低成本曲軸鏈輪冷擠壓工藝開發
2021-04-10 10:12:42周建虎同濟大學機械與能源工程學院浙江吉利動力總成研究院
鍛造與沖壓 2021年7期
文/周建虎·同濟大學機械與能源工程學院,浙江吉利動力總成研究院
卜王輝·同濟大學機械與能源工程學院
隨著人民生活水平的提高和汽車產業科技的進步,汽車消費主體已悄然發生變化,由90 年代初的公務車消費為主,轉變為普通家庭的私家車為主。“性價比”成為了各大汽車廠家競爭的法寶之一。
本文以某公司的1.8T 發動機曲軸鏈輪為研究對象,通過結構分析和成本分析,最終開發出一套以冷鍛工藝為主的低成本曲軸鏈輪工藝,替代原型機的插齒工藝,實現技術達標和成本降低20%的目標。
曲軸鏈輪結構和成本分析
曲軸鏈輪結構分析

圖1 曲軸鏈輪

圖2 初始生產工藝
某公司的1.8T 渦輪增壓發動機是借鑒德國EAXXX 原型機進行逆向開發的,該曲軸鏈輪如圖1所示,屬于一端凸臺,另外一端三排圓柱齒的異形結構。由于齒面不貫穿,無法采用滾齒法加工。結合圖紙要求表面硬度最小為57HRC,而傳統的粉末冶金曲軸鏈輪硬度只能達到30 ~45HRC,無法采用粉末冶金工藝。綜合零件的結構和硬度要求,推斷德國原型機的曲軸鏈輪采用插齒工藝生產。
曲軸鏈輪成本分析
根據上述的曲軸鏈輪結構分析,原型機曲軸鏈輪采用插齒工藝生產,梳理德國原型機的曲軸鏈輪初始生產工藝如圖2 所示。
再根據制造業的生產成本經驗值,對原型機曲軸鏈輪的成本進行分析,如表1 所示,成本中占比前三的項目分別是插齒、材料費用、管理費和利潤。
曲軸鏈輪降本目標分解
從表1 可以看出德國原型機曲軸鏈輪的成本價格為25.7 元,而該1.8T 項目的成本目標是較原型機降低20%,即20.56 元。表1 中成本排名前三項分別是插齒、材料、管理費和利潤,合計占比達61.56%,其中管理費和利潤這個項目一般是產品單價的12%,且隨著產品單價的降低而降低,所以降本重點是降材料和插齒費用。由此我們想到引入冷鍛工藝,根據金屬材料的塑性變形原理,在金屬再結晶溫度下,利用模具壓制成形齒面,省去齒面加工工序,同時可以節約材料。
根據成本降低20%后的目標價格20.56 元,結合冷鍛工藝的實際經驗成本,降本目標分解如下:
⑴材料費:冷擠壓所用材料為插齒工藝所用材料的65%,冷擠壓材料費用為7.35×65%=4.77 元。
⑵管理費和利潤:按照產品單價的12%,所以目標為20.56×12%=2.46 元。
⑶插齒降低費用:由于引入冷鍛成形齒面,插齒費為0,但增加了模具壓機分攤費用、材料前處理費用。基于其他工序費用不變的前提,為滿足20.56元的目標價格,齒面加工費用需要控制到20.56-2.46-4.77-9.48=3.85 元。

表1 曲軸鏈輪成本構成
建立冷鍛工藝曲軸鏈輪的初始成本目標結構如表2 所示。
冷擠壓工藝分析
冷擠壓工藝方案選型
冷擠壓是冷鍛工藝的一種,本文的研究對象曲軸鏈輪擬采用冷擠壓工藝開發。冷擠壓可以根據金屬流動方向與凸模運動方向之間的相互關系進行分類,主要有4 種:正擠壓、反擠壓、徑向擠壓、復合擠壓,其中正向擠壓和徑向擠壓都可以實現齒輪齒面的擠壓成形,結合本項目低成本開發,選定模具費用低的正擠壓。
再結合該曲軸鏈輪的齒參表(表3),確定齒頂圓和齒根圓公差帶0.2mm,齒形輪廓見圖3,齒面功能區域A-B,C-D 精度要求高,輪廓度0.034mm,而齒頂齒根非功能區域精度要求低,輪廓度為0.125mm。根據功能區的齒形輪廓0.034mm,查漸開線圓柱齒輪的齒形偏差表,屬于8 級精度齒輪,精度較低,所以鎖定采用一次正擠壓成形方案。
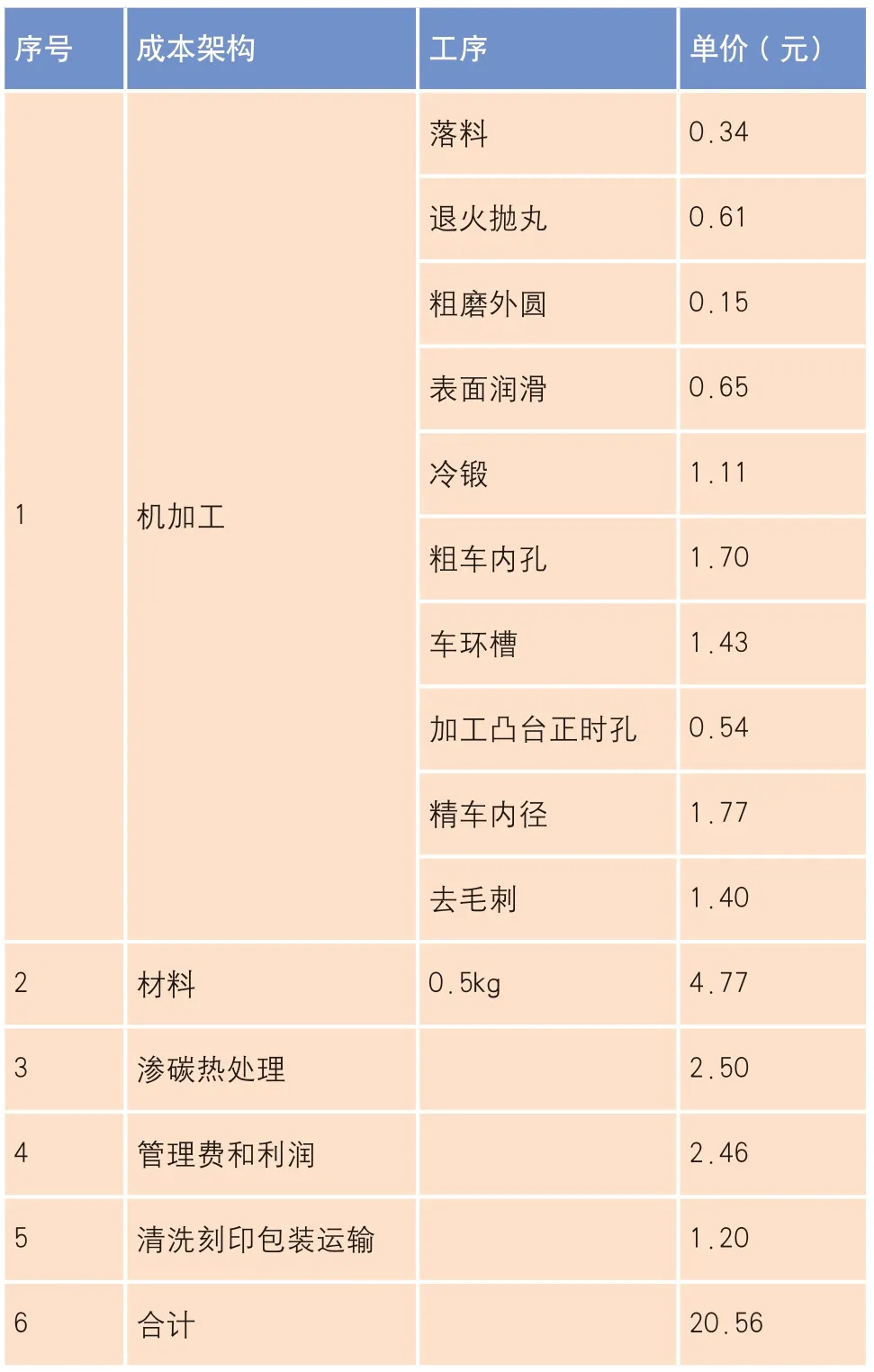
表2 冷鍛工藝曲軸鏈輪的初始成本目標結構
冷擠壓工藝設計
冷擠壓工藝的設計主要包括以下四個方面:擠壓件設計、毛坯尺寸、成形工序設計、成形工藝方案制定。
⑴擠壓件圖設計。
根據圖4 曲軸鏈輪零件圖,可知該鏈輪的齒面有效高度為33mm,凸臺的高度為4.8mm,兩個端面各增加1mm 的切削余量,設計出的冷擠壓件圖見圖5。
⑵毛坯尺寸。
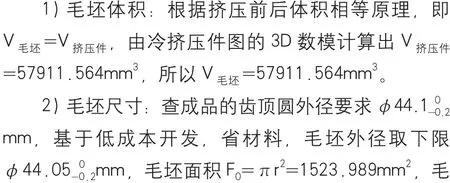
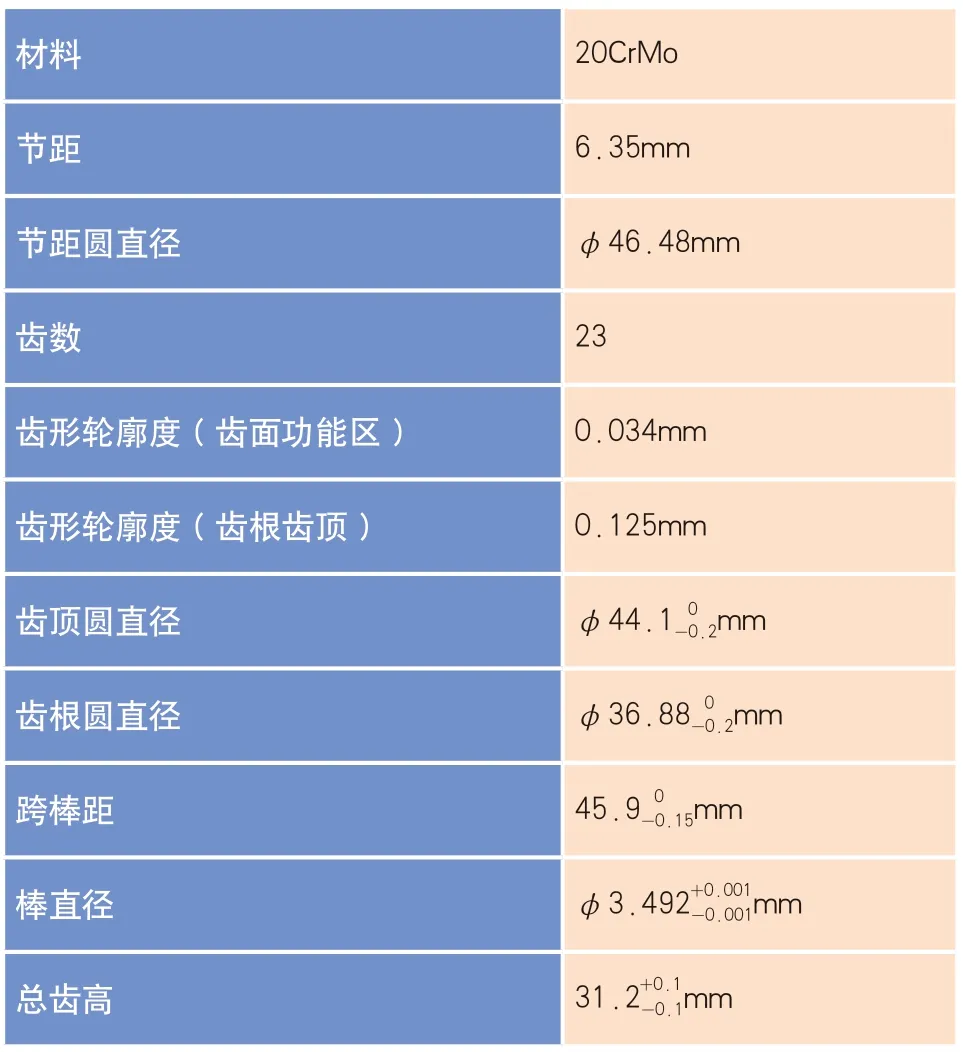
表3 曲軸鏈輪的齒參表
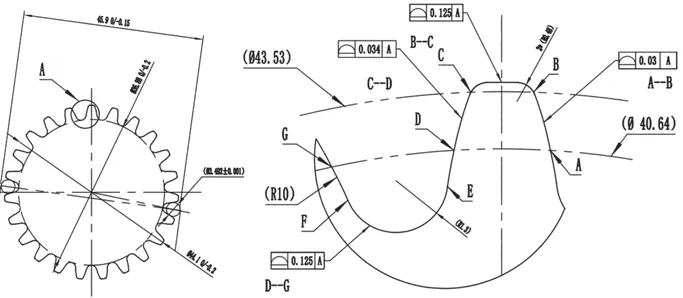
圖3 齒形輪廓圖
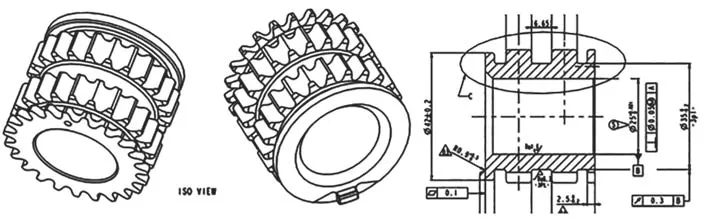
圖4 曲軸鏈輪零件圖
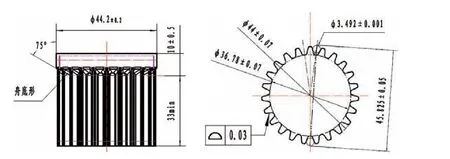
圖5 冷擠壓件圖

3)變形量:根據毛坯外徑,計算出毛坯面積F0=1523.989mm2,由擠壓件3D 數模算出齒形截面積F1=1270.165mm2,則該鏈輪的擠壓變形量為εF=(F0-F1)/F0×100%=16.66%。
4)擠壓力:P=C×p×F,式中C 是安全余量,在1.2 ~1.3 之間;p 是材料的單位擠壓力;F 為凸模投影面積。安全余量取1.2,則P=1426.5kN。
⑶工藝設計。
1)成形工序:上面我們選定了正擠壓一次成形方案,通過DeForm 軟件模擬冷擠壓過程,見圖7,從圖中可得出最大擠壓力1032.036kN,小于1426.5kN,滿足擠壓力要求。而且材料齒形填充良好,滿足圖紙齒形輪廓要求。
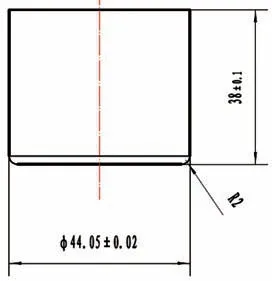
圖6 毛坯圖
2)輔助工序:考慮到齒形需要一次成形,后續不再機加工,所以需要增加五道輔助工序,分別是球化退火、拋丸、磨外圓、車倒角、磷皂化。
⑷工藝方案。
1)材料:該零件的材料為20CrMo。
2)設備:根據前面計算的擠壓力1426.5kN,算下安全余量,選擇200t 的液壓壓機。
3)工藝流程:該零件采用一次正擠壓成形,結合輔助工序,初步確定成形階段的冷擠壓工藝流程如圖8 所示。
生產驗證
曲軸鏈輪加工工藝
前述成形工序只是完成了曲軸鏈輪的齒面輪廓,根據零件圖,后續還需要增加適當的加工和熱處理工藝,才能符合圖紙要求。規劃的后續加工工藝如圖9所示。
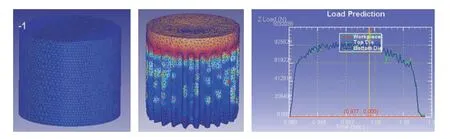
圖7 DeForm 擠壓過程

圖8 冷擠壓生產流程
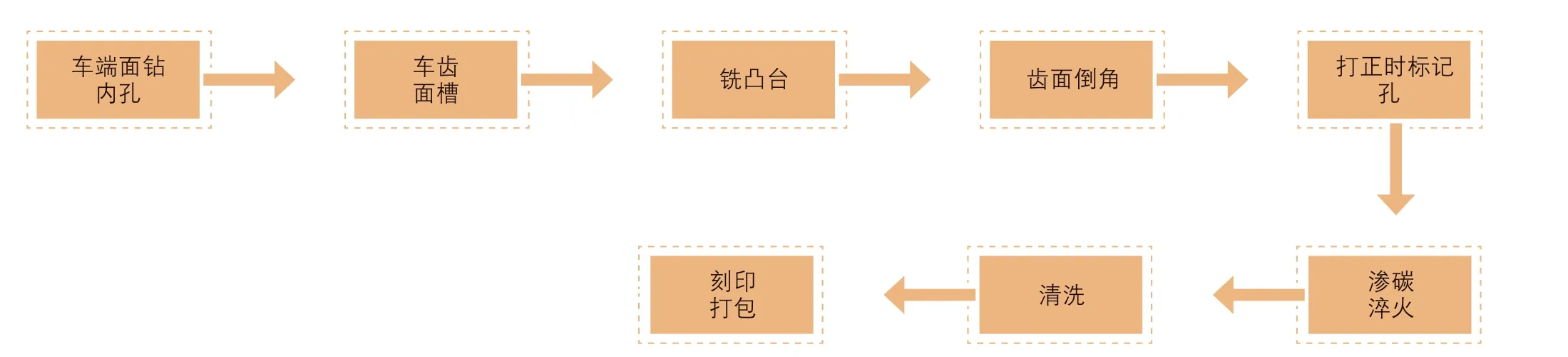
圖9 曲軸鏈輪加工工藝

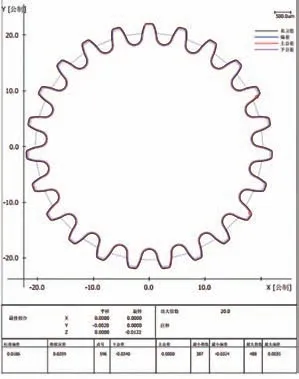
圖10 齒面輪廓度
曲軸鏈輪試生產驗證
按照上述的冷擠壓工藝和加工工藝組織試生產,并對成品進行檢測,重點檢測齒形輪廓,用三坐標機掃描全齒,進行齒面功能區輪廓度評價,測量結果如圖10 所示,齒形輪廓度(齒面功能區)實測0.0186mm,滿足公差帶0.034mm 要求;再進行齒頂齒根非功能區輪廓度評價,測量結果如圖11 所示,齒形輪廓度(齒根齒頂)實測0.04mm,滿足公差帶0.125mm 要求。
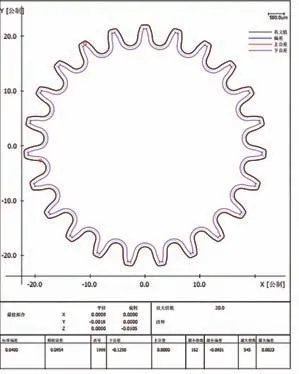
圖11 齒頂齒根輪廓度
成本核算
按照全工序生產完成后,核算單件曲軸鏈輪的成本為20.1 元,低于20.56 元的目標價格,較原價25.7 降低22%,達到降本目標。
結束語
筆者通過對原型曲軸鏈輪結構分析,引入冷擠壓成形齒面,替代了傳統的插齒工藝加工齒面,實現了性能達標,并達到成本降低22%的目標。該方法可適用于異形非貫穿曲軸鏈輪的開發。
猜你喜歡
河南電力(2021年5期)2021-05-29 02:10:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
電影(2018年12期)2018-12-23 02:18:48
特別健康(2018年2期)2018-06-29 06:13:42
領導決策信息(2017年10期)2017-05-17 04:49:02
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
機械制造文摘(焊接分冊)(2013年6期)2013-03-20 13:57:28