小直徑2205 雙相不銹鋼管對接焊接頭組織與性能研究*
2021-04-07 07:42:02李博鋒
焊管 2021年2期
李博鋒, 楊 光, 袁 寶, 王 亮
(1. 寶雞石油鋼管有限責任公司, 陜西 寶雞721008; 2. 國家石油天然氣管材工程技術研究中心,陜西 寶雞721008; 3. 大慶油田第六采油廠, 黑龍江 大慶163114)
2205 雙相不銹鋼管以其良好的力學性能、耐蝕性能以及可焊性, 被廣泛應用于化工、 海洋工程、 油氣輸送等領域[1-9]。 2205 雙相不銹鋼管道現場安裝過程中需要進行大量的對接焊作業,對接焊縫的質量是保證管道安全的關鍵。 然而,由于焊接過程是一個不均勻的加熱和冷卻的過程, 并且發生復雜的冶金反應和相變, 造成焊接接頭雙相比例組織控制難度增加, 同時對力學性能和耐蝕性能造成影響, 使焊接接頭成為整個管道結構中的薄弱環節。 本研究采用鎢極氬弧焊工藝對小直徑、 薄壁2205 雙相不銹鋼管進行了對接焊試驗, 并進行了焊接接頭的組織、 力學性能和耐蝕性能分析, 以期為2205 雙相不銹鋼管現場焊接作業提供數據參考。
1 試驗材料及方法
1.1 試驗材料
試驗母材為Φ31.8 mm×3 mm 的2205 雙相不銹鋼管, 焊接材料為Φ2 mm 的ER2209 雙相不銹鋼焊接專用焊絲, 保護氣體為氬氣。 焊絲和母材的化學成分及力學性能分別見表1、 表2。

表1 母材及焊絲化學成分

表2 母材及焊絲力學性能
1.2 試驗方法
焊接方法為手工鎢極氬弧焊, 使用的焊接電源為YC-500WX 型TIG 焊接電源。 焊前用角磨機將管口打磨成30°的單面V 形坡口, 坡口根部保留約1 mm 鈍邊, 管口組對間隙約2 mm, 組對前對管口內外各約20 mm 范圍進行打磨, 清除油污、 鐵銹等。 焊接前在鋼管內預先通入氬氣并用水溶紙封堵兩端管口。 由于所選2205 雙相不銹鋼管直徑小、 壁厚薄, 屬于小直徑管材對接, 其難點在于焊接時的熱積累現象對焊接接頭組織和性能的影響明顯。 對于規格為Φ38.1 mm×2.77 mm 的碳鋼連續油管對接焊時的熱積累現象研究表明,焊接區二次峰值溫度可達1138 ℃, 二次冷卻t8/5為6 s, 并且隨著徑厚比的減小熱積累更加明顯。本次焊接所用2205 雙相不銹鋼管徑厚比更小,因此其熱積累效應將更明顯, 焊后冷卻時間將更長[10-11]。 冷卻時間增加雖然在一定程度上有利于奧氏體相的轉變, 但使得有害析出物增加, 對焊接接頭的力學及耐蝕性能不利[12-13]。 對此, 焊接時采用小線能量多層焊的工藝, 分兩層進行焊接, 并控制焊接電流在60 A 左右, 焊接電壓11 V, 焊接速度45 mm/min, 層間溫度控制在150 ℃以內。焊接位置為5G 全位置焊, 保護氣體采用純度99.99%的氬氣, 保護氣流量為10~12 L/min。
焊后沿焊縫橫向截取金相試樣, 經磨制拋光后采用濃度為30%的KOH 溶液電解腐蝕后, 采用Leica DMI5000M 金相顯微鏡觀察其組織形貌, 并采用Durascan 70 硬度計進行硬度測試。 采用MRIE-F1429 萬能試驗機進行整管拉伸試驗, 試驗時焊縫位于試樣中心, 試驗依據GB/T 228.1 《金屬材料拉伸試驗第1 部分 室溫試驗方法》。 焊接接頭取橫向彎曲試樣, 按照GB/T 232 《金屬材料彎曲試驗方法》, 在WE-30B 液壓萬能試驗機上進行彎曲試驗。 采用HY-MLK-7K-W 型靜水壓爆破試驗系統對焊接接頭進行抗內壓爆破試驗。 爆破試樣有效長度為2.5 m, 壓力介質為水, 試驗時焊縫位于試樣中心。 以焊縫為中心線, 垂直于焊縫截取80 mm×20 mm×3 mm 晶間腐蝕試樣, 按照GB/T 4334—2008 《金屬和合金的腐蝕不銹鋼晶間腐蝕試驗方法》, 將100 g 分析純CuSO4·5H2O溶解在700 mL 蒸餾水中, 再加100 mL 濃H2SO4,然后加入蒸餾水稀釋到1 000 mL; 再將試樣完全浸沒于酸性硫酸銅溶液中, 加入5 g 銅屑(純度不小于99.5%), 煮沸溶液并持續24 h 后, 用蒸餾水沖洗試樣表面并用熱風吹干, 隨后將試樣彎曲180°用放大鏡觀察試樣表面。 以焊縫為中心,垂直于焊縫橫向截取35 mm×20 mm×2 mm 點蝕試樣, 按照ASTM A923 C 法在室溫下對試樣稱重,并將其放置在pH=1.3 的6%FeCl3溶液中浸泡24 h,試驗溫度為 (22±1) ℃, 隨后取出試樣, 用去離子水沖洗, 在流水下用尼龍軟毛刷擦洗, 然后在酒精中浸泡并干燥、 稱重。
2 試驗結果與分析
2.1 焊接接頭組織觀察
2205 不銹鋼管焊接接頭金相組織如圖1 所示。 焊接過程中焊縫以單相鐵素體凝固結晶,并在隨后的冷卻過程中, 隨著溫度降低發生鐵素體到奧氏體組織的轉變。 但焊接過程是一個速度較快的不平衡過程, 因此導致鐵素體到奧氏體組織轉變不平衡。 為了保證焊縫金屬中有足夠的奧氏體相, 所選ER2209 焊絲的鎳含量高于母材約3%, 利用鎳元素促進焊縫組織中鐵素體向奧氏體的轉變, 以達到焊縫組織雙相比例平衡的目的[14]。 由圖1 (a) 可以看出, 焊縫組織中奧氏體相以條狀、 島狀或塊狀分布于鐵素體基體上。
圖1 (b) 為熱影響區組織, 在焊接熱循環過程中熱影響區隨著加熱溫度的升高奧氏體相開始轉變成鐵素體, 鐵素體相形態由原來沿軋制方向分布的板條狀逐漸變短加寬, 當加熱溫度達1 300 ℃時, 條狀的奧氏體相完全消失, 所形成的鐵素體相呈等軸狀。 在隨后的冷卻過程中, 奧氏體相首先沿鐵素體晶界以條狀形態重新析出, 并向鐵素體晶內生長, 隨后以塊狀或片狀分布, 鐵素體相發生明顯長大, 呈等軸狀。 熱影響區組織形貌與圖1 (c) 母材中的鐵素體相呈板條狀沿軋制方向分布, 奧氏體相呈條狀分布在鐵素體基體中的形態特征相比發生了明顯的改變。
焊接接頭中雙相比例是衡量焊接質量最主要的指標之一, 理想的雙相不銹鋼組織應為鐵素體和奧氏體各占50%, 實際上每種相的含量在30%~60%都屬于正常[15]。 為了精確測定接頭組織中的相比例, 采用網格記點法測定焊接接頭中各相的含量, 其中焊縫中奧氏體比例約為42%, 熱影響區中奧氏體為35%, 母材中奧氏體比例接近50%。
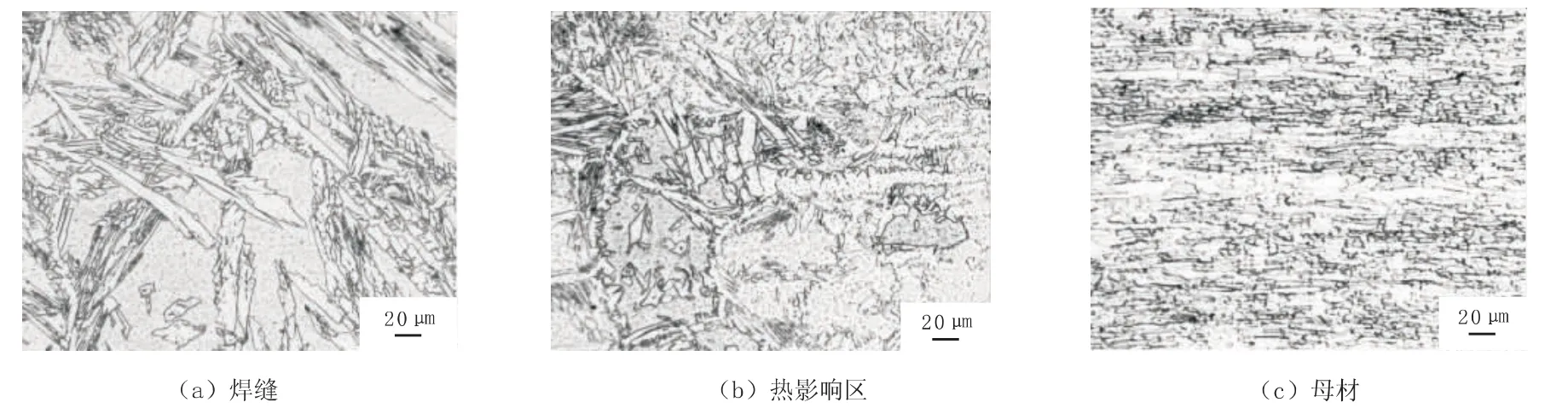
圖1 2205 不銹鋼管焊接接頭金相組織
2.2 硬度測試
表3 為焊接接頭各部位硬度測試結果, 從檢測結果可以看出, 焊縫、 熱影響區及母材硬度值較為接近, 對于雙相不銹鋼其焊接接頭硬度與組織中相比例有很大關系, 一般情況下鐵素體相較奧氏體相硬度高一些, 焊接接頭硬度分布均勻也說明各區域組織中雙相比例控制較為合理。

表3 2205 不銹鋼管焊接接頭硬度測試結果(HV1.0)
2.3 拉伸及彎曲試驗
表4 為焊接接頭拉伸試驗結果, 所測焊接接頭屈服強度及抗拉強度均高于管體母材, 且拉伸斷口位于熱影響區。
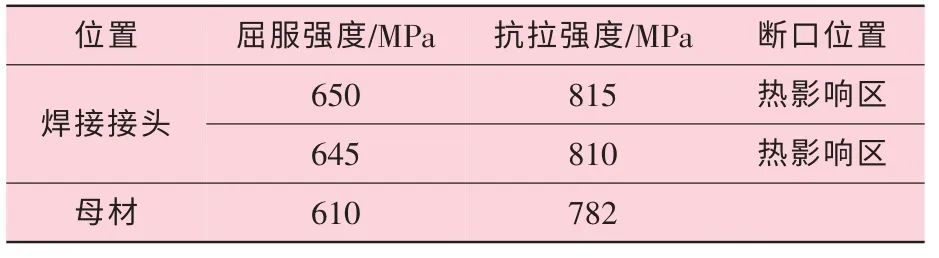
表4 2205 不銹鋼管拉伸試驗結果
表5 為焊接接頭彎曲試驗結果, 經彎曲至180°后, 焊接接頭橫向面彎和背彎試樣受拉面焊縫及熱影響區均未產生裂紋或開裂, 表明接頭抗彎能力強, 塑性良好。
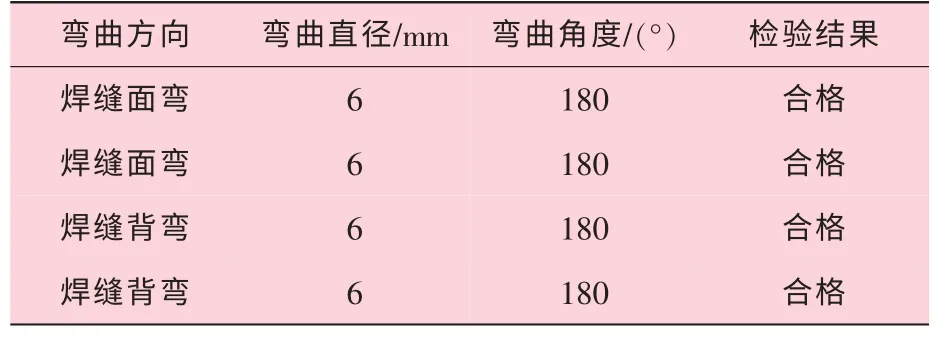
表5 2205 不銹鋼管彎曲試驗結果
2.4 抗內壓試驗
圖2 為爆破試驗壓力曲線, 靜水壓爆破試驗結果表明, 試樣爆破壓力為175.8 MPa。 爆口位于遠離環焊縫的母材處, 焊接接頭表現出較好的抗內壓性能。 試驗前后分別對焊縫及兩側熔合線直徑進行測量, 測量結果見表6, 從直徑測量結果對比可看出在爆破試驗后焊接接頭直徑明顯增大, 相對試驗前增幅為3.4%~5.9%,這說明在該內壓下焊接接頭發生了明顯的屈服現象。
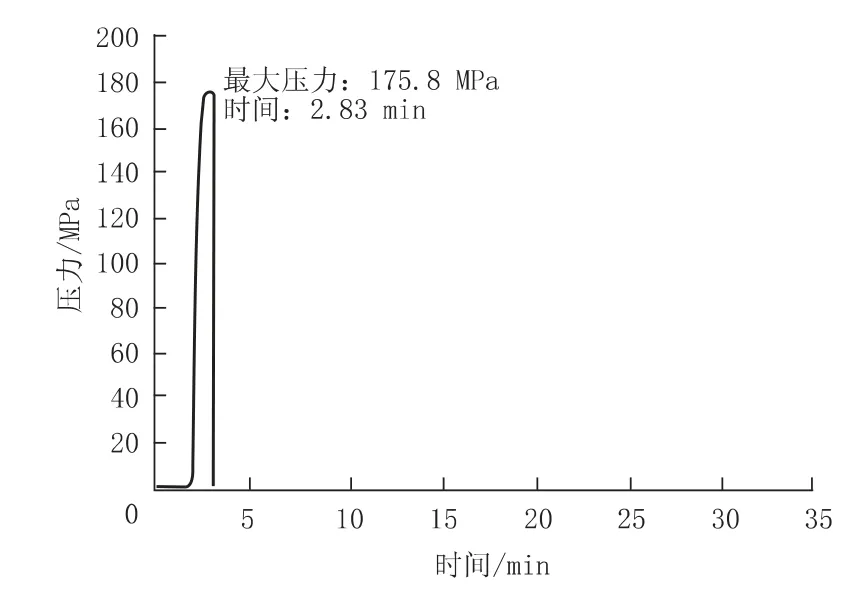
圖2 2205 不銹鋼管爆破試驗曲線

表6 爆破試驗前后焊接接頭直徑測量結果
2.5 晶間腐蝕試驗
晶間腐蝕是金屬材料的晶粒邊界在特定的腐蝕介質中受到腐蝕, 使晶粒之間喪失結合力的一種局部破壞現象, 是敏化不銹鋼的主要失效形式。 產生晶間腐蝕的雙相不銹鋼, 當受到應力作用時, 即會沿晶界斷裂、 強度幾乎完全消失, 這是雙相不銹鋼的一種最危險的破壞形式。 按照GB/T 4334—2008 對焊接接頭進行晶間腐蝕試驗, 試驗后采用10 倍放大鏡觀察試樣彎曲部位焊縫及熱影響區均未發現裂紋。 說明焊接接頭抗晶間腐蝕能力較強, 這與焊接接頭組織中合理的鐵素體相和奧氏體相比例和分布以及焊接過程析出物控制較好有關。
2.6 點蝕試驗
點蝕試驗后試樣外表面未發現腐蝕坑。 根據公式計算試樣腐蝕速率見表7, 試樣最大腐蝕速率為7.998 mdd, 平均腐蝕速率為7.623 mdd, 滿足ASTM A923 標準C 法中的要求(<10 mdd)。 雙相不銹鋼的耐點蝕性能在很大程度上取決于雙相的比例, 要求焊縫區和熱影響區的鐵素體含量控制在30%~60%, 在此范圍內鐵素體與奧氏體含量的比值越接近1, 耐點蝕性能越好。
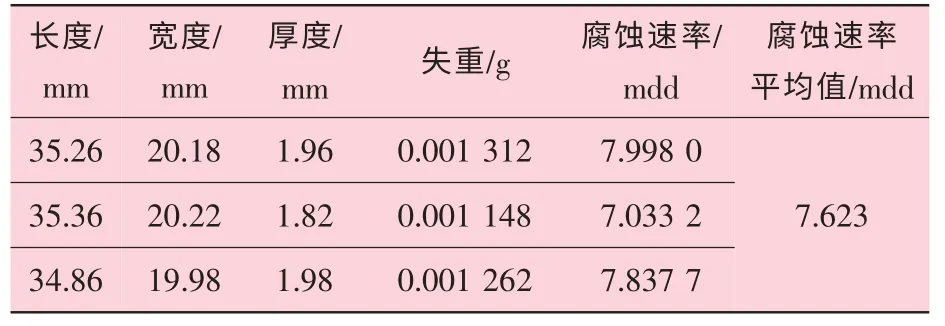
表7 2205 不銹鋼管焊接接頭點蝕試驗結果
3 結 論
(1) 小直徑2205 雙相不銹鋼管對接焊接頭焊縫組織中奧氏體相約為42%, 以條狀、 島狀或塊狀分布于鐵素體基體上, 熱影響區中奧氏體比例約為35%, 以塊狀或片狀分布于鐵素體周圍, 并且鐵素體發生明顯長大, 呈等軸狀。
(2) 焊接接頭硬度分布均勻, 具有良好的強度、 塑性和抗內壓等力學性能。 焊接接頭抗晶間腐蝕性能滿足GB/T 4334—2008 要求, 焊接接頭點蝕試驗后試樣表面沒有點蝕坑, 腐蝕速率平均值為7.623 mdd, 滿足ASTM A923 標準中C 法的規定。
(3) 進行小直徑2205 雙相不銹鋼管對接焊時, 采用小線能量、 多層焊的工藝能夠獲得合理的雙相組織比例, 并能夠有效控制有害析出物的析出, 進而確保焊接接頭良好的力學性能和耐蝕性。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
制造技術與機床(2018年12期)2018-12-23 02:40:58
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
制造業自動化(2017年2期)2017-03-20 14:26:13
石油化工建設(2016年4期)2016-02-27 15:03:16