半口模在高熔體流動速率聚丙烯測試中的探討
2021-04-16 07:01:08
河南化工 2021年3期
關鍵詞:標準
(中國石化 洛陽分公司 , 河南 洛陽 471012)
熔體流動速率(MFR)是評價高分子材料流動性能的一項重要物性指標,廣泛應用于科研生產中。隨著新產品的不斷開發,特別是熔噴料的生產,對高MFR樣品的分析越來越多。一般MFR分析用儀標準口模分析MFR>100 g/(10 min)樣品就比較困難,通過各種參數優化,最多只能測到260 g/(10 min)左右。雖然使用口模塞和砝碼支架可以將結果提高到600 g/(10 min)左右,但樣品還是會從口模塞和口模接觸縫隙處流出,造成清洗困難,用力頂時會造成口模位置變動,影響結果準確度。用砝碼支架時操作繁瑣,精度差。
因此,在GB/T 3682.1—2018也提出,當MFR>75 g/(10 min)時建議用半口模測試,但測試結果如何換算為標準口模的MFR值并未說明。在生產中通常以標準口模的MFR值來表征產品的特性,如果用半口模來表征容易混亂,因此,找到半口模與標準口模的數據關系就很有必要,同時可以拓寬儀器的使用范圍[1-2]。
1 實驗部分
1.1 原料
PPH-Y35X,熔體質量流動速率為36.4 g/(10 min),中石化洛陽分公司;PPH-MN60,熔體質量流動速率65.1 g/(10 min),中石化洛陽分公司;PPH-MN90B,熔體質量流動速率94.5 g/(10 min),中石化洛陽分公司;PPH-MN150,熔體質量流動速率152 g/(10 min),中石化洛陽分公司;PPH-MN220,熔體質量流動速率215 g/(10 min),中石化洛陽分公司;過渡料,熔體質量流動速率582 g/(10 min),中石油遼陽石化。
1.2 儀器設備
MI-4型熔融指數儀,德國GOTTFERT;AE-240型電子天平,上海梅特勒。
1.3 實驗方法
按GB/T 3682.1—2018中方法B實驗。因高MFR樣品流動速率快,有的樣品未達到測量位置,樣品已經流完,無法測出結果,而用半口模孔徑小可以測更高的MFR樣品。
要保證半口模測試結果準確,就必須保證半口模測試結果與標準口模測試結果換算關系準確,就是保證用標準口模和半口模測試的結果都準確,特別是標準口模結果。要保證標準口模測試結果準確,就要保證預熱時間結束時活塞桿有效測量位置應在進樣口上方,這就要從加樣量、活塞桿喂料位置、測量位移等方面進行探討。
2 結果與討論
2.1 不同進樣量影響
進樣量分別為4、6、8 g,喂料至110 mm處、5 mm測量距離,用標準口模和半口模進行試驗,試驗結果見表1。
從表1可以看出,在進樣量為4、6 g時,隨著MFR的升高,標準口模測試結果明顯升高,與半口模的比值也升高;進樣量為8 g時相對變化較小[2]。主要是由于高MFR樣品在預熱時間結束時樣品損失較多造成,這也與GB/T 3682.1—2018中要求MFR值高時需增加進樣量一致。因半口模多用于MFR>75 g/(10 min)的高流動性樣品測試,所以測試時應盡量多加樣品。
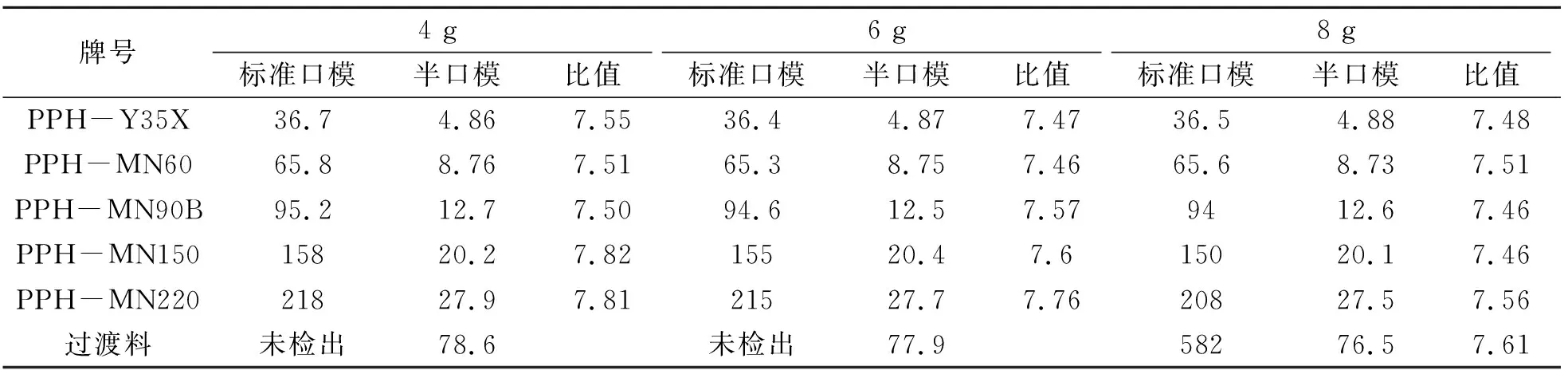
表1 不同進樣量(MFR)結果對比 g/(10 min)
2.2 不同喂料位置影響
喂料位置分別設定在70、90、110 mm,稱8 g樣品、5 mm測量距離用標準口模和半口模進行試驗。試驗結果見表2。
通過表2可以看出,只有喂料在110 mm處時“過度料”樣品才有結果,同時喂料到110 mm時標準口模和半口模的比值更穩定。說明測高MFR樣品時盡量保持較高的喂料位置,測試結果穩定性更好,精密度更高[3]。
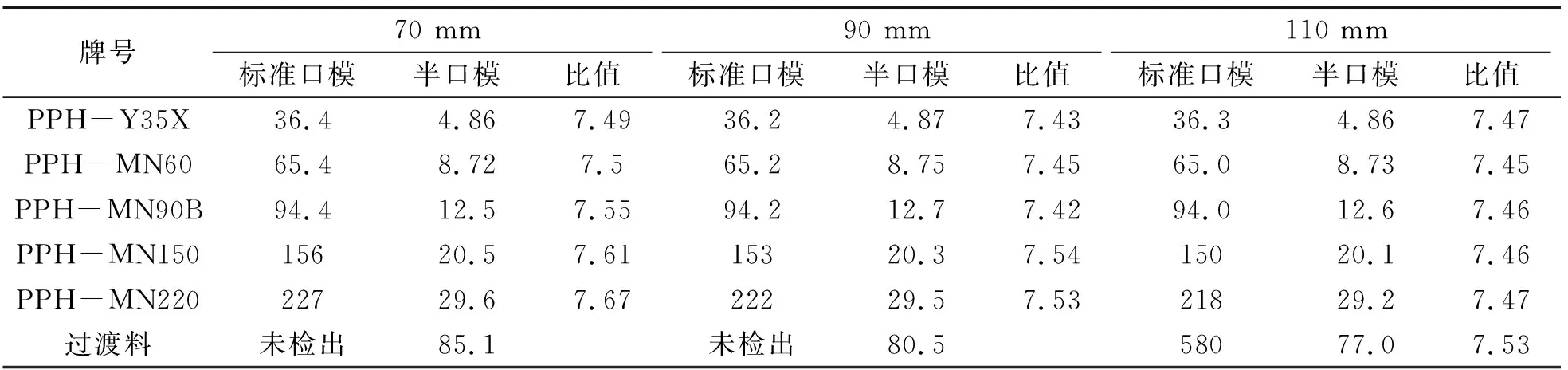
表2 不同喂料位置MFR結果對比 g/(10 min)
2.3 不同測試位移影響
測量距離分別設定為2、5、10 mm,稱8 g樣品、喂料至110 mm處用標準口模和半口模進行試驗。試驗結果見表3。
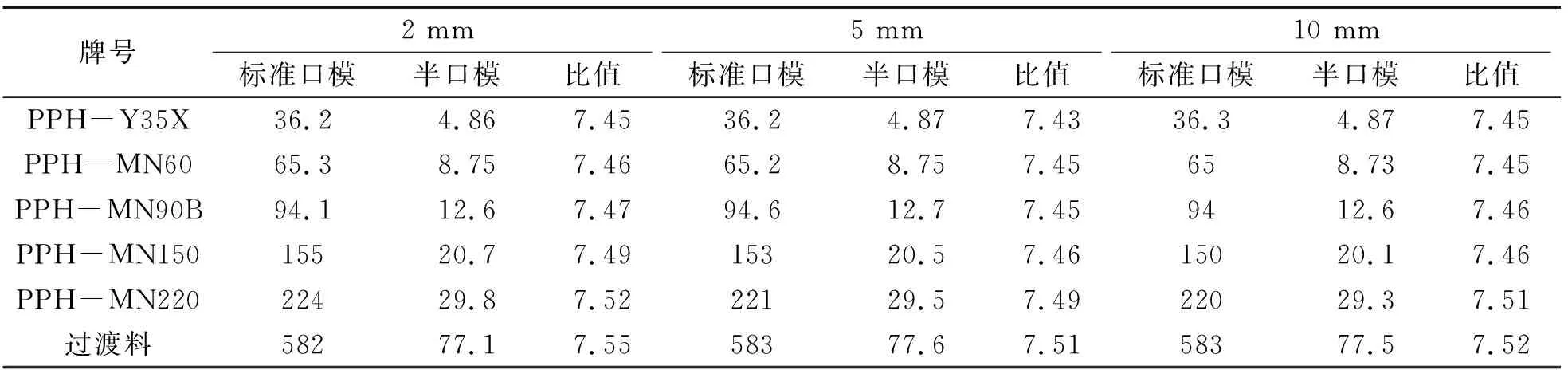
表3 不同測量位移MFR結果對比 g/(10 min)
在GB/T 3682.1—2018中根據不同結果對活塞最小位移做出了相應規定,MFR>20 g/(10 min)的樣品選擇10 mm位移,而且要保證每次加樣出3個結果,對于大部分熔指儀有效位移長度只有30 mm,理論上按10 mm位移可以出3個結果。通過試驗發現當MFR<60 g/(10 min)時,出3個結果問題不大,但第一個結果明顯偏大。當MFR>60 g/(10 min)時出3個結果較困難,隨著MFR增加,出1個結果也困難。而GB/T 3682.1—2018對儀器的時間、位移精度做了明確要求,要分別達到±0.01 s和±0.02 mm,現在出廠儀器都能達到精度要求。對于具有較高時間、位移精度的儀器適當降低活塞位移距離對測量結果影響不大。
從表3可以看出, 5 mm測試位移結果比值較2 mm和10 mm的波動偏小,用10、5 mm測試位移得出的結果差別不明顯。因此,選用5 mm測試位移不僅可以保證加一次樣可以出3個結果,同時結果的重復性也較好。
2.4 標準模和半口模換算關系
取加8 g樣、110 mm喂料位置、測試位移5 mm時對應的結果比值的平均值計算出標準口模和半口模MFR結果關系。測試結果見表4和圖1。
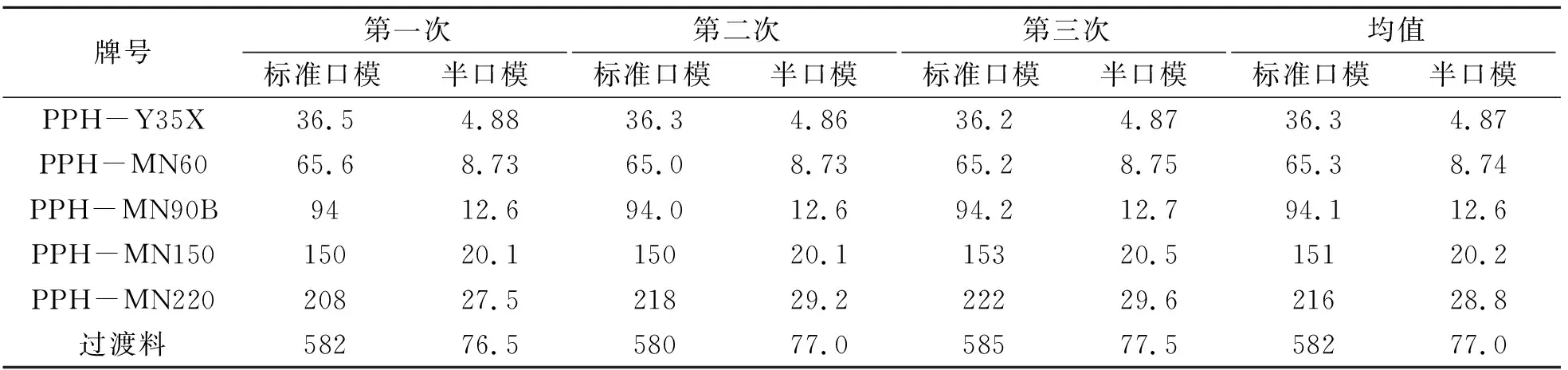
表4 選定條件下標準口模和半口模MFR測試結果 g/(10 min)
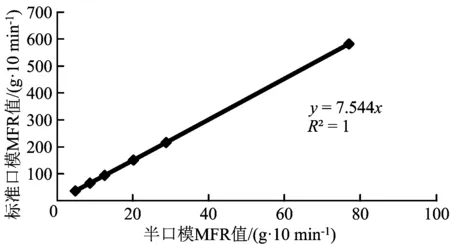
圖1 半口模與標準口模換算關系
通過表4、圖1可以看出在分析條件優化后半口模與標準口模的MFR結果有較穩定的換算關系。
2.5 標準模和半口模換算關系驗證
試驗過程用的是600 g/(10 min)以下的樣品,無需再用該范圍內的樣品進行驗證,對更高MFR結果的樣品需進一步驗證。熔噴料生產使用的廠家較多,用熔噴料和熔噴料生產調整過程中的過度料來驗證,測試數據見表5。
從表5可以看出差值最大的為37 g/(10 min),遠小于出廠指標規定的±200 g/(10 min),說明儀器可以用于超高熔指熔噴料的測試。通過測試條件優化,儀器用半口模時測量范圍可以拓展到1 500 g/(10 min)左右,大大增加了儀器的使用范圍。

表5 熔噴料半口模MFR測試結果 g/(10 min)
3 結論
用半口模或標準口模測試高MFR樣品,加樣量越多、喂料位置越高,結果重復性越好。在儀器滿足GB/T 3682.1—2018要求時,對于高MFR樣品在有效30 mm測試位移范圍內,單個結果測試位移越長,結果重復性不一定越好。在合適的分析條件下標準口模與半口模的MFR結果有較穩定的換算關系。可以用半口模來分析更高MFR的樣品。
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
當代陜西(2019年8期)2019-05-09 02:22:48
上海建材(2019年1期)2019-04-25 06:30:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
家庭影院技術(2018年4期)2018-05-09 07:07:52
專用汽車(2016年4期)2016-03-01 04:13:43
質量與標準化(2015年9期)2015-12-31 11:41:40
中國質量與標準導報(2014年4期)2014-03-11 19:54:25
中國質量與標準導報(2014年10期)2014-02-28 22:25:47
中國質量與標準導報(2014年7期)2014-02-28 22:24:39
