數控切割常見問題及解決方法
2021-04-08 09:34:58宋艷艷
機械管理開發 2021年2期
關鍵詞:變形
宋艷艷
(霍州煤電集團鑫鉅煤機裝備制造有限公司, 山西 霍州 031400)
引言
板材切割設備種類多樣,如數控火焰切割機、等離子切割機、激光切割機等,它們可進行直線及任意曲線的切割,自動化程度高,具有精度高,切割質量好,速度快,外觀優美,材料利用率高等特點,但如果沒有很好地掌握編程方法,就會適得其反,造成板材浪費、工件變形、輔助材料高度消耗,也就是說:編程技術的優劣直接影響切割質量、效率以及材料利用率等。
目前,市面上可供使用的套料軟件有很多種,但其基本原理都是一樣的,在電腦端將圖形轉換為代表位移路線的TXT 文本,再在切割機顯示系統中將文本轉為圖形,從而達到套料的目的。因此,主要探討各類型工件切割過程中遇到的問題以及在編程技術上的解決辦法。
1 火焰切割常見問題及解決辦法
1.1 存在問題
大工件(長窄工件)切割變形情況:容易出現工件部分尺寸變形(如200 mm×1 800 mm×16 mm 的切割,總是會出現寬度一側尺寸合適,另一側小5 mm 現象),外觀質量差,無法達到技術要求。
1.2 解決辦法
1.2.1 選擇合理的引入點
引入點是切割機在鋼板上切割每一個零件時穿孔的起始點,由于切割過程中各工件引入點、切割方向(順時針或逆時針)的選定,在切割過程中會出現因引入點設置不當,料架無法完全支撐零件造成移位、跑偏、落空等現象[1],或是兩件工件間總是打架,造成第二件工件切割過程中總是因為第一件的引入點處的熔渣而無法順利通過,影響工件質量。
因此在放置引入點時,應遵循工件未切割邊在切割過程中盡可能與大板相連,減少因零件自身重量或熱變形產生的位移而導致切割不精確,同時還要保證相鄰兩個工件的打點位置不相近[1]。
1.2.2 使用多次打點技術
多次打點是將一條曲線分成幾段,各段收尾間距為10 mm,在不傷害此曲線內部的情況下通過外側的引入引出,完成此工件切割。也就是說此工件由多段線組成,對于內部有孔的工件則是由多段線和孔組成。通過打點使工件多處與母板相連,無法脫離母材,從而減少工件變形。
1.2.3 合理選擇零件位置、切割順序、方向
零件位置是指每個零件在程序中對應的位置。切割順序是指一個程序上大小嵌套的套料零件依次切割的順序。[2]切割方向也就是上述所說切割零件時火焰切割槍逆時針或順時針走向。根據零件的形狀、板材位置,分析其變形情況,合理安排各零件位置,切割方向、切割順序。使其受力均勻,減少變形。
切割順序一般為:先內后外、先大后小(如果是在大工件內嵌套小工件,則是先小后大,此處先大后小針對每排)、先繁后簡、從左到右的順序。零件位置如上述切割順序,此外在實際生產中還要考慮到切割的延續性,不可因為上下料而耽擱切割,或是因為上下料而導致母板移動,工件變形,所以每個程序盡量做到分批次、分排整齊排列,在實際生產中,只有切割第三排時,才能對第一排卸料。
為了滿足生產進度要求,在實際生產中可以根據實際調度需求對程序的零件次序進行調整,滿足需求。
以下述圖為例具體對本節內容進行講解:下頁圖1 編程套料程序中,左側掩護梁主筋一按照圖示序號順時針切割,因為切割的大部分時間,工件都與母板相連,所以變形量少,然而如果放在最右側,如右側主筋二則情況恰恰相反,當工件割到序12 時,會因為工件大部分與母材脫離,導致工件變形;(三)處兩個工件因為打點在同一個地方,導致切割另一個工件時,因為熔渣而無法順利通過,從而使割槍停割停割不斷,外觀質量無法達到工件尺寸要求,如果將其錯開,那么困難就大大降低了;四處引入點在1位,當工件順時針切割到2 位時,由于其與母板接觸太少,同時工件自身重量使料架無法支撐,導致其在切割到此處時工件下沉掉落,無法繼續切割,從而使工件尺寸不合格。圖2 則是工件間相互穿插現象,如果在切割了1、3 后卸料,就會影響未割工件2 的質量,也就是說只能在切割完4 時才能卸料。
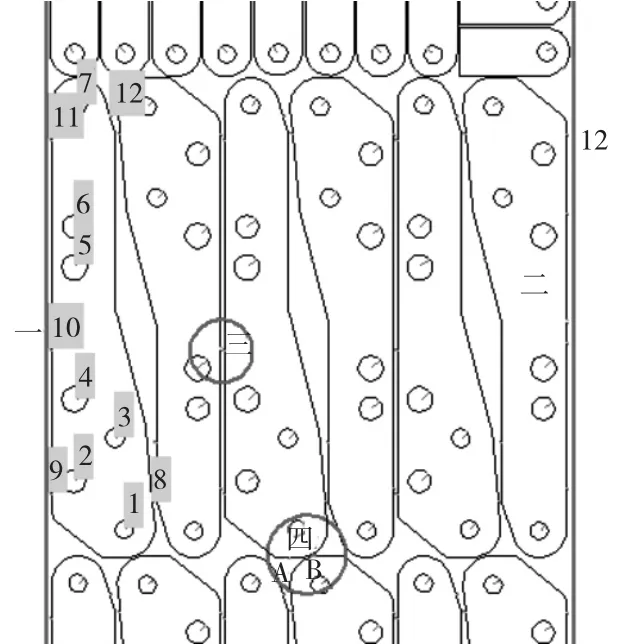
圖1 套料編程1
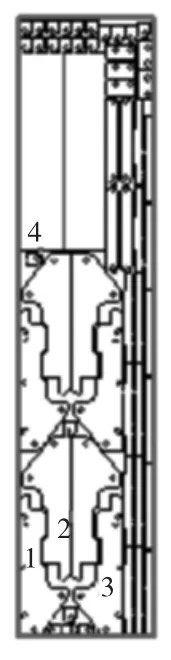
圖2 套料編程2
在切割厚度在[16 mm,40 mm)范圍內的中小工件時,容易出現切割耗時、浪費耗材的情況。主要的解決方法有:
1)規則圖形:使用共邊(連續)切割技術代替橋接。共邊就是指兩個工件借用同一個邊。不同工件通過共邊進行連續切割,共邊連續切割就是指將兩個或以上的同一種零件分別共邊(此處為一邊、兩邊甚至三邊),然后連續切割。共邊(連續)切割不僅可以提高板材的利用率,而且節省預熱穿孔時間,提高切割效率。
2)不規則圖形:使用借邊切割代替橋接。借邊切割就是借用其他工件一邊的一點,將另一個零件的引入線放在此處,只需在此點直接切割進入第二個工件,不需要重新再長時間預熱。借邊切割可以大大減少每個工件的預熱時間,提高切割效率。且不再需要針對橋接后的工件二次手工槍切割。
在切割厚度≥40 mm 的中小工件時,切割耗時、工件變形的情況。主要的解決方法是借邊切割。由于工件板材厚度的影響,如果還是使用共邊切割,會因為切割火焰過大影響割縫,從而使共邊的兩個工件尺寸不等,無法達到工件技術要求。而如果每件分別切割,更是增加預熱時間及預熱后的熔渣影響,為此,借邊切割就顯得非常重要。不僅提高了工件的外觀質量,更是在效率上得到了大大提高。
2 等離子切割、激光切割常見問題及解決辦法
針對薄板小件,最理想的設備是等離子、激光切割。因其切割速度快,邊緣整齊,毛刺易清理,而火焰切割速度無法提高,槍過后易將工件邊緣燒溜,使得工件與母板再次融合(或有死咬的熔渣,使得邊緣無法清理平整),外觀質量大大降低。在這里我們以等離子切割為例,探討其編程方法。
對于中小工件(工件厚度<16 mm)情況,如按上述使用共邊切割或借邊切割,等離子總是會在每個打點處因無法識別鋼板而停槍(此處是說將共邊后的引入線引出線取掉),只能前進一段在進行切割;或是不斷打點(不取消共邊處的引入引出),到共邊接觸點還是會停槍。也就相當于逐個穿孔,不僅耗費槍嘴,更是大大降低了切割效率。主要的解決方法是不停槍連續切割技術。首先將每個工件逐個排好,放好引入引出線,然后將各零件引入引出首尾連接,最后更改程序TXT 文件,將每個工件切割完后關閉切割氧和下一工件的打開切割氧取消,使割槍切割一個工件后不停切割氧,繼續切割下一個工件。從而達到不停槍連續切割的效果(一個穿孔點直接切割刀結束),如圖3 所示。
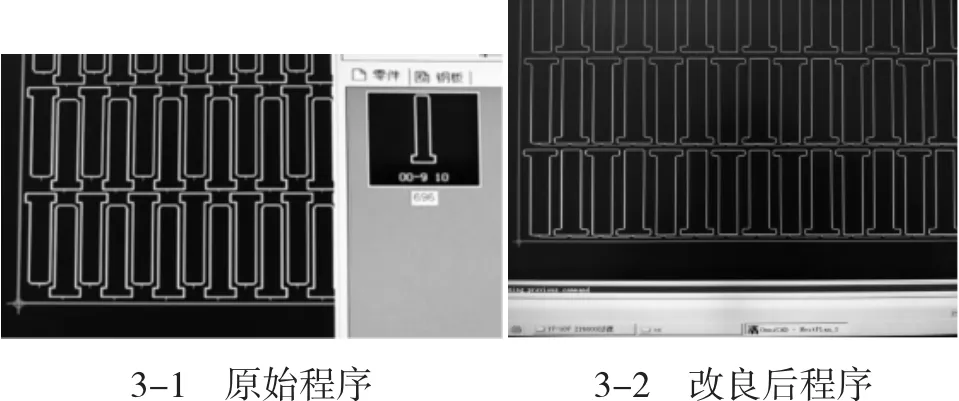
圖3 套料編程3
3 結語
編程套料的優劣對切割起著關鍵性作用,實踐中只有將豐富的切割經驗和優化工藝融入程序中,針對不同的零件不同的設備不同的材質采用對應的編程方法,才能控制零件變形,提高切割精度和效率,使切割機得到充分的發揮,真正做到高質高效低消耗。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
