數控深腔加工刀具夾持技術研究
2021-04-13 01:34:02任成高申曉龍
湖南工業職業技術學院學報 2021年1期
任成高,申曉龍
(湖南工業職業技術學院,湖南 長沙,410208)
深腔注塑模具零件加工,汽車覆蓋件沖壓模具零件加工,現已廣泛采用數控加工中心機床的高速加工方式。由于切削條件的限制,在加工效率、機床使用成本、加工表面質量以及加工精度控制等問題上,仍然是一個普遍性工藝難題。深腔零件數控精加工需要使用細長桿刀具,但細長桿刀具使機床-刀具系統剛性變差,導致容易出現掉刀、斷刀等問題,限制了加工效率和零件質量的提高,刀具夾持技術就成了解決這個難題的一個關鍵性問題[1]。
國內外常見的數控加工中心機床刀具夾持方式是刀柄-夾頭-刀具式結構,主要形式有:彈性夾頭式、應力鎖緊式、靜壓膨脹式、熱裝式夾頭[2-3]。彈簧夾頭式通用性好,使用方便,但通常夾持剛度不夠且不易控制。相對來說,只要能夠克服彈簧夾頭式夾緊力小、夾持不確定等缺點,彈簧夾頭式制造簡單,且現存刀柄量大,比其他方式更有發掘優勢。充分利用已有的機床設備,提高彈簧夾頭的裝刀性能和裝夾可靠性,最大限度地提高其使用效率,與加工普通零件一樣來加工深腔模具,是刀具裝夾應用發展的一個方向。
1 數控機床刀具夾持方式
1.1 彈性夾頭式
彈性夾頭又稱彈性筒夾,是一種裝在鉆、銑床上的鉆銑夾頭,其功能是夾緊鉆刀或銑刀。目前用得最多的是ER 彈性筒夾,其性能穩定,精度高。彈性夾頭優點:同心度好、適合多種尺寸的刀具;夾緊力強、成本低且方便清洗。缺點:每把刀具的同心度都必須經過檢驗,使用者需要一定的技術;難保持制造商指定的精度標準,即精度保持性一般。
1.2 應力鎖緊式
應力鎖緊式刀具夾緊技術是一種超高精度夾持刀具的先進技術,適用于加工中心、高精度鏜銑床等加工設備。目前用得最多的是RIBOS-S 型應力鎖緊式刀具夾頭,該夾頭用來夾持鉆頭、鉸刀、銑刀等,該夾頭夾持孔具有精確設計的軸對稱特殊幾何形狀,使用專用加載器從外部對夾頭夾持段加壓,夾頭夾持刀具后始終處于彈性變形狀態;松開加載器,刀具就被夾頭巨大的變形恢復力牢固地夾緊。
1.3 靜壓膨脹式
靜壓膨脹式刀具夾緊系統廣泛應用于加工中心、金屬切削加工生產線及各類鏜銑床上,也可以高精度液壓芯軸的形式在車床、磨床和齒輪加工機床中擔任精密夾持工件的任務。通常靜壓膨脹式刀具夾頭夾持回轉精度在3 微米以內,具有夾持精度極高的特點;內藏油腔結構及高壓油大大地增加了結構阻尼,起到吸振減振的作用,這種夾緊系統還能使刀具在切削加工中的使用壽命得到極大提高。
1.4 熱裝式夾頭
熱裝式夾頭是利用熱脹冷縮將刀具夾持部分加熱至300℃左右,再將刀具柄部插入,冷卻后即可將刀具夾緊,這類夾頭通常用熱風方式加熱,也有采用特殊電磁感應方式加熱裝置。配有直線電機驅動系統,主要用于高速高精度切削加工;改進的新型i-tec 熱套夾頭符合最新ISO 標準,熱縮性夾頭優點是具有優異的動平衡性能、同軸度高,極強的刀具挾持力,可傳遞較大的扭矩;缺點是容易因使用者操作不當而損壞。
2 夾頭夾緊原理與ER 系列彈性筒夾
2.1 夾頭夾緊原理
夾頭是數控加工中心機床中極為重要的一個零部件,夾頭型號多種多樣,夾頭的主要作用是用來固定鉆頭、銑刀或鉸刀的。夾頭的形狀一般都是圓柱形的,而且頭部的地方是突起的,夾頭的頭部呈三角分叉狀,使用時可以根據對螺帽的旋轉來控制頭部的開啟和閉合。夾頭的頭部三角分叉型能夠很好地固定銑刀和鉆頭,夾頭能夠在機床主軸轉動時吸收一部分由運動產生的震動,且頭部可以很吻合地夾緊刀具,安全性比較高(圖1、圖2)。

圖1 夾頭夾緊剖切圖
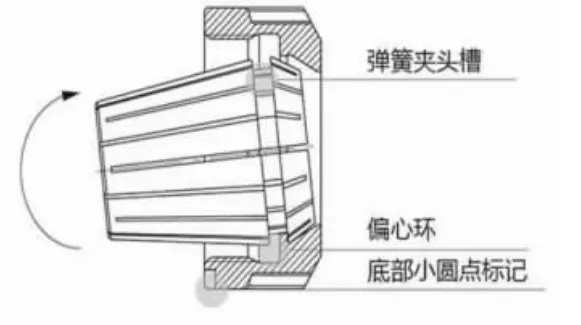
圖2 夾頭夾緊原理圖
彈簧夾頭的安裝、拆卸過程:將彈簧夾頭、緊鎖螺母的螺紋部分及定位面、錐面清理干凈;夾頭裝入緊鎖螺母內,然后將裝有彈簧夾頭的鎖定螺母輕輕擰在刀柄、接桿或者主軸上,螺帽底部有小圓點標記,將彈簧夾頭的槽裝入螺帽的偏心環位置;在夾頭與緊鎖螺母的安裝過程中夾頭與鎖緊螺母傾斜一定角度,按照箭頭指示方向將彈簧夾頭推入直至聽到咔噠聲響,代表彈簧夾頭已經安裝到位。然后裝入刀具,將裝有彈簧夾頭的螺帽裝到刀柄上。
2.2 ER 系列彈性筒夾
ER 夾頭采用特殊材質可防銹蝕,夾緊力大,變形小,精度穩定,耐磨性高,相同鎖緊力的情況下磨損性能優于SK 夾頭,使用壽命更長。PP 級精度(儀器級)徑向跳動≤0.001,表面光滑亮潔。廣泛用于銑、鏜、鉆、攻絲、磨、雕刻等加工。通常用于數控刀柄配 套使用,適用于高速數控加工中心機床(圖3、圖4)。

圖3 ER 系列彈性筒夾結構參數
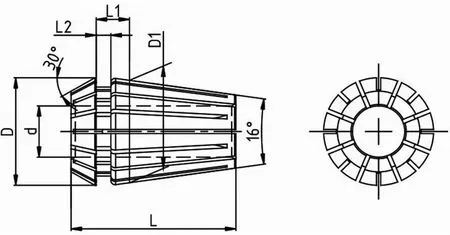
圖4 ER 彈性筒夾尺寸標準
3 彈性夾頭的設計、計算與加工
3.1 彈性夾頭的材料
高碳鋼和滲碳鋼一般可作為彈性夾頭的工作材料,在夾緊較大刀具和夾緊力較大工作情況時,彈簧夾頭常采用合金鋼制造。為得到更好的耐磨性和彈性,彈性夾頭需要滲碳和淬硬處理。圓錐有急劇變化的薄壁彈性夾頭通常采用熱處理變形較小的4XC 鉻鋼,同時采用4XC、9XC 等鉻鋼也能保證薄壁彈性夾頭有較高的耐用度、較長的工作壽命。當采用12XH3A 和15XA 滲碳鋼制造而成的彈簧夾頭,由于這種鋼內含有的一定鎳的成分,故具有最好的耐磨性能。
通常采用彈簧鋼和合金鋼制造彈性夾頭,由于夾緊部位硬度偏低、磨損加快,或出現彈性部位斷裂問題。滲碳合金鋼20CrNiMo 氣體滲碳淬火制作彈性夾頭,重復循環次數達35×104,具有高的疲勞強度,取得了好的效果。
3.2 夾頭的結構設計
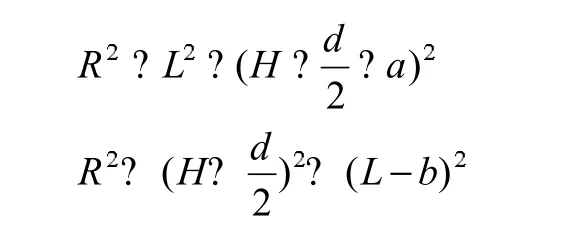
彈性夾頭是現代機床夾持刀具的重要定心夾緊工具,夾頭不易損壞刀具表面,且具有高的定心精度(高精度達0.01~0.02mm)。夾頭是具有多瓣開槽的彈性套,分單、雙面開槽,夾頭夾緊刀具相當于多楔面夾緊,夾緊鉗口錐角一般為12°~30°,利用其徑向彈性將刀具夾緊。將夾頭端部結構改為弧形,通過材料截面慣性矩來確定尺寸a和b 的值,如圖5 所示。
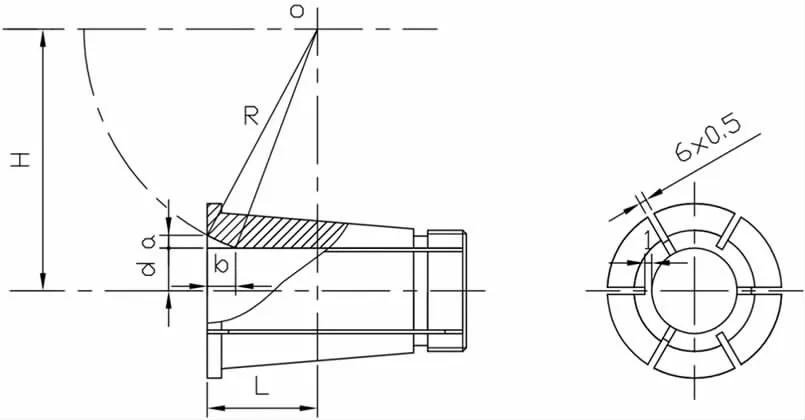
圖5 彈性夾頭的結構設計
調整刀片中心保證高度H、控制軸向切入深度L,在臥式銑床上即可加工。選定刀片半徑R,中心高度H、軸向切入深度L,可根據如下幾何算式得到:
3.3 彈性夾頭夾緊裝置的計算
彈性夾頭通常作為薄壁空心及較小零件的定心和夾緊用,相對卡爪式夾緊裝置而言,彈性夾頭夾緊裝置工作時相當準確,夾緊時也不致損壞夾緊表面。彈性夾頭心軸設計時應先考慮到零件的拆卸方便,為使零件容易卸下,一般彈簧夾頭常采用30°圓錐頂角。若是按零件內孔定心的彈簧夾頭優先采用5°~15°的圓錐頂角。
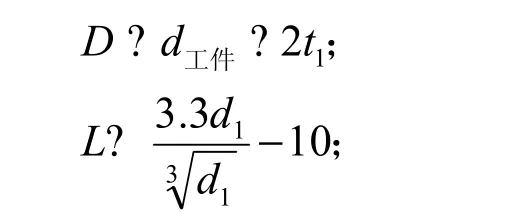
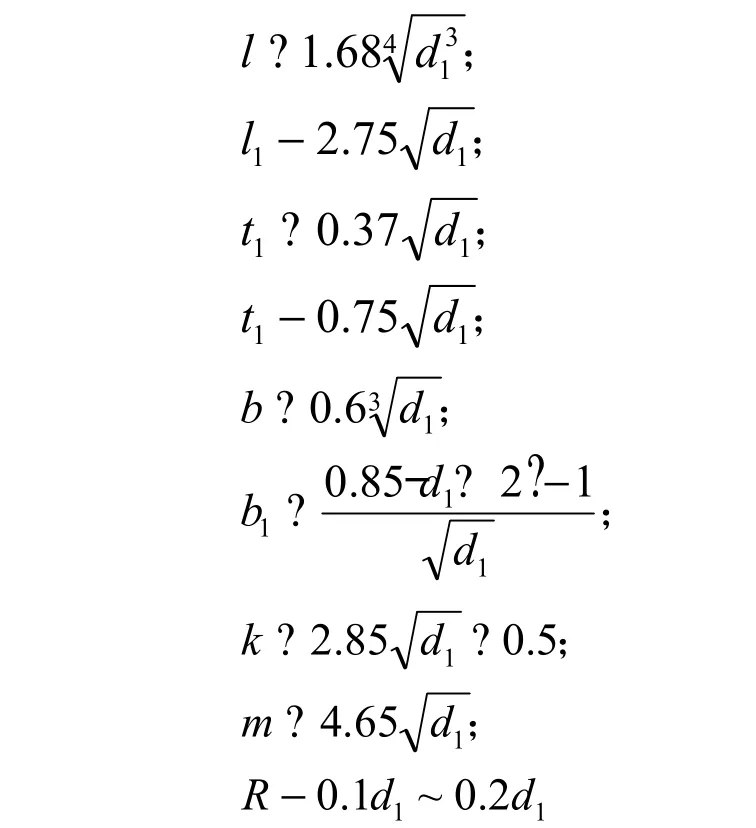
彈性夾頭夾緊裝置的工作能力要求取決于其各部分是否相稱適合,彈性夾頭的尺寸可通過查表得到,其基本尺寸也可采用下面計算公式確定,彈性夾頭夾緊裝置的計算見圖6。
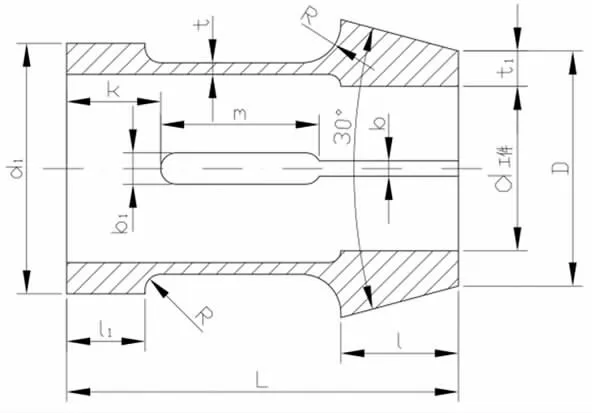
圖6 彈性夾頭夾緊裝置的計算
對向內夾緊的彈性夾頭當D/d1=0.8~1 時(式中d1 為彈性夾頭配合的直徑),各基本尺寸可按下面經驗公式來計算:
夾持直徑與槽數關系見表1。
表1 夾持直徑與槽數關系
為了保證正確精密地夾緊零件,使彈性夾頭的各夾瓣都能完全緊密地貼合接觸,在計算彈性夾頭和套筒的圓錐頂角時,應使得夾緊與被夾緊部分的表面通常先在前面部分就開始先接觸。
3.4 彈性夾頭的加工
彈簧夾頭對工作孔徑與尾部外圓及頭部錐體部分有較高的同軸度要求,彈簧夾頭的加工工藝主要與其工作孔的大小有關,按加工工藝要求可分為:工作孔能磨(4.5 毫米以上)及不能磨(4.5 毫米以下)兩類。前者工藝較為簡單,后者由于工作孔不能磨削,因此工藝比較復雜一些。
(1)第一類彈簧夾頭的工藝特點是:溝槽在熱處理前不銑穿,溝槽的端頭留出5~6 毫米,以免在熱處理時發生很大的變形。熱處理后先磨外圓,再以外圓為基準磨工作孔,最后用薄砂輪將溝槽切穿。
(2)第二類彈簧夾頭的工藝特點是:在熱處理后先用薄片砂輪將溝槽切穿,然后研磨工作孔,再用鐵絲扎緊外部,固定在心軸上磨外圓。
如在上述圖5 中的彈性夾頭既是夾緊元件也是定位元件,夾頭的內孔和外圓錐面都是定位表面,且內孔與外圓錐面間有較高的同軸度要求,并需滿足其夾緊力分布均勻又變形小,夾頭上均勻開有六個槽,槽寬0.5mm,可用專用立式銑床加工。
4 彈性夾頭在數控加工中心機床上的應用
4.1 數控加工中心機床主軸部件典型結構
數控加工中心機床主軸部件典型結構見圖7。主軸1 的前支撐4 配置了3 個高精度的角接觸球軸承,用以承受徑向載荷和軸向載荷,前兩個軸承大口朝下,后一個軸承大口朝上。前支撐預加載荷計算預緊量由預緊螺母5 來調整。后支撐6 為一對小口相對配置角接觸球軸承,它們只承受徑向載荷,因此軸承外圈不需要定位。該主軸選擇的軸承類型和配置形式滿足主軸高轉速和承受較大軸向載荷的要求。主軸受熱變形向后伸長,但不影響加工精度。
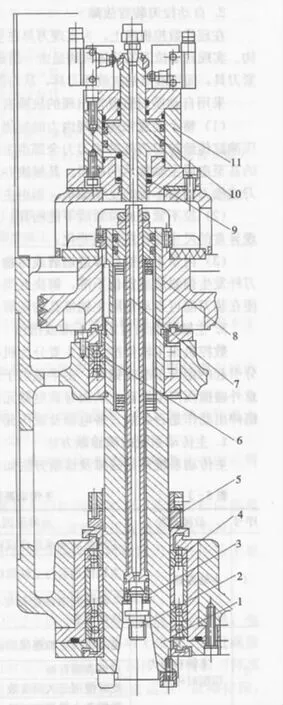
圖7 數控加工中心機床主軸部件典型結構
4.2 刀具的自動夾緊機構
如圖7 所示,主軸內部和后端安裝的是刀具自動夾緊機構。它主要由拉桿7、拉桿端部的四個鋼球3、碟形彈簧8、活塞10 和液壓缸11 等組成。機床執行換刀指令,機械手從主軸拔刀時,主軸需松開刀具。此時液壓缸上腔通壓力油,活塞推動拉桿向下移動,使蝶形彈簧壓縮,鋼球進入主軸錐孔上端的槽內,刀柄尾部的拉釘(拉緊刀具用)2 被松開,從而機械手拔刀。隨后壓縮空氣進入活塞和拉桿的中孔,吹浄主軸錐孔,為裝入新刀具做好準備。當機械手將下一把刀具插入主軸后,液壓缸上腔無油壓,在碟形彈簧8 和彈簧9 的恢復力作用下,拉桿、鋼球和活塞退回到圖示的位置,即碟形彈簧通過拉桿和鋼球拉緊刀柄尾部的拉釘,進而使刀具被夾緊。
刀桿夾緊機構用彈簧夾緊,液壓放松,以保證在工作中突然停電時,刀桿不會自行松脫。在夾緊時,活塞10 下端的活塞桿端與拉桿7 的上端部之間有一定的間隙(約為4mm),以防止主軸旋轉時端面摩擦。刀具夾緊具體受力情況如圖8 所示。

圖8 刀具夾緊受力圖
機床采用的是7:24 號錐柄刀具,錐柄的尾端安裝有拉釘2,拉桿7 通過4 個鋼球拉住拉釘2 的凹槽,使刀具在主軸錐孔內定位及夾緊。拉緊作用力由碟形彈簧8 產生。碟形彈簧共有34 對68 片,組裝后壓縮20mm 時彈力為10kN,壓縮28.5mm時彈力為13kN,此時拉緊刀具的拉緊力等于10kN。換刀時,活塞10 推動拉桿7,直到鋼球進入主軸錐孔上部的直徑37mm 環槽,這時鋼球已不能約東拉釘的頭部。拉桿繼續下降,拉桿的a 面與拉釘的頂端接觸,進而把刀具從主軸錐孔中推出,機械手即可將刀取出。
5 結語
大型深腔注塑模具零件加工,汽車覆蓋件沖壓模具零件加工,現已廣泛采用數控加工中心機床的高速加工方式。深腔零件數控精加工需要使用細長桿刀具,但細長桿刀具使機床-刀具系統剛性變差,導致容易出現掉刀、斷刀等問題,國內外常見的數控加工中心機床刀具夾持方式主要形式有:彈簧夾頭式、應力鎖緊式、靜壓膨脹式、熱裝式夾頭。
本文在數控加工中心機床上傳統的刀具夾持方式上,結合夾頭夾緊原理與ER 系列彈性筒夾,應用彈性彈簧夾頭式的刀柄-夾頭-刀具式結構,提供了部分經驗公式,合理地進行彈性彈簧夾頭的設計、計算與加工,并將彈性彈簧夾頭應用在數控中心機床上的深腔零件刀具夾持與加工,取得了成功。