硫黃回收裝置及工藝優化
2021-04-16 05:32:02
河南化工 2021年3期
關鍵詞:煙氣
(1.洛陽三隆安裝檢修有限公司 , 河南 洛陽 471012 ; 2.中國石化 洛陽分公司 , 河南 洛陽 471012)
1 概述
中石化洛陽分公司共有兩套硫黃回收聯合裝置且為雙系列裝置,其中一套硫黃回收聯合裝置包括:1#硫黃回收裝置,設計規模為4萬t/a;1#溶劑再生裝置,設計規模為300 t/h;1#酸性水汽提裝置,設計規模為110 t/h,酸性水性質為非加氫型;一套硫黃回收聯合裝置2008年開車投料成功。二套硫黃回收聯合裝置包括:2#硫黃回收裝置,設計規模為4萬t/a;2#溶劑再生裝置,設計規模為300 t/h;2#酸性水汽提裝置,設計規模為110 t/h,酸性水性質為加氫型;兩套硫黃回收聯合裝置2012年開車投料成功。
2012年兩套硫黃回收裝置技術改造將硫池氣(液硫空氣鼓泡氣)由原設計的尾氣焚燒爐改至酸性氣燃燒爐運行,實現了當時國內硫黃裝置煙囪二氧化硫低排放的要求[1]。二氧化硫排放由380mg/m3降至200 mg/m3。2017年11月,兩套硫黃回收裝置再次提標改造,主要措施:在部分至尾氣焚燒爐流程閥門增加雙閥,加氮封,防止部分至尾氣焚燒爐流程閥門微漏導致煙囪排放高的問題。隨著國家環保要求的日趨嚴格,2017年7月1日起,大氣污染物排放控制按照GB 31570—2015執行,其中酸性氣回收裝置煙囪SO2濃度排放限值執行<400 mg/m3,特別地區執行<100 mg/m3,中石化要求硫黃回收裝置煙囪SO2濃度排放限值執行<200 mg/m3。通過各種操作優化正常生產工況下,煙囪二氧化硫排放為80~150 mg/m3,但是異常工況,如聯鎖狀態、設備故障、裝置開停工過程中無法做到達標排放,且裝置抗波動能力較弱。為確保硫黃回收裝置全工況,達標排放,2019年利用大檢修進行深度提標改造,在尾氣焚燒爐后增上后堿洗設施,通過鈉減法脫硫實現硫黃回收裝置全工況SO2超低排放。
2 后堿洗設施
2.1 堿洗設施流程
經過吸收后的吸收尾氣經尾氣焚燒爐焚燒(F2502/F2602),通過尾氣廢熱鍋爐(E2514/E2614)回收余熱,來自硫黃回收裝置尾氣焚燒爐后煙氣首先經過煙氣換熱器(E-2001),與從脫硫塔頂部排出的凈化煙氣換熱后降溫至180~220 ℃,進入到脫硫塔底部。在煙氣剛進入到脫硫塔前管線處設置有急冷噴嘴,從廢熱鍋爐出來的高溫煙氣在脫硫塔入口段進行降溫,這些急冷噴嘴噴淋將除鹽水在壓力狀態下噴射形成水霧,整個入口段橫截面用水霧封住。一方面煙氣與水霧在入口段接觸吸熱,降低煙氣溫度,從而達到入塔的要求;另一方面一部分SO2被洗滌吸收下來。經過除鹽水冷卻后的飽和煙氣進入到脫硫塔,煙氣在分布板導流作用下由水平方向轉豎直向上進入一級吸收區,煙氣上升與吸收噴嘴噴下的液滴接觸,在此區域形成氣液充分混合的高效吸收區,SO2溶于噴淋液并與噴淋液中的堿洗物質反應而被脫除。廢氣經一級吸收區洗滌凈化后,進入二級吸收區域。二級循環由特殊設計的文丘里模組、儲液漏斗及噴淋層組成。廢氣經文丘里模組加速強化脫硫,廢氣出文丘里模組后繼續與設置噴淋層逆流接觸,進一步脫除廢氣中的SO2[2]。
煙氣經過吸收區豎直向上,煙氣的流動挾帶小液滴;在吸收區上方設有三級除霧器,煙氣挾帶的液滴經過除霧器時被除去,減少了煙氣帶水及對周圍裝置的影響。為防止除霧器上鹽類、顆粒物黏附,在一級除霧器上下、二級除霧器上下和三級除霧器下側共設有5層沖洗水噴嘴;根據運行情況沖洗水開啟進行沖洗[2]。除霧后的凈化煙氣,與從焚燒爐后送出的熱煙氣在煙氣換熱器(E-2001)中換熱后溫度上升至130 ℃,經過煙囪排入大氣。
急冷噴淋漿液及一級循環噴淋漿液由同一塔底循環泵提供,另有少部分漿液外排。二級循環噴淋和事故噴淋單獨設泵。塔釜和文丘里組件分布設溢流口,用于漿液溢流循環。溫度異常升高時開啟消防噴淋,吸收洗滌塔塔釜液位過高由外管排放至界外。
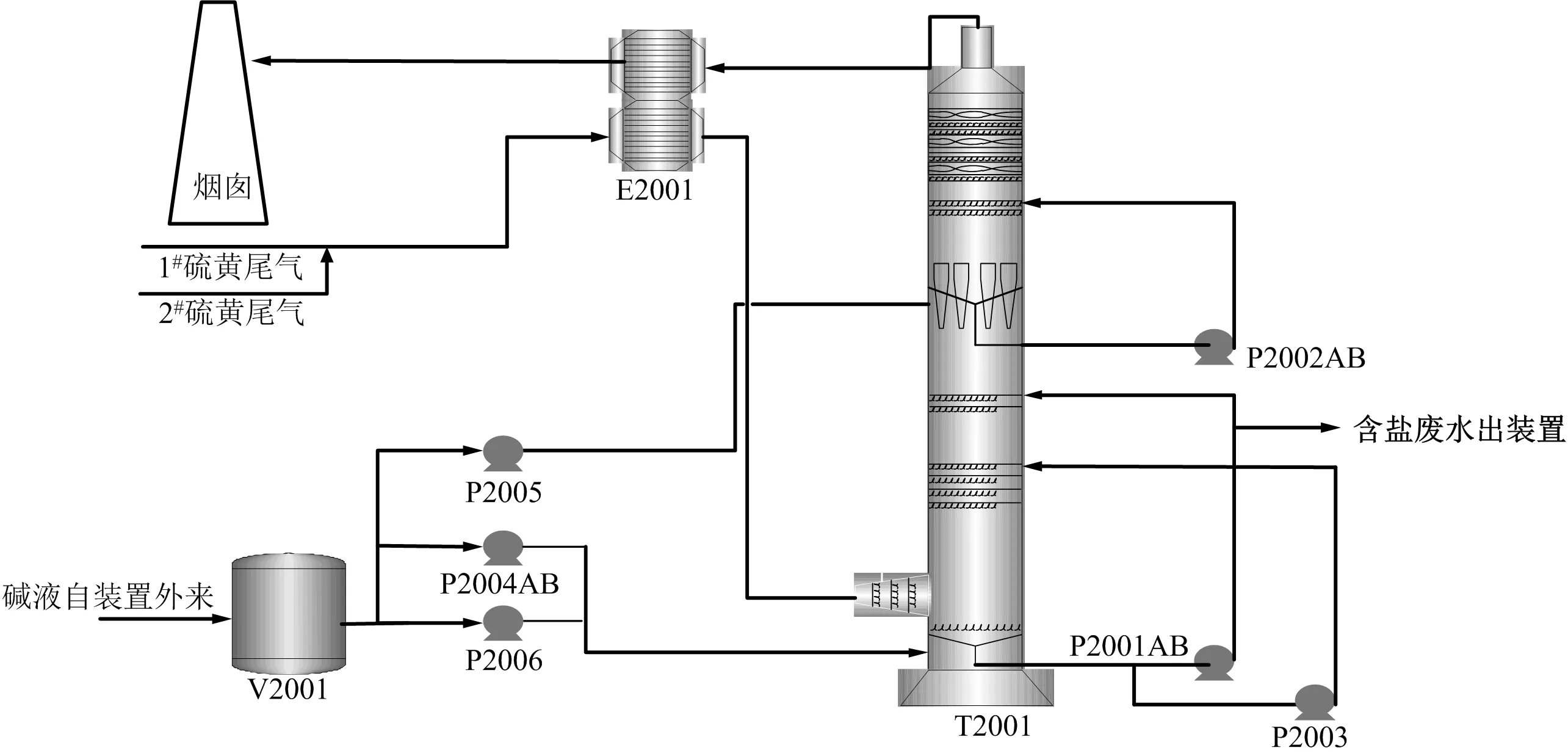
E2201:煙氣換熱器;T2201:脫硫塔;P2001:一級循環泵;P2002:二級循環泵;
2.2 運行情況
2.2.1堿洗主要運行參數
2019年利用大檢修改造之際,兩套硫黃回收裝置增上后堿洗設施。6月按照首次開工方案組織進行開工,6月24日單套硫黃回收裝置煙氣切入后堿洗設施。自開工后設施各類關鍵參數基本正常,主要運行參數見表1。該數據為2020年3月15日—2020年4月14日平均值。在此期間,環境溫度適中,裝置平穩,運行數據代表性較好[3]。
堿洗裝置主要操作參數:一級循環量pH值為7.95,二級循環量pH值8.18,除鹽水流量286.5 kg/h,堿液流量31.4 kg/h,一級循環液流量212.5 t/h,二級循環液流量50.5 t/h,煙氣進塔壓力1.6 kPa,煙氣至塔溫度175 ℃,煙氣入煙囪溫度114 ℃,廢水外送量3.5 t/h,脫硫塔底溫度60.8 ℃,煙氣入換熱器溫度256 ℃,脫硫塔液位52.75%,脫硫塔頂壓力1.0 kPa。
2.2.2煙氣排放情況
2018年2月1日—4月30日深度提標改造之前及2020年2月1日—4月30日改造之后數據進行了統計分析。2018年8月裝置CEMS量程為0~2 500 mg/m3之后修改為0~1 500 mg/m3。
2018年2月1日—4月30日,硫黃裝置煙囪二氧化硫排放濃度平均數據的最大值為280 mg/m3,最小值為86 mg/m3,平均值為145.58 mg/m3。在裝置波動及異常工況很容易造成超標。自2020年2月1日—4月30日,硫黃裝置煙氣二氧化硫排放濃度平均數據的最大值為21.06 mg/m3,最小值為0.37 mg/m3,平均值為8.59 mg/m3,較大幅度的優于特殊排放濃度限值。二者數據均出現高點,主要原因是在線儀表異常,零點漂移后造成數據異常。因此,堿洗裝置投用后,二氧化硫排放數據得到了大大改善。
2.2.3污水排放情況
煙氣堿洗單元采用堿液吸收煙氣中二氧化硫,需要排放濃鹽水,為下游污水裝置帶來治污壓力,由于硫黃裝置位置有限無法配套增上含鹽污水氧化設施,故產生含鹽廢水進入2#催化裝置脫硫脫硝含鹽污水處理設施,經處理后再進入分公司含鹽污水處理場處理外排。循環堿液外送含鹽污水3.5 t/h排至2#催化脫硫脫硝設施流,截止目前由于外排量相對較小,未對下游含鹽污水處理廠造成沖擊等問題,整體運行良好。
3 異常工況效果檢驗
3.1 硫黃裝置首次開工
2019年6月兩套硫黃回收裝置檢修后首次開工,在開工初期上游富胺液產生酸性氣無后路,在尾氣加氫催化劑預硫化過程中,上游多余酸性氣進入酸性氣燃燒爐燃燒制硫后,通過尾氣焚燒爐焚燒后進入后堿洗,首次開工過程中后堿洗將經受酸性氣燃燒制硫部分和預硫化過程中雙重含硫尾氣處理合格達標排放的考驗。
6月21—22日,引酸性氣對1#硫黃回收裝置加氫反應器進行預硫化并達到合格狀態,6月22日下午15時,引酸性氣進入酸性氣燃燒爐,同時將制硫系統并進尾氣系統,開工過程中煙囪二氧化硫的排放全部合格。在此過程中采取相關措施:①在檢修停工前,急冷塔專門增加注堿液流程,在加氫催化劑的預硫化過程中投用該注堿流程,調整急冷水的pH值控制在8~9。通過急冷塔注堿方式將預硫化操作尾氣中的硫化氫和二氧化硫提前消除一部分,減少后路的堿洗壓力。②開工初期,上游裝置均處于裝置調整階段,可利用這個階段減少蒸汽汽提,從而減少酸性氣產量,讓大部分硫儲存于貧液之中。在保證預硫化操作過程中硫化氫的需求外,其余少量進入火炬系統,避免進入酸性氣燃燒爐制硫系統,造成后路堿洗脫硫壓力增加,同時影響制硫系統的正常運行風險。
3.2 硫黃裝置臨時停工
2020年3月,1#硫黃回收裝置過程氣捕集器V2503本體液流管線夾套硫腐蝕泄漏,蒸汽進入系統,液硫無法正常流出,液硫在V2503中堆積導致系統壓力升高,最終決定進行停工處理。
3月12日10:00天然氣引入酸性氣燃燒爐伴燒,進行燃料氣吹硫,減少床層積硫,防止鈍化期間溫升過快;11:00切斷酸性氣進料,裝置進入鈍化停工狀態。原計劃只進行克勞斯催化劑鈍化,尾氣處理部分自循環,加氫反應器不進行處理,實際停工過程中由于HV2510C無法打開,尾氣無法改至尾氣焚燒爐,停開工方案進行修改,由原來的只鈍化克勞斯反應器改為三個反應器全部鈍化。
3月21日引酸性氣預硫化開工。為期9天裝置從停工狀態到開工狀態,在此期間二氧化硫排放情況穩定達標,平均值為5.83 mg/m3,遠低于設計值35 mg/m3。本次臨時停工實現全過程達標,標志著后堿洗設施完全可以做到停工過程中達標。
4 存在問題及相關措施
4.1 煙氣溫度低
煙氣中不僅含有H2O和SO2,還含有SO3。干式SO3在低溫下對設備幾乎不發生作用,但與煙氣中的水蒸氣結合形成硫酸蒸氣時,卻大幅度提高煙氣的露點[4]。這樣,當系統設備及管線表面溫度低于露點溫度時,即發生酸液的凝結并腐蝕金屬。尾氣焚燒爐操作為過氧操作,氧含量控制在體積分數3%~5%。煙氣中大量的SO2被氧化成SO3溶于水蒸氣中,從而生成腐蝕性極強的H2SO4。原設計煙氣脫硫后溫度為130 ℃,但是實際運行過程中煙氣至煙囪溫度只有114 ℃,存在設備露點腐蝕的可能。后堿洗設施是在原有兩套硫黃回收裝置的基礎上增加的,煙囪等設備均為利舊。由于煙囪設備均為利舊,檢修時間較短,無法對煙囪進行整體改造和優化。為避免低溫狀態下露點腐蝕對設備的影響,生產中盡可能控制煙氣中的SO2含量,正常控制在10mg/m3(平均運行數據8.59 mg/m3)以下,避開110 ℃溫度下煙氣中SO2形成露點腐蝕交叉點,減少煙氣在該溫度段露點腐蝕對于設備的影響。
4.2 反沖洗頻率高
在裝置開工初期,按照操作要求,將沖洗周期設置為60 min,沖洗時間1 min。這導致脫硫塔液位長時間處于較高液位,若要降低液位必須增加廢液外排閥門開度甚至全開閥門。由于外排廢液閥門無法與液位控制進行有效自動控制,導致脫硫塔液位經常偏高或者波動劇烈,必須經常人工調整,增加了操作難度,也增加了滿塔后液相回淹煙氣管道的風險。經過摸索并與廠家溝通,將沖洗周期改為120 min,沖洗時間1 min,脫硫塔液位處于可控范圍。經過近一年的運行觀察,改變沖洗周期后,并沒有引起除霧器壓差發生明顯變化,裝置設備運行正常。
4.3 在線儀表異常
為適應特殊排放限值標準要求,于2018年8月對CEMS量程進行了更新,由之前的0~2 500mg/m3改為0~1 500 mg/m3。同時,針對投用后發生引樣管破損、樣品取樣管及氧含量分析儀取樣管
脫落、數據零點漂移造成折算值超標等問題。采取了以下改進措施:①引樣管自采樣探頭接出后有一段很短的外皮保護裸露。此段增設橡膠皮帶保護,增加保溫[3]。②數據零點漂移造成折算值超標,采取增加維護及時性、提升反吹頻次等措施。③由于該套CEMS系統設備運行時間較長,2008年投用至今,管線采樣管等設備問題較多。需采取增加維護及時性,及時更換相關設備配件措施。
5 結論
新增后堿洗設施在應對硫黃回收裝置首次開工、臨時停開工等異常工況均能實現煙囪二氧化硫濃度排放合格的目標。在此基礎上,排放值優于GB31570-2015對硫黃裝置的排放要求;后堿洗設施投用后運行近1年多,整體運行良好,可實現全工況達標。
猜你喜歡
化工管理(2022年13期)2022-12-02 09:21:52
建材發展導向(2021年12期)2021-07-22 08:06:28
應用能源技術(2020年11期)2021-01-26 00:16:38
山東冶金(2019年2期)2019-05-11 09:12:16
測控技術(2018年2期)2018-12-09 09:00:52
電子測試(2018年1期)2018-04-18 11:52:15
當代化工研究(2016年9期)2016-03-20 16:22:15
中國資源綜合利用(2016年3期)2016-01-22 07:28:16
中國資源綜合利用(2016年2期)2016-01-22 07:27:41
有色金屬設計(2014年4期)2014-03-11 19:43:12
