海洋天然氣開發(fā)用冶金復合鵝頸熱煨彎管開發(fā)及性能研究
2021-04-07 07:42:02李華軍薛培婧侯書成孫敬軒苑穌文孫嘉悅
焊管 2021年2期
李華軍, 薛培婧, 侯書成, 孫敬軒, 苑穌文, 陳 迪, 孫嘉悅
(西安向陽航天材料股份有限公司, 西安710025)
0 前 言
我國油氣管道建設正處在快速發(fā)展的時期,管道輸送石油和天然氣是最經(jīng)濟、 最方便的輸送方式[1]。 雙金屬復合管主要應用于具有腐蝕環(huán)境的油氣田、 化工等行業(yè), 由兩種不同金屬材料構成, 管層之間通過變形和連接技術緊密結合在一起, 基材滿足強度要求, 合金層耐腐蝕或磨損等[2]。 隨著海洋油氣開發(fā)逐漸向深海、 高溫高壓、高腐蝕等苛刻環(huán)境轉移, 雙金屬復合管逐漸在國內(nèi)外海洋油氣開采中廣泛應用, 并且取得了良好效果[3]。
目前, 國內(nèi)海洋油氣開采用雙金屬復合管的應用存在幾個難題, 其中雙金屬復合彎管管件制造問題較為突出[4-5], 國內(nèi)一些學者對常規(guī)的冶金復合彎管的生產(chǎn)制造工藝進行了初步的研究[6-7],同時根據(jù)DNVGL-ST-F101[8]和ISO 15590-1[9]的要求, 彎管的生產(chǎn)制造角度一般≤90°。 然而,連接海洋天然氣開發(fā)用海底平臺與海底天然氣管道的冶金復合鵝頸彎管角度要求為135°, 由于其彎曲角度較大, 生產(chǎn)制造困難, 因此該產(chǎn)品主要依靠進口。 為了實現(xiàn)該彎管的國產(chǎn)化, 本研究使用Φ219 mm× (18.3+3) mm 的UNS N06625(內(nèi)覆層) /DNVGL SMLS 450D 堆焊冶金復合管作為母管, 熱煨彎制135°冶金復合鵝頸彎管,并對其制造工藝進行了研究。
1 母管材料及生產(chǎn)工藝
1.1 母管材料
試制的母管為UNS N06625 (內(nèi)覆層) /DNVGL SMLS 450D 堆焊冶金復合管, 規(guī)格為Φ219 mm× (18.3+3) mm, 其化學成分見表1,力學性能見表2。
內(nèi)覆層材料為UNS N06625, 使用ERNiCr-Mo-3 焊絲, 通過內(nèi)壁堆焊方式實現(xiàn)冶金復合,焊絲的化學成分見表3。
1.2 母管生產(chǎn)工藝
冶金復合管采用內(nèi)壁堆焊方式進行生產(chǎn), 內(nèi)壁焊道搭接形成了波浪形態(tài), 為了防止熱煨彎制過程中由于堆焊層波峰波谷產(chǎn)生的應力集中導致內(nèi)覆堆焊層在外弧焊道搭接位置沿周向開裂, 在內(nèi)壁堆焊過程中要嚴格控制焊道的波浪高度。
試制采用福尼斯全進口熱絲脈沖TIG 高效堆焊設備進行, 第一層堆焊厚度為1.6~1.8 mm,第二層堆焊厚度為1.9~2.0 mm, 堆焊層的總壁厚為3.5~3.8 mm; 焊道波浪高度控制在0.2 mm以內(nèi), 焊道搭接量為30%~35%。 堆焊后, 按照API SPEC 5LD[10]標準要求對冶金復合管進行檢驗, 對堆焊層進行化學成分分析、 金相組織分析和性能測試, 堆焊層的化學成分見表4。
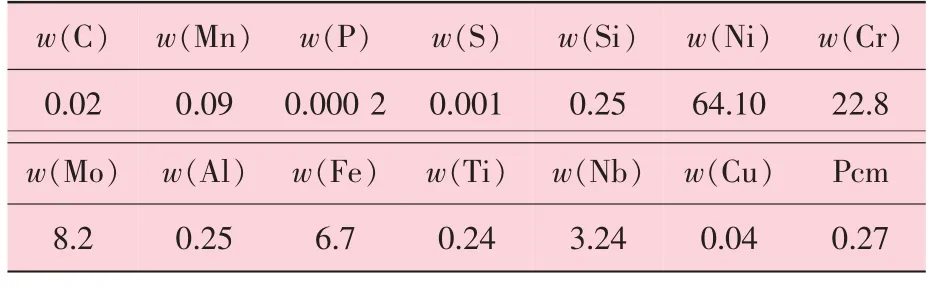
表4 UNS N06625 堆焊層的化學成分 %
堆焊后界面剪切強度平均值為325 MPa, 按照標準ASTM G48 A 法[11]進行點腐蝕試驗, 試驗結果無點蝕現(xiàn)象, 平均腐蝕速率為0.062 7 g/m2;按照標準ASTM G28 A 法[12]進行晶間腐蝕試驗,平均腐蝕速率為0.78 mm/a。
2 冶金復合鵝頸彎管制造工藝
2.1 熱煨彎制工藝
冶金復合鵝頸彎管熱煨彎制工藝參數(shù)見表5。在彎制前, 檢測加熱帶的溫度, 達到規(guī)定溫度后開始彎制, 考慮到回彈余量, 角度設置增加1°~3°; 彎制到預定角度后, 停止推動鋼管, 輔助冷卻過渡區(qū)。

表5 冶金復合鵝頸彎管熱煨彎制工藝參數(shù)
2.2 彎后熱處理工藝
熱煨彎制過程會導致材料組織發(fā)生相變, 為了得到較好的強韌性匹配, 熱煨彎制后需要對彎管進行調(diào)質(zhì)熱處理, 淬火工藝參數(shù)見表6, 回火工藝參數(shù)見表7。
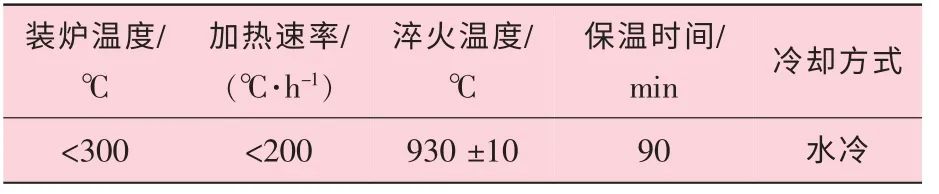
表6 冶金復合鵝頸彎管淬火工藝參數(shù)

表7 冶金復合鵝頸彎管回火工藝參數(shù)
3 性能檢測及結果
依據(jù)標準DNVGL-ST-F101、 ISO 15590-1 以及相關要求, 經(jīng)前期工藝試驗, 本次試制共20 根135°冶金復合鵝頸彎管, 依次進行尺寸和無損探傷檢測、 通規(guī)和靜水壓試驗, 同時對內(nèi)覆層進行了點腐蝕和晶間腐蝕試驗。 最后隨機抽取1 根彎管進行了拉伸試驗、 沖擊試驗、 全截面硬度試驗和金相試驗, 檢測位置為直線段、 過渡起始區(qū)、 過渡終止區(qū)、 外弧區(qū)和內(nèi)弧區(qū)。
3.1 力學性能
彎管不同位置力學性能檢測結果見表8。 由表8 可見, 彎管不同位置的強度均較好, 且數(shù)據(jù)穩(wěn)定; -29 ℃沖擊功為247~312 J, 滿足單個沖擊功≥38 J 的要求, 表明鵝頸管具有良好力學性能。
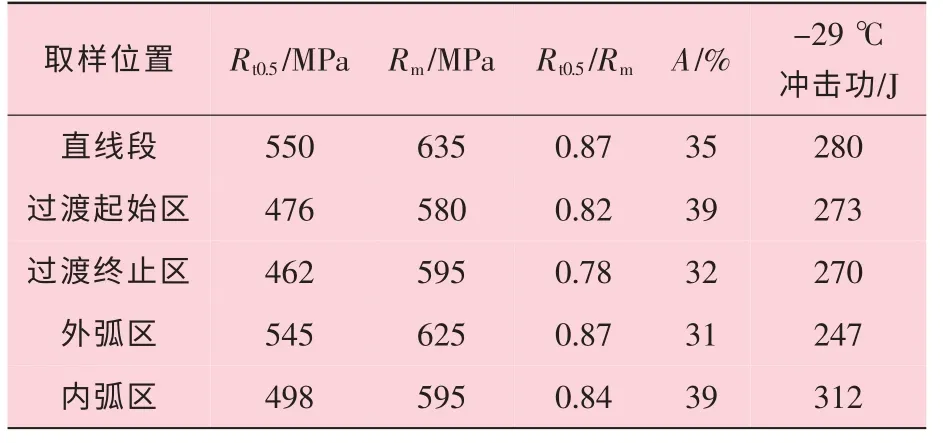
表8 冶金復合鵝頸彎管不同位置的力學性能
3.2 硬度檢測
對冶金復合鵝頸彎管壁厚全截面不同位置進行了硬度檢測, 不同位置全壁厚截面維氏硬度檢測結果見表9。 標準要求基材的硬度值≤270HV10,堆焊層的硬度值≤300HV10, 試驗結果表明各截面不同位置硬度均勻, 滿足標準要求。
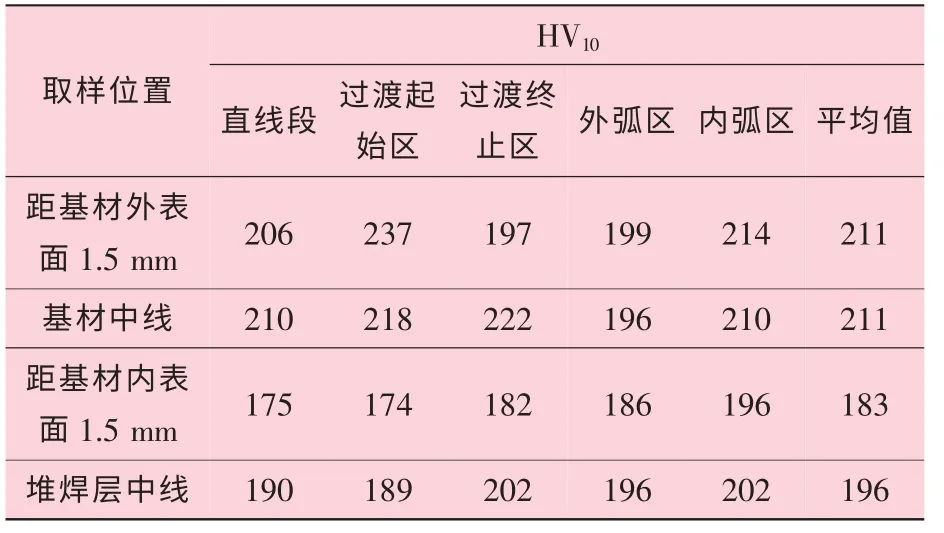
表9 冶金復合鵝頸彎管不同位置全截面硬度檢測結果
3.3 金相組織

圖1 冶金復合鵝頸彎管不同位置的金相組織形貌
彎管不同位置的金相組織形貌如圖1 所示。圖1 (a) 中直管段主要顯微組織為針狀及塊狀鐵素體+貝氏體, 晶粒度為7.5 級; 圖1 (b) 過渡起始區(qū)主要顯微組織為貝氏體, 晶粒度為7.5 級;圖1 (c) 過渡終止區(qū)主要顯微組織為塊狀鐵素體+貝氏體, 晶粒度為8.0 級; 圖1 (d) 外弧區(qū)主要顯微組織為鐵素體+珠光體+少量貝氏體,晶粒度為8.5 級; 圖1 (e) 內(nèi)弧區(qū)主要顯微組織為貝氏體, 晶粒度為7.0 級; 圖1 (f) 堆焊層主要顯微組織為枝晶狀粗大的奧氏體, 晶界無氮化物、 金屬間化合物和碳化物。 標準要求晶粒度≥7 級, 晶界基本不能存在碳化物、 氮化物和金屬間化合物。 結果表明試制的冶金復合鵝頸彎管的基材和堆焊層組織滿足標準要求。
3.4 尺寸檢測及結果
冶金復合鵝頸彎管尺寸的標準要求見表10。本次試制共計檢測了20 根彎管, 除彎曲半徑的偏差不在標準范圍內(nèi), 其余尺寸檢測均滿足標準的要求。 實測20 根彎管的彎曲半徑偏差為±20 mm, 原因分析為彎曲角度過大, 經(jīng)過工程項目的計算分析, 工程項目允許的彎曲半徑偏差為±30 mm, 因此試制彎管的彎曲半徑偏差量不影響工程應用, 尺寸精度滿足工程項目要求。
本次試制的冶金復合鵝頸彎管經(jīng)歷了淬火熱處理的高溫奧氏體化及快速冷卻過程, 形成的非平衡組織具有向穩(wěn)態(tài)轉化的趨勢, 回火熱處理工藝為這種轉變提供了熱力學條件, 因此獲得了良好力學性能和尺寸穩(wěn)定性的熱煨冶金復合彎管[13]。

表10 冶金復合鵝頸彎管的尺寸要求
3.5 無損檢測及結果
試制的20 根冶金復合鵝頸彎管分別進行了外觀檢測、 滲透檢測、 超聲檢測、 磁粉檢測和剩磁檢測。 無損檢測前, 先對彎管外表面進行噴砂處理, 內(nèi)表面進行酸洗處理。 其次對彎管內(nèi)、 外表面平滑無褶皺、 結疤、 劃痕和可見裂紋等缺陷進行了外觀檢測; 在進行滲透檢測時, 噴顯影劑后, 通過360°內(nèi)窺鏡進行觀察, 發(fā)現(xiàn)1 根彎管的內(nèi)覆層出現(xiàn)周向開裂缺陷 (如圖2 所示), 其余19 根彎管均合格, 追溯生產(chǎn)記錄, 該彎管出現(xiàn)內(nèi)覆層周向開裂缺陷是由堆焊過程引起, 與熱煨彎制工藝和彎后熱處理工藝無關; 超聲檢測包括全管體橫向裂紋檢查、 全管體分層檢查和管端分層檢查, 檢測的19 根彎管均合格; 對彎管全管體和端面進行了磁粉檢測, 檢測的19 根彎管均合格; 無損檢測后, 進行彎管管端剩磁檢測(測量精度為±0.1 GS), 檢測的19 根彎管管端剩磁均<10 GS, 滿足標準要求(<15 GS)。

圖2 冶金復合鵝頸彎管內(nèi)覆層裂紋缺陷
3.6 通規(guī)試驗及結果
按照ISO 15590-1 標準要求進行通規(guī)試驗,通規(guī)尺寸為: 外徑167.7 mm, 長度272 mm。 共進行了20 根彎管的通規(guī)試驗, 全部滿足標準和項目設計要求。
3.7 靜水壓試驗及結果
按照ISO 15590-1 標準要求進行靜水壓試驗,試驗前彎管兩端需要焊接水壓封頭, 靜水壓力38.22~38.72 MPa, 保壓15 min, 共進行了20 根彎管的靜水壓試驗, 未發(fā)現(xiàn)滲漏現(xiàn)象, 全部滿足標準和項目設計要求。
3.8 腐蝕試驗及結果
點蝕和晶間腐蝕是引起不銹鋼局部腐蝕的最本質(zhì)、 最重要也是危害最大的兩類腐蝕行為[14]。為了評估冶金復合鵝頸彎管堆焊層經(jīng)過高溫熱煨彎制及調(diào)質(zhì)熱處理后的耐蝕性能, 按照標準ASTM G48 A 法進行點腐蝕試驗, 測得腐蝕速率為0.061 7 g/m2, 遠小于工程項目要求的4 g/m2,試驗后在20 倍顯微鏡下未發(fā)現(xiàn)麻點或腐蝕坑, 表明堆焊層耐點蝕性能良好; 按照ASTM G28 A 法進行晶間腐蝕試驗, 測得腐蝕速率為0.86 mm/a,小于工程項目要求的1.2 mm/a, 表明堆焊層耐晶間腐蝕性能良好。
4 結 論
(1) 開發(fā)的135°冶金復合鵝頸彎管的理化性能優(yōu)良, 尺寸穩(wěn)定, 彎曲角度控制較好, 彎曲半徑雖未滿足標準要求, 但能夠滿足實際的工程項目應用需要。
(2) 無損檢測中有1 根彎管的內(nèi)覆層出現(xiàn)開裂現(xiàn)象, 導致該彎管報廢, 合格率為95%, 考慮135°冶金復合鵝頸彎管的生產(chǎn)制造難度大,該合格率基本符合工業(yè)生產(chǎn)制造預期合格率。
(3) 開發(fā)的海洋天然氣開發(fā)用135°冶金復合鵝頸彎管的熱煨彎制工藝和彎后熱處理工藝可靠, 性能滿足工程項目設計要求, 可實現(xiàn)國產(chǎn)化生產(chǎn)制造。
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
當代陜西(2019年8期)2019-05-09 02:22:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
專用汽車(2016年4期)2016-03-01 04:13:43