Anhui 233010)
Abstract In order to solve the problem of high fluctuation of flow rate and sensory quality on wind selection process,the distribution and control system of tobacco slice before baking was improved by using PLC.A response surface method was used to optimize the wind selection parameters of tobacco slice in the production process.The results showed that the difference of the accumulated weight of charge-in between two thin board roasters after optimization and improvement reduced from the original average of 230 kg/batch to 40 kg/batch,and the flow standard error after wind selection of tobacco slice reduced from 492 kg/h to 85 kg/h.The parameters of the wind separator equipment was 36 Hz of the craft fan frequency in the pouring stage of the thin plate dryer,and there was no blocking phenomenon at this time.The pneumatic separation in the high-speed belt motor frequency was 40 Hz,craft fan frequency was 33 Hz,return wind door opening degree was 85%,under these conditions,the sensory quality of tobacco slice was optimal,miscellaneous gas and irritation significantly reduced,aroma performance was better.
Key words Tobacco slice;Wind selection;Parameter optimization;Sensory quality
隨著煙草行業個性化、柔性化加工模式的深入推進,卷煙工業企業在技術改造過程中,大部分采用兩線并行加工模式,其中薄板烘絲工序會根據產品個性化加工需求選用2臺相同或不同型號的烘絲機并行加工模式,最終共同進入葉絲就地風選。葉絲風選工藝原理是根據分離物料的密度和受風面積不同,被分離物料在側向風作用下飄落的距離也不同,因此可以合理調整側向進風的風速,對被分離物體進行飄選[1-3]。由飄選和浮選的共同作用,可以大大提高物料的分離精度,確保了分離效果。葉絲風選工藝不僅可以解決葉絲在高溫輸送或存儲過程中對感官質量的影響,而且還可以有效剔除干燥后葉絲中所含的梗簽、梗塊和濕團,提高葉絲的純凈度[4-5],因此該工藝在一些卷煙企業中得到應用。作為卷煙制絲加工的重要工序,國內煙草行業對于滾筒烘絲機的研究有較多的評價和分析。楊斌等[6]對HXD前后煙絲中堿性香味成分的變化進行了研究,朱勇等[7]對制絲線主要熱加工工序的薄板烘絲機工序前后致香成分的變化進行了研究,而對葉絲就地風選的研究大多都是在全過程采用同一套參數進行加工而忽略了烘絲機在倒料階段流量過大而導致的堵料現象以及風選后葉絲流量波動較大,對卷煙的精細化加工帶來不利影響。
為解決制絲薄板生產線葉絲風選后流量波動較大以及葉絲風選工序對感官品質影響較大等問題,筆者利用PLC程序對2臺薄板干燥機進料累計重量的一致性和葉絲風選機在薄板烘絲機倒料階段設備參數進行優化。最后,以感官質量為因變量,并采用響應面設計法[8-11]對生產過程的葉絲風選參數進行優化研究,旨在為卷煙產品在黃山品牌專線的順利轉線提供技術支撐,為卷煙的精細化加工提供理論依據。
1 問題分析
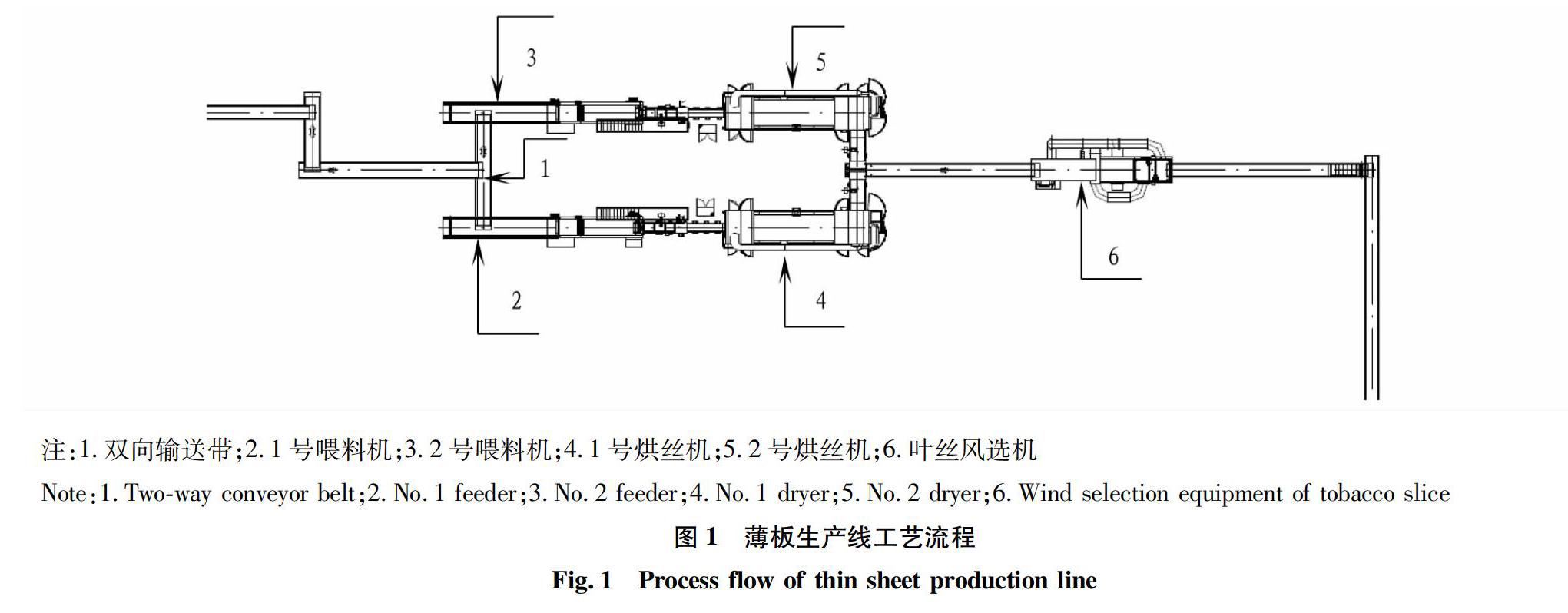
(1)黃山品牌專線薄板生產線采用2臺并聯式薄板烘絲機進行加工,2臺烘絲機型號均為KLD2-3-2Z,設計能力3 000 kg/h。切后葉絲首先通過雙向輸送帶,分別進入2臺喂料機,經過薄板烘絲加工后,又匯合至同一條輸送帶進入葉絲風選機,具體流程見圖1。在實際生產中,由于物料分配控制程序存在不足,導致2臺烘絲機生產開始和結束的同步性存在差異,造成葉絲風選工序流量穩定性差。
(2)葉絲風選設備主要由進料振槽、風選機、網帶機、循環風系統、除塵系統、電控系統等組成。葉絲經過風選后,梗簽以及少部分未解開絲團、濕團由出雜斗落下,純凈的葉絲經過出料氣鎖進入下道工序。設備簡圖見圖2。目前整個生產過程僅使用一套參數,在烘絲機倒料階段由于物料流量波動,容易造成堵料。加工強度偏大,在感官評價過程中風選后葉絲感官質量下降較為明顯。
選取了黃山某甲級牌號葉絲,聘請7位感官評價專家對風選前后的感官質量進行評價,感官質量采用煙草行業標準YC/T 415—2011 煙草在制品感官評價方法進行打分。平均得分從85.5降至84.7,主要表現在香氣質、香氣量下降,煙氣滿足感不足,雜刺感略有下降,具體見表1。
2 控制程序和加工參數優化
2.1 PLC程序優化
選取黃山某甲級牌號A組進行測試,理論總重量9 800 kg。生產穩定時,對雙向輸送帶分配物料的重量進行稱量,測量5次,取平均值。研究發現,雙向輸送帶往1號喂料機進料的重量為5.21 kg/次,往2號喂料機進料的重量為4.95 kg/次。在生產結束后,對2臺烘絲機前電子稱累計重量和葉絲風選后電子稱瞬時流量數據進行統計分析,測試3批,取平均值。2臺烘絲機前累計重量1號大于2號,差值為230 kg/批,葉絲風選后電子秤流量標準偏差平均值為492 kg/h。
根據實測結果,利用PLC程序對葉絲分配程序進行優化,將雙向輸送帶工作延遲時間進行調整并驗證。往1號喂料機進料時延遲時間增加1 s,往2號喂料機進料時延遲時間保持不變(2 s)。與此同時,將喂料機啟動程序更改為雙倉同時出料。
現場驗證3批次,統計結果見表2。從表2可以看出,優化后2臺烘絲機前電子稱累計重量差值降至40 kg/批,葉絲風選后電子秤流量標準偏差降至85 kg/h。由此可見,2臺烘絲機的加工同步性得到了明顯提升。
2.2 葉絲風選機工藝參數優化
2.2.1 響應面試驗結果及模型分析。
選取葉絲風選設備的工藝風機頻率、回風閥門開度、進料皮帶電機頻率三個關鍵參數為研究對象,采用響應面設計分析方法對葉絲風選工藝參數進行優化。利用Box-Behnken中心設計原理,每個參數選取3個水平,并以風選后葉絲感官質量得分為考察指標。
運用Design-Expert軟件設計一個3因素3水平組合,因素及水平設計見表3,試驗結果見表4,方差分析見表5。
通過Design-Expert軟件對試驗數據進行擬合,得到工藝風機頻率、回風閥門開度以及進料皮帶電機頻率對風選后葉絲感官質量得分的回歸方程:Z=-288.26+9.76A+2.44B+5.92C+0.025AB+6.25E-3AC+7.5E-3BC-0.18A2-0.02B2-0.09C2。式中,Z為感官質量綜合得分,A為工藝風機頻率,B為回風閥門開度,C為進料皮帶電機頻率。
通過表5模型回歸分析結果可以看出,回歸模型P值為0.004 3,失擬項P為0.232,決定系數R2為0.964,表明此模型試驗誤差小,可用該模型對烘后煙絲感官質量進行分析和預測。其中A、B的P值均小于0.05,表明工藝風機頻率和回風閥門開度對風選后葉絲有顯著影響,3個因素影響順序從大到小依次為工藝風機頻率、回風閥門開度、進料皮帶電機頻率。
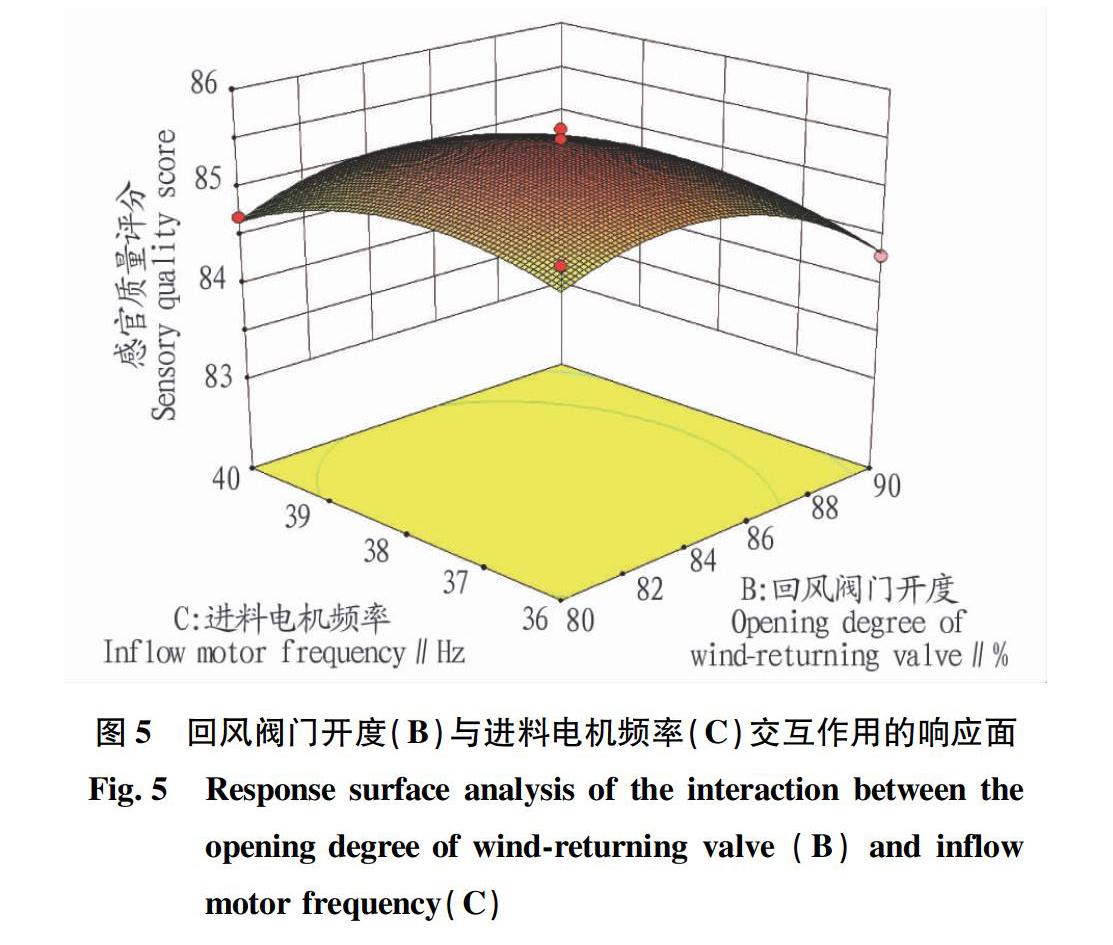
2.2.2 各因素的交互作用及優化。根據回歸模型繪制各因素交互作用曲面圖(圖3~5)。工藝風機頻率、回風閥門開度以及進料皮帶電機頻率三因素及其交互作用對響應值的影響可通過該組圖直觀反映出來。對該響應面模型進一步求導和解逆矩陣,可得到風選后葉絲感官質量的極值點,即工藝風機頻率32.84 Hz、回風閥門開度82.32%、進料皮帶電機頻率38.40 Hz,在此條件下模型預測風選后葉絲感官質量評分達85.63。根據實際生產情況,選取工藝風機頻率33 Hz、回風閥門開度82%、進料皮帶電機頻率38.5 Hz的條件下對其模型進行驗證,試驗重復3次,通過評價風選后葉絲感官質量評分為85.6,與預測值基本一致,說明此次響應面法所得的風選加工工藝參數準確可用。
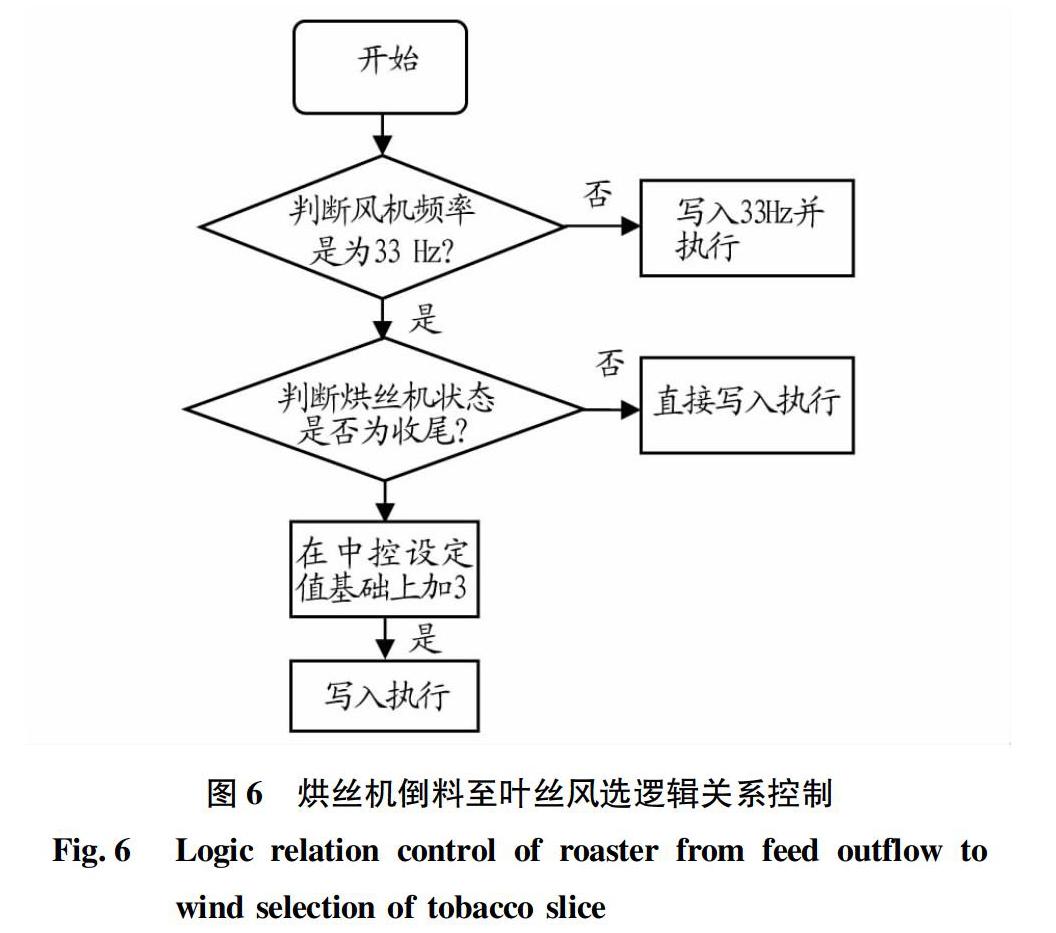
2.2.3 烘絲機倒料階段控制程序優化。在生產過程中,2臺烘絲機同時進入倒料階段,滾筒轉速從11 r/min提高至16 r/min,葉絲風選進料流量會瞬間增大,易造成葉絲風選設備出現堵料現象。因此,將烘絲機與葉絲風選設備的PLC控制程序進行優化,在烘絲機進入倒料階段后葉絲風選接收烘絲機的倒料信號,在一定延遲時間后風機頻率在正常生產階段的基礎上增加3 Hz,保障物料的順利通過而不產生堵料現象。邏輯關系控制如圖6所示。
3 結論
筆者利用PLC程序提高了2臺烘絲機加工生產的同步性,并采用響應面設計法對葉絲風選生產過程的加工參數進行優化研究。結果表明:優化后2臺薄板烘絲機進料累計重量之差由原來的平均200 kg/批降至40 kg/批,葉絲風選后流量標偏由原來的492 kg/h降至85 kg/h;在高速皮帶電機頻率40 Hz,工藝風機頻率33 Hz,回風風門開度85%時,風選后葉絲雜氣和刺激性明顯降低,香氣表現較好,總體感官質量最佳;同時,在薄板烘絲機倒料階段將葉絲風選工藝風機頻率調節至36 Hz,可以有效避免出現堵料現象。該研究為提高卷煙產品在黃山品牌專線精細化加工具有重要意義。但在進行優化試驗時僅考慮了感官質量的變化,而忽略了葉絲物理結構變化以及梗簽剔除效率,這也將是今后需要深入研究的課題。
參考文獻
[1]
李春光,孫覓,劉強,等.葉絲風選工藝實用性評價[J].煙草科技,2010,43(3):5-7.
[2] 一種煙草柔性風分器物料分離量的自適應控制系統的制作方法[EB/OL].[2020-03-25].http://www.xjishu.co.
[3] 趙冠榮,崔慶育,宋江利,等.柔性就地風選篩網自動清掃模式設計[J].中小企業管理與科技,2018(7):135-136.
[4] 于錄,馮健鵬,劉懷波,等.葉絲柔性風選工藝研究[C] //中國煙草學會工業專業委員會煙草工藝學術研討會論文集.北京:中國煙草學會,2007:25-28.
[5] 楊耀偉,高尊華,李金學.葉絲就地風選工藝技術研究[J].安徽農學通報,2013,19(Z1):114-115.
[6] 楊斌,白俊海.HXD前后煙絲中煙堿及部分香味成分的變化[J].煙草科技,2006,39(1):18-21.
[7] 朱勇,何邦華,劉澤,等.制絲線主要熱處理工序前后原料致香成分差異性解析[J].煙草科技,2013,46(3):37-42.
[8] 寇霄騰,趙春雷,丁乃紅,等.響應面法優化煙梗預處理工藝參數[C]//中國煙草學會.中國煙草學會2016年度優秀論文匯編——煙草工業主題.北京:中國煙草學會,2016.
[9] 楊玉蘭,楊萍,姜文俠,等.利用響應面分析法進行氨肽酶發酵培養基的優化[J].食品研究與開發,2012,33(11):176-180.
[10] 高潔,王勇,董文賓,等.響應面法優化超臨界CO 2提取大豆胚芽油工藝研究[J].糧食與油脂,2019,32(2):53-56.
[11] 劉曄,高娃,陳善義,等.一株從片煙中分離的纖維素酶產生菌B.pumilus培養條件優化研究[J].安徽農業科學,2015,43(17):306-309.