某L245N 等徑三通開裂失效分析
2021-04-07 07:42:02胡志強楊專釗李德君張驍勇
焊管 2021年2期
關鍵詞:裂紋
胡志強, 楊專釗, 李德君, 霍 軒, 張驍勇
(1. 西安石油大學 材料科學與工程學院, 西安710065;2. 中國石油集團石油管工程技術研究院, 西安710077;3. 中石油煤層氣有限責任公司, 北京100000)
管道三通是壓力管道系統必不可少的元件。 在石油石化行業, 管道三通使用極為廣泛, 其設計按照壓力管道準則, 并且其承壓能力高[1-2], 一旦發生泄漏將會造成嚴重的安全事故和經濟損失。 相對于直管段來說, 三通由于其結構復雜、 幾何不連續性、 存在不等厚情況, 易造成很大應力集中[3]。 在正常工況下, 三通也存在局部的屈服。 因此, 對于三通的研究, 要結合其具體使用部位及所使用裝置的特點進行分析[4]。
2019 年7 月, 某井在試采交接完成開井生產時, 距井口6 m 處的三通本體出現裂痕并發生泄漏, 失效時管線壓力為2.7 MPa, 而該管線的設計壓力為6.4 MPa。 失效三通為等徑無縫三通, 直徑100 mm, 材質L245N。 筆者對本次三通的失效原因進行了詳細的分析, 為避免類似事故的再次發生提供參考。
1 裂紋檢測及斷口分析
觀察發現裂紋源位于三通本體近支管處,如圖1 所示。 將失效三通沿縱向對稱剖開, 對三通內、 外壁進行熒光磁粉檢測, 外壁未見裂紋, 但內壁多處可見裂紋。 發生斷裂失效的三通, 其斷口位于三通主管和支管交匯處, 斷口平坦, 呈現明顯的宏觀脆性斷裂特征, 如圖2所示。 圖2 中紅色圓圈所示即裂紋源所在的位置。 根據圖3 所示的裂紋源形貌可以判斷裂紋由內壁啟裂。 用線切割方式將斷口上的裂紋源區整體切割下來, 徹底清理后, 進行斷口微觀形貌分析, 分析設備為VEGA ⅡTESCAN 型掃描電子顯微鏡。 圖4 為斷口裂紋源區掃描電鏡形貌, 由圖4 可以清晰地看出裂紋由內壁起裂向外壁擴展。 圖5 為微裂紋擴展區微觀形貌,呈現準解理斷裂特征。

圖1 裂紋源在三通本體上的位置

圖2 失效三通宏觀斷口形貌

圖3 失效三通裂紋源區放大圖

圖4 失效三通斷口裂紋源區形貌
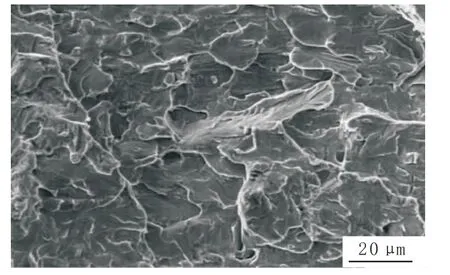
圖5 失效三通微裂紋擴展區形貌
2 理化性能分析
2.1 化學成分分析
在三通本體上取樣, 依據GB/T 4336—2016標準, 用ARL 4460 直讀光譜儀進行化學成分分析, 結果見表1。 由表1 可知, 三通化學成分滿足GB/T 9711—2011[5]對L245N 鋼的要求。
2.2 金相分析
從三通斷口裂紋源附近取金相分析試樣, 依據GB/T 13298—1991、 GB/T 10561—2005、 GB/T 4335—2015、 GB/T 6394—2002 標準, 用MEF4M金相顯微鏡及圖像分析系統進行金相分析。 結果表明, 失效三通金相組織為鐵素體+珠光體, 且有明顯的變形組織特征, 鐵素體晶粒垂直于原始軋制方向, 即沿厚度方向被拉長, 且本應平直的帶狀組織也由于變形而發生彎曲, 呈波浪狀分布, 如圖6和圖7 所示。 在裂紋源附近金相組織中還觀察到內壁上的微裂紋缺陷(圖7 紅圈位置), 失效三通的帶狀組織較為嚴重。 根據GB/T 9711—2011 標準要求, L245N 最終熱處理狀態應為正火態, 其正常金相組織應為等軸狀鐵素體和珠光體, 而失效三通金相組織內仍可觀察到大量冷變形畸變晶粒。

表1 三通管體化學成分分析結果
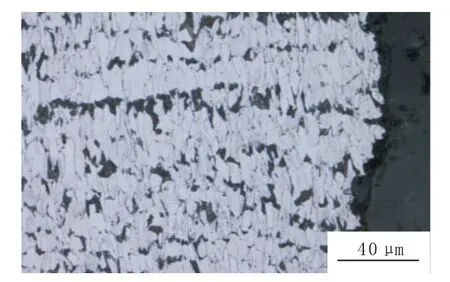
圖6 失效三通畸變的組織
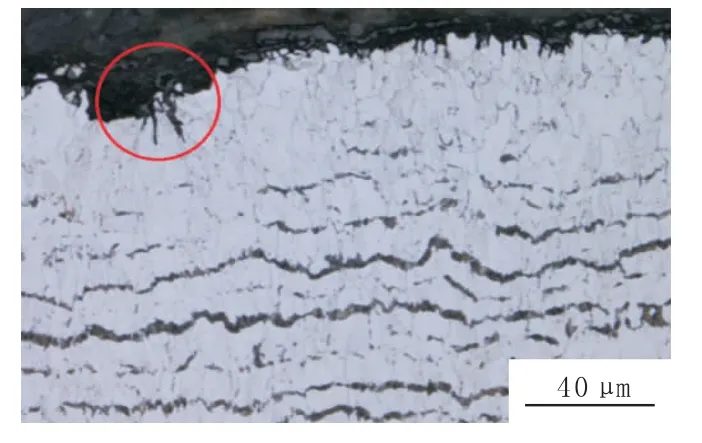
圖7 失效三通內壁上的微裂紋
對于直徑300 以下的無縫三通, 一般采用冷脹成型工藝進行生產, 即無縫鋼管在封閉的模具內, 通過液壓使其產生金屬塑性流動的一種三通成型工藝, 其工藝流程如圖8 所示。 將涂有潤滑劑的一小段無縫鋼管放入模具內, 上下合模, 左、 右端模同步運動與管段端面接觸密封, 同時注入高壓油使其完全充滿管段內腔, 左右端模同步運動擠壓管段, 管段被壓縮的同時內腔體積縮小, 迫使管段內的高壓油壓力上升至需要的“初壓” 壓力范圍, 管段在左右端模向中心擠壓的壓力和管段內油液的壓力下, 開始脹出支管, 左右端模繼續運動, 使管段內油液由壓力上升至成形所需的壓力范圍或稱終壓, 此壓力保持到成形結束。 同時左右端模不斷向中心運動, 對于脹出部分給予及時的補償, 直至支管完全脹出, 之后脫模, 三通冷脹成形完成。 由此不難看出, 三通成型過程實質是一個冷塑性加工過程, 鋼鐵材料在室溫下進行塑性變形時, 會產生形變硬化, 鋼的強度、 硬度升高, 塑性與沖擊韌性降低[6]。 與此同時, 鋼的微觀組織也會發生變化,晶粒會沿形變方向被拉長, 原本等軸狀的晶粒會逐漸變成扁平狀(見圖6)。
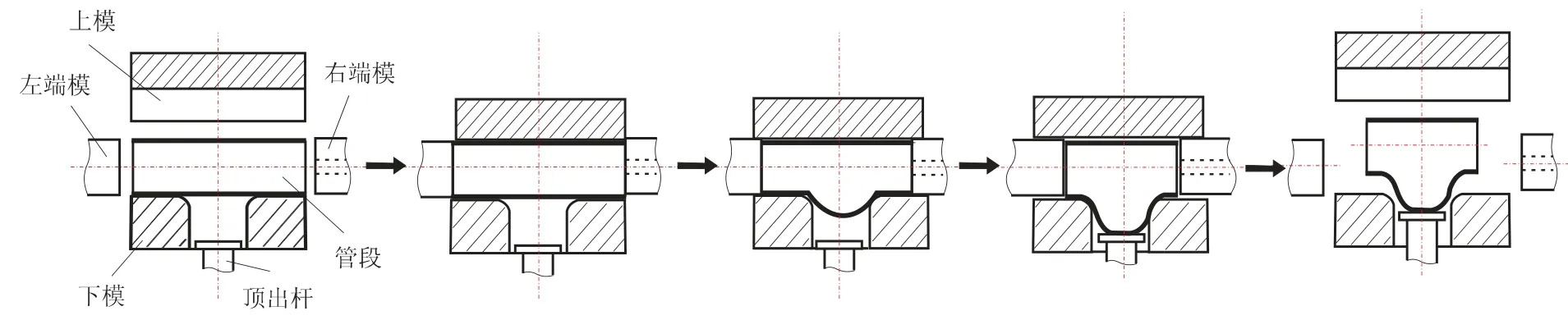
圖8 三通冷脹成型工藝流程圖
根據GB/T 9711—2011 標準要求, L245N 最終熱處理狀態應為正火態, 冷脹成形后的三通被重新加熱到完全奧氏體區, 此時材料內部將發生再結晶, 冷變形畸變的晶粒將被等軸晶所取代,圖9 為L245N 正火態微觀組織, 鐵素體呈等軸狀。 就其力學性能而言, 經正火后, 鋼的塑性、韌性得到恢復, 硬度降低。
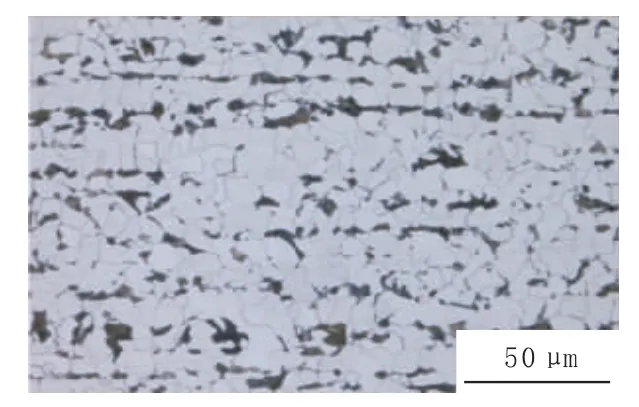
圖9 L245N 管線鋼正火態微觀組織
2.3 力學性能
依據ASTM E10—18 標準, 用維氏硬度計對失效三通斷口裂紋源附近管體進行硬度測試, 測試點如圖10 所示, 測試結果見表2。 縱向維氏硬度總計測試21 個點, 平均硬度值242 HV, 所測試樣各點硬度分布均勻; 橫向維氏硬度總計測試18 個點, 平均硬度值234 HV, 所測試樣硬度分布較為均勻。 失效三通的硬度測試結果明顯高于標準對L245N 管線鋼的硬度要求, 標準要求L245N 管線鋼的硬度應≤197 HBW, 對應的維氏硬度不應高于210 HV。

圖10 失效三通斷口裂紋源附近管體維氏硬度測試點
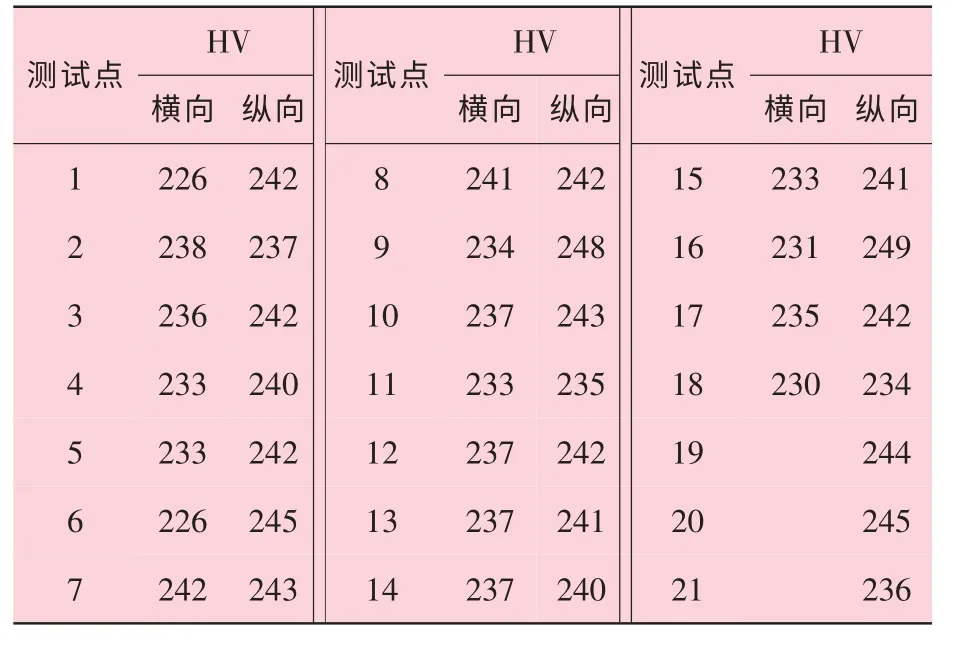
表2 失效三通斷口裂紋源附近維氏硬度測試結果
在失效三通本體上沿縱向切取夏比V 形缺口沖擊試樣, 由于受壁厚限制, 試樣尺寸為5 mm×10 mm×55 mm。 試樣V 形缺口的開設方向與裂紋擴展方向平行, 沖擊試驗結果見表3。 由表3可知, 0 ℃下失效三通本體的沖擊功最大值僅為2 J, 三通本體脆性明顯, 顯著低于GB/T 9711—2011 標準要求。

表3 三通管體夏比沖擊試驗結果(0 ℃)
3 分析與討論
本研究失效三通為脆性斷裂失效, 裂紋起源于三通本體支管與主管交匯處的內表面, 且更加接近支管部位。 金相分析表明, 失效三通微觀組織具有明顯的冷變形特征, 三通成型過程中在內壁形成微裂紋, 微裂紋發展為裂紋源, 成型后的三通沒有按相關標準要求進行正火處理, 形變硬化導致的三通本體塑、 韌性損失沒有恢復, 最終導致三通脆性斷裂[7]。
熒光磁粉檢測及金相檢測結果表明, 三通內壁存在裂紋等缺陷, 主要是由于成型工藝控制不當造成的[8]。 如前所述, 對于直徑300 mm 以下的無縫三通, 一般采用液壓冷脹成型工藝制造。 如圖6 和圖7 所示, 金相組織內保留的大量冷變形畸變晶粒是三通冷脹成型的直接證據。金相分析結果表明, 主管的晶粒沿壁厚方向被拉長, 這也是由三通液壓脹型工藝特點所決定的[9]。 通常情況下, 無縫三通液壓脹型工藝控制不當或原材料存在問題時, 就會產生嚴重的缺陷, 主管與支管過渡區直裂紋就是最為常見的缺陷之一。 有研究表明, 主管與支管過渡區直裂紋缺陷主要與三通成型工藝、 原材料強度過高有關, 或與原材料晶粒粗大、 帶狀組織嚴重等微觀組織缺陷有關, 此時管材無法承受這一區域的劇烈變形, 便會導致管體開裂或形成裂紋。 此次失效三通的裂紋源正好處在主管與支管的過渡區, 且三通微觀組織內存在較為嚴重的帶狀組織[10]。
另外, 三通在冷成型過程中, 三通支管是通過附加在主管兩端和內壁的高壓作用, 使主管金屬在外模束縛下向支管模內流動而形成的[11]。 三通冷脹成型過程的實質是對金屬材料進行塑性加工的過程。 塑性變形導致的形變硬化, 使材料強度、 硬度急劇升高, 韌性下降。 根據斷裂力學可知, 材料的沖擊韌性通常正比于材料的斷裂韌度, 沖擊韌性的降低意味著材料的缺陷容限的降低, 這樣即便是較小尺寸的缺陷和較低的應力水平也會導致構件的斷裂[12]。
對于冷脹成型的三通, 應在成型后立即進行正火處理使其塑韌性得以恢復。 GB/T 9711—2011 標準就要求L245N 鋼交貨時的狀態為正火態或正火+回火態[13]。 所謂正火就是將鋼加熱到Ac3以上進行完全奧氏體化, 然后在空氣中冷卻(有時風冷或噴霧冷卻) 的熱處理過程[14]。 對于L245N 這類的低碳鋼, 正火加熱溫度是Ac3+(100~150) ℃, 正火保溫過程中, 其微觀組織內畸變的晶粒將發生再結晶形成新的等軸晶, 并且冷變形導致應變硬化作用將被消除。 此次失效的三通微觀組織內存在大量畸變的晶粒, 且硬度明顯高于標準值, 沖擊韌性顯著低于標準值, 表明失效三通冷脹成型后沒有進行正確的熱處理, 其交貨時的熱處理狀態不符合GB/T 9711—2011 標準的要求。 若失效三通成型后經過正火處理, 即使在成型過程中形成了裂紋, 三通也不會發生脆性斷裂[15]。
綜上所述, 本研究中的失效三通由于成型過程中工藝控制不當, 從而在內表面產生了裂紋和微觀缺陷; 成型后的三通沒有經過正確的熱處理, 導致其塑韌性無法恢復到正常狀態, 因此在試采交接過程中, 裂紋失穩擴展, 三通發生脆性斷裂失效。
4 結論與建議
(1) 本研究失效三通熱處理狀態不符合GB/T 9711—2011 對L245N 三通的技術要求。 三通失效的直接原因為冷成型工藝控制不當在內壁形成裂紋和微觀缺陷, 成型后的三通沒有進行正火處理,其塑韌性沒有得到恢復, 從而導致三通發生脆性斷裂。
(2) 為避免類似失效事故的發生, 對于使用方而言應加強三通產品的到貨檢驗。
(3) 對三通生產方而言, 應采取正確的熱處理工藝, 確保三通產品符合GB/T 9711—2011要求。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38