某型飛機排氣管裂紋問題分析與解決
2021-04-15 03:09:30項國輝劉智敏蒙春輝
教練機 2021年4期
項國輝,劉智敏 ,許 磊,蒙春輝
(1.空軍裝備部駐南昌地區軍事代表室,江西 南昌,330024;2.空軍裝備部駐上海地區軍事代表局,上海,200231)
某型飛機在外場執行任務時發生多起發動機排氣管裂紋故障(如圖1),其中一起導致場內迫降的飛行事故征候。 該問題隨時可能引起發動機工作異常,甚至有停車風險,本文通過對排氣管設計、焊接工藝、制造裝配過程、特性分析等情況進行排查、分析,明確了排氣管裂紋產生的原因和機理,并制定了解決措施,有效排除了上述質量隱患。

圖1 發動機排氣管裂紋故障圖
1 結構簡介
該型飛機發動機排氣總管由右排氣總管和左排氣總管兩個單獨部分組成, 將廢氣從飛機下部排出。右排氣總管由右部的四段排氣管組成,相應與發動機的五個氣缸相連接;左排氣總管由左部的四段排氣管組成,相應與發動機的四個氣缸相連接,見圖2。 各排氣管之間對接處采用金屬石棉墊包裹后用卡箍裝緊。
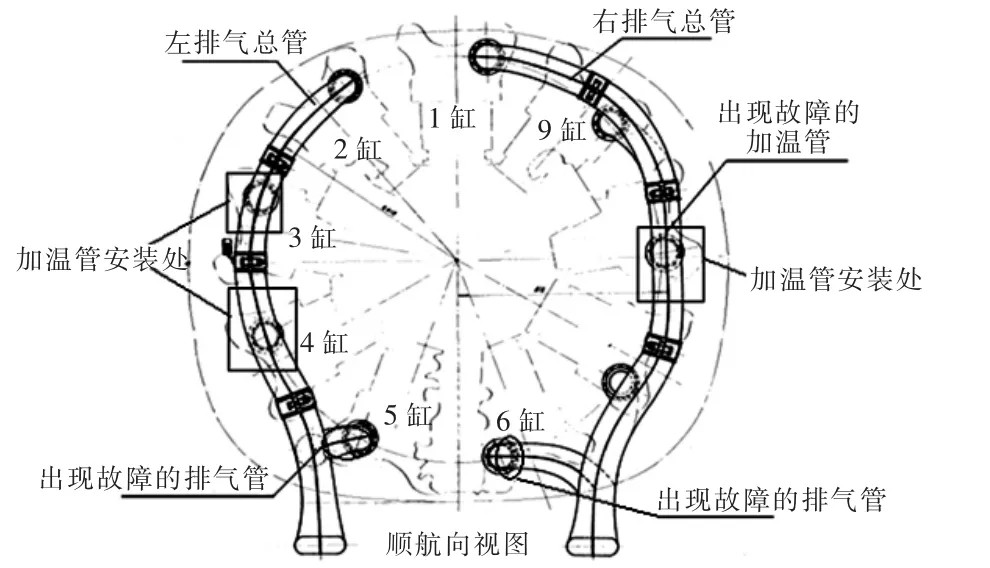
圖2 排氣管安裝示意圖
2 問題定位
2.1 故障樹建立
針對排氣管裂紋, 梳理可能造成裂紋的原因,形成故障樹如圖3 所示。
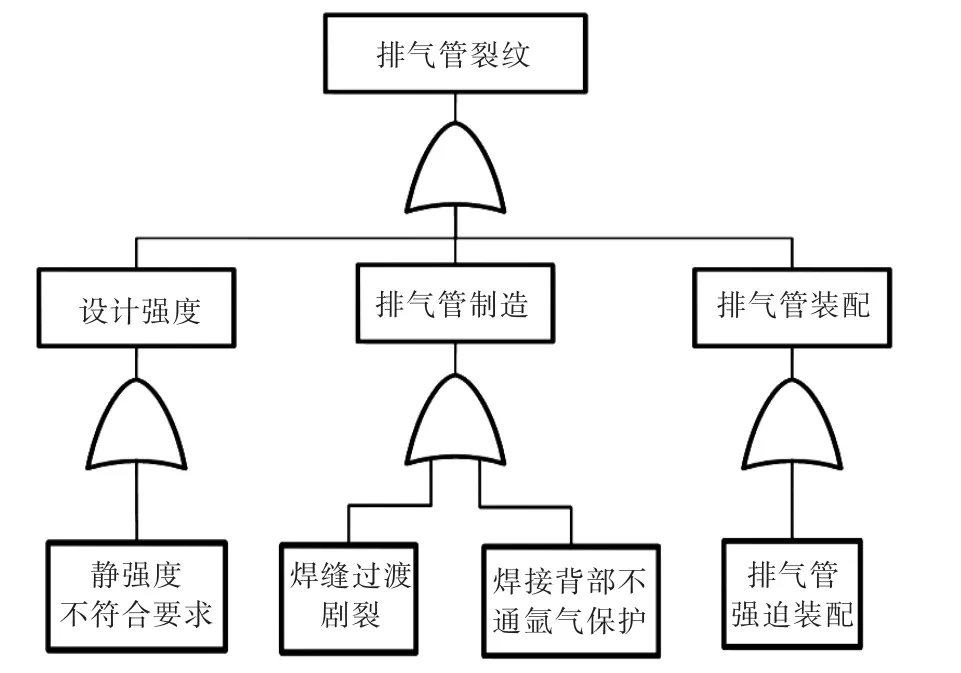
圖3 排氣管裂紋故障樹
2.2 故障樹排查
1) 靜強度不符合要求
通過設計強度分析可知:
(1) 在Y 向最大當地過載的慣性載荷作用下,排氣管與發動機氣缸連接處應力僅為25.5MPa,遠小于排氣管焊縫處的實際強度極限值265MPa;
(2)相同受載條件下,焊縫階差為3mm 的排氣管與發動機氣缸連接處應力為42.1MPa,這表明焊縫階差越大,排氣管焊縫處的應力集中越大、應力水平越高;
(3)在1mm 的強迫裝配位移下,排氣管與發動機氣缸連接處的應力為189MPa,小于強度極限值265MPa,滿足強度設計要求;
(4)在安裝排氣管時,如果存在強迫裝配,排氣管與發動機氣缸連接處的應力會隨著強迫位移的增大而顯著增大。
綜上分析,設計強度符合要求。
2) 搭接焊縫過渡劇烈
排氣管部位焊縫裂紋出現位置見圖4(焊縫與母材交界處),該處焊縫為搭接焊縫,焊縫等級為三級。

圖4 排氣管焊縫裂紋示意圖
排氣管斷裂處焊縫結構為空間變截面組合焊接的支管插入球面管嘴形成的搭接焊縫,支管橢圓度允許不大于3mm(焊接完工后的校正工序保證),當搭接焊縫焊接前焊接間隙延圓周存在不均勻情況時,需在制造過程中通過校正處理(支管與球面管嘴暫焊后的校正工序保證)。如果制造過程中校正不到位時,局部(如圖5 所示)會存在超出1.5mm 乃至2mm 以上的情況,焊接后會造成連接兩構件的焊縫與母材出現劇烈過渡,構件在使用過程中會出現應力集中的現象,進而造成疲勞斷裂。 同時搭接焊縫背面焊漏未去除,會進一步加大應力集中的趨勢。
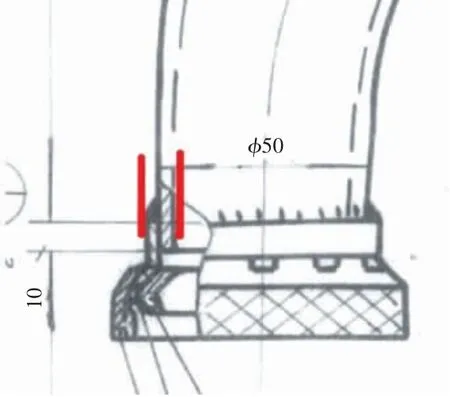
圖5 搭接焊縫截面
當焊前間隙 (紅線距離減去球形接嘴厚度1.5mm,半管厚度0.8mm)大于1.5mm 時,容易導致焊縫與母材過渡不平滑,甚至劇烈過渡,導致應力集中。
由上可知,焊接搭接間隙過大是造成產生疲勞斷裂的主要因素。
3) 焊接背部不通氬氣保護
通過金相和能譜檢測等理化分析,背部不通氬氣不會對整個焊縫組織性能產生較大影響,僅表面層存在氧化過度情況。 依據相關技術條件“落錘壓模制造之零件,允許按名義尺寸變薄30%”,0.8mm 厚度的鈑金件最小變薄量可以到0.56mm。 通過測量焊接后支管壁厚均超過0.7mm,故障件斷裂位置氧化層造成的材料變薄量遠小于鈑金件允許的變薄范圍。 可以得出,背部不通氬氣保護不是造成斷裂的主要因素。
4) 排氣管強迫裝配
依據相關技術條件中規定“焊接好的支管橢圓度允許達3 mm(但需要校正的對接部分除外)。 裝配時支管軸線不重合度(錯開)允許達2mm。”
右排氣總管和左排氣總管由零件分廠裝配好后成套交付,在裝配過程中通過專用工裝保證各支管軸線的重合度,同時在制造指令中明確了相關制造及檢驗要求,可保證各支管軸線的重合度要求。左、右排氣總管交付飛機總裝廠后進行連接發動機和卡箍安裝工作,在安裝過程中不需分解排氣總管,對各支管軸線的重合度無影響。
但在外場更換其中一段排氣支管的過程中,由于排氣支管屬焊接件,互換性較差,如果各排氣支管先剛性固定與各氣缸接頭,再安裝各排氣管之間的金屬石棉墊并用卡箍裝緊,可能會存在支管軸線不重合度超過2mm 的情況出現。結合前面設計強度分析論述,此種情況將在排氣管與發動機氣缸連接處產生較大應力, 導致使用過程中故障件斷裂位置出現疲勞斷裂。 故該因素不能排除。
3 機理分析
通過外場發回的斷裂位置照片(圖1)可以看出,斷裂位置焊縫與母材存在劇烈過渡,球形接嘴與支管存在較大高度差。結合反饋的失效分析結論為:“疲勞斷裂。 造成排氣管疲勞斷裂的主要原因是:排氣管靠發動機側的接管嘴與管體周向搭接焊縫焊趾處存在較大的裝配彎曲應力;焊縫處存在漏焊、寬度超差等焊接缺陷降低了焊趾處疲勞強度,促進了疲勞裂紋的產生。 ”以及“裂紋性質為疲勞裂紋,多源起始與焊趾位置。排氣管前期質量控制不當造成管體嚴重尺寸超差,導致管體與接管嘴焊接后產生嚴重應力集中和較大殘余應力,是該焊縫在壽命早期發生疲勞斷裂的根本原因。 ”
綜上,造成外場排氣管疲勞斷裂的失效過程如下:
1) 零件制造分廠在排氣管制造過程中未對搭接焊縫焊接前最大間隙進行有效控制,且焊接過程中操作不當,造成焊縫不均勻、焊漏未打磨、焊縫與母材過渡劇烈的排氣管流入下道工序。
2) 在工廠裝配以及外場更換排氣管過程中,因互換性差,未對強迫安裝會使斷裂處應力水平急劇上升的危害引起足夠重視,可能造成排氣管安裝完成后殘留較大裝配應力。
上述兩種情況綜合作用,排氣管在使用過程中一直處于較大應力作用下,最終在使用過程中發生疲勞斷裂。
綜上分析,排氣管裂紋產生的原因是:
1) 排氣管管口環向焊縫與母材劇烈過渡, 焊縫尺寸不均勻,背面焊漏未打平,造成應力集中,局部應力增大;
2) 安裝時可能存在強迫裝配, 造成排氣管管口焊接區域承受裝配應力。
在兩種因素及交變載荷的作用下,排氣管管口環向焊縫出現了疲勞裂紋。
4 糾正措施
1) 工廠改進結構設計,將排氣管管口環向焊縫由原來的搭接焊縫改為對接,并完善現有焊接工藝,增加焊接時通氬氣保護要求以及對背面焊漏處打磨要求,提高焊縫的強度和抗疲勞性能。
2) 工廠以及部隊在排氣管拆裝時應在松開所有與氣缸相連接的螺套狀態下調整連接各段排氣管對接部位,盡量避免強迫裝配,并在維護規程中增加此項要求。
3) 研究制定了《某型飛機發動機排氣管檢查方案》,對廠內和外場裝機產品進行了復查和處置。
5 結 論
排氣管裂紋可能導致發動機異常,對飛行安全造成嚴重影響。 本文從排氣管設計、制造和裝配等環節對排氣管裂紋產生的原因進行了分析,并針對故障原因制定了糾正措施,改進了排氣管的結構,優化了焊接工藝,增加了排氣管的拆裝要求,有效杜絕此類問題的發生。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
民用飛機設計與研究(2019年2期)2019-08-05 01:33:40
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
汽車與新動力(2015年1期)2015-02-27 12:11:01
建筑材料學報(2014年3期)2014-03-11 17:08:02
機械制造文摘(焊接分冊)(2013年6期)2013-03-20 13:57:27
