大壁厚焊管預熱四絲埋弧焊工藝研究
2021-04-07 07:42:02楊瑋瑋趙與越侯樹林
焊管 2021年2期
趙 波, 王 濤, 楊瑋瑋, 趙與越, 侯樹林, 孫 奇
(1. 中國石油集團渤海石油裝備制造有限公司, 河北 青縣062658;2. 中國石油技術開發公司, 北京100009)
目前, 油氣輸送用管線管焊接生產所使用的最主要焊接工藝方法為多絲埋弧焊, 由于常規多絲埋弧焊焊接線能量大及熔池過熱度大, 容易導致焊縫和粗晶區晶粒粗化、 低溫沖擊韌性降低。另外, 隨著近些年大輸量、 大直徑、 高鋼級、 大壁厚油氣焊管的設計及大批量生產應用, 高鋼級、 大壁厚成為一個新的發展趨勢, 常規多絲埋弧焊工藝呈現出焊接速度逐漸降低、 焊接線能量逐漸增大的趨勢。 對于焊管制造企業, 首先要保證焊管焊接接頭的各項力學性能, 另一方面也需要考慮提高焊接生產效率、 降低焊接生產成本的問題。 為了提高大壁厚焊管焊接速度, 改善焊縫及熱影響區的組織性能, 本研究采用熔敷速度快、 焊接線能量較低的大干伸長預熱焊絲多絲埋弧焊接工藝進行了焊接試驗研究。
1 預熱焊絲埋弧焊原理
預熱焊絲埋弧焊是通過加大焊絲干伸長, 利用焊接電流在大干伸長焊絲中產生的電阻熱將焊絲加熱到較高溫度, 對焊絲預熱, 然后再將焊絲送入電弧區域, 從而提高單位電流焊絲熔化速度的焊接方法, 其原理如圖1 所示。 該工藝不需要附加焊絲預熱電源, 只需要對原有的埋弧焊槍進行改造, 將焊絲干伸長從正常工藝約25~35 mm增大到60~120 mm, 就可實現大干伸長埋弧焊工藝。
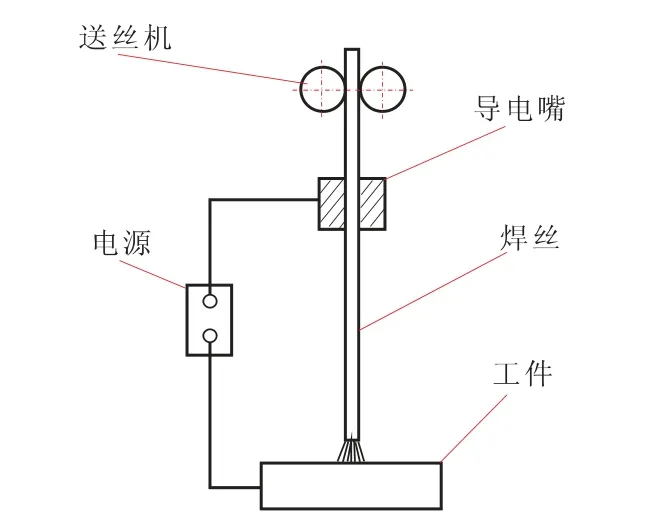
圖1 焊絲大干伸長埋弧焊工藝原理示意圖
根據楞次焦耳定律, 當焊接電流通過焊絲時, 焊絲上產生的電阻熱為

式中: Q——通電長度焊絲產生的電阻熱, J;
I——焊接電流, A;
R——焊絲的電阻, Ω;
ρ——電阻率, Ω·mm;
L——焊絲通電長度, mm;
A——焊絲通電截面積, mm2;
t——通電時間。
從公式 (1) 可以看出, 增加焊絲通電長度即干伸長, 可以增大焊絲電阻熱。 當焊絲干伸長大幅度增加后, 焊接電流在焊絲上產生的電阻熱會顯著增加, 這部分電阻熱使焊絲得到充分預熱, 提高單位電流焊絲熔化量, 加快焊絲熔化速度。
2 預熱焊絲埋弧焊工藝特點
普通埋弧焊的能量來源主要是焊接電源提供的電能轉換成的電弧熱能, 其熱量的分配大致是焊絲得到28%, 母材得到54%, 焊劑得到18%。 當焊接電流通過大干伸長的焊絲時,由于導電嘴伸出部分焊絲電阻顯著加大, 產生較大電壓降, 而且焊接電流越大, 電壓降越大, 電壓降通常達到2~7 V。 因此, 可以產生很顯著的電阻熱, 焊絲上的電阻熱占焊接回路提供電能的l2%~18%, 電阻熱幾乎都是用于加熱焊絲的, 這時焊接回路的電能產生的熱量在焊絲、 焊劑、 母材的分配就發生了變化。 焊絲獲得熱能顯著增加, 母材獲得到的熱能則會減少。
為了驗證大干伸長預熱焊絲焊接工藝焊絲熔化速度的實際效果, 本研究采用Φ4 mm 焊絲30 mm 正常干伸長和120 mm 大干伸長進行500~900 A 系列交流焊接電流—焊絲熔化速度對比統計試驗, 試驗數據見表1 和表2。 由表1 可以看出, Φ4 mm 焊絲30 mm 干伸長的單位電流焊絲熔化速度平均為0.21 g/A·min; 由表2 可以看出, Φ4 mm 焊絲120 mm 干伸長的單位電流焊絲熔化速度平均為0.38 g/A·min。 經過數據統計對比計算, Φ4 mm 焊絲120 mm 干伸長的單位電流焊絲熔化速度平均比30 mm 干伸長提高了81%。 因此可以看出, 大干伸長焊接工藝具有高熔化速度、 低焊接線能量的工藝特點。
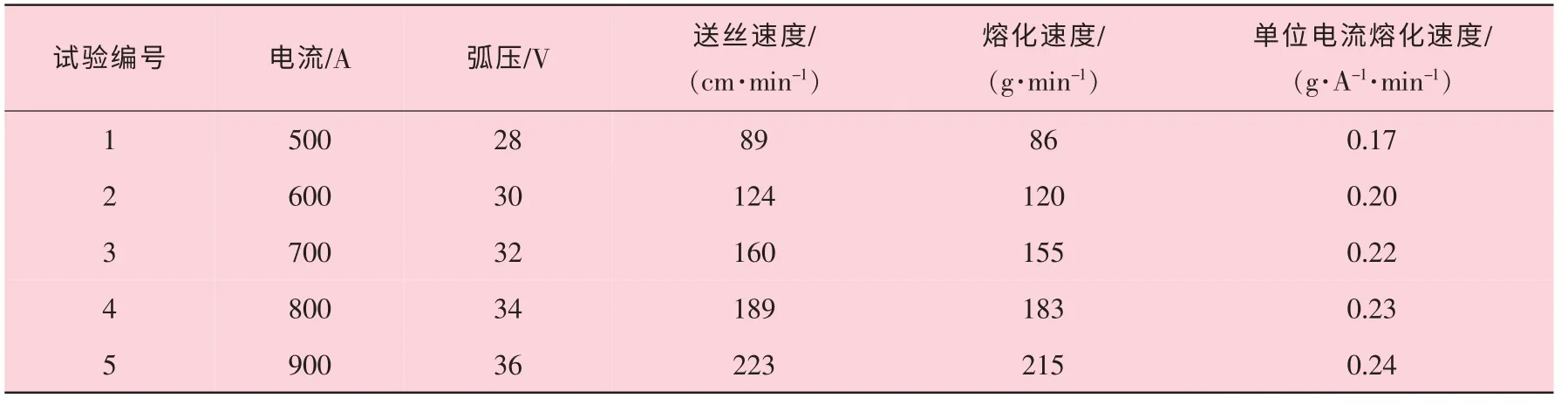
表1 Φ4 mm 焊絲30 mm 干伸長埋弧焊接參數及熔化速度

表2 Φ4 mm 焊絲120 mm 大干伸長埋弧焊接參數及熔化速度
3 預熱四絲埋弧焊對比試驗
經過前期試驗發現, 在同樣焊接電流條件下, 大干伸長預熱焊絲埋弧焊接工藝具有焊絲熔化量大、 熔深偏小的特點。 所以在厚壁鋼板多絲埋弧焊試驗中, 為了保證熔深, 1#焊絲仍然采用Φ4 mm 規格30 mm 正常干伸長、 大電流、 低電壓的常規焊接參數, 2#~4#焊絲采用120 mm 大干伸長預熱焊絲工藝, 如圖2 所示。

圖2 大干伸長預熱四絲埋弧焊照片
為了驗證大干伸長預熱焊絲焊接工藝在直縫焊管多絲埋弧焊中應用的實際效果, 設計了X80鋼級、 38.5 mm 壁厚焊接試板的Φ4 mm 焊絲30 mm 正常干伸長和大干伸長預熱焊絲四絲埋弧焊接工藝對比試驗。 本研究兩種焊接工藝采用相同成分的某鋼廠38.5 mm 壁厚的鋼板母材、 H08C焊絲、 SJ102 焊劑和相同的坡口形狀和尺寸。 焊后分別對兩種焊接工藝的試板進行了X 光拍片和超聲波手探, 均未發現缺陷。 其中, 鋼板母材的化學成分見表3, 常規四絲埋弧焊工藝參數和焊縫熔敷金屬成分見表4、 表5; 大干伸長預熱四絲埋弧焊工藝參數和焊縫熔敷金屬成分見表6、 表7。 兩種焊接工藝形成的焊縫宏觀形貌如圖3 所示。
由表4、 表6 可以看出, X80 鋼級38.5 mm壁厚試板采用焊絲大干伸長焊接工藝后, 內、 外焊速度分別比常規四絲焊提高61.1%和64.7%,內、 外焊縫焊接線能量分別降低到常規四絲焊的70.4%和79.3%。
從圖3 焊縫宏觀金相對比可以明顯看出, 大干伸長預熱四絲埋弧焊工藝中母材的熔化量明顯減少, 焊縫熔合比顯著降低, 熱影響區寬度相對減小。

表3 X80 鋼母材化學成分 %

表4 X80 鋼級38.5 mm 壁厚試板常規四絲埋弧焊接工藝參數

表5 常規四絲焊縫熔敷金屬化學成分 %

表6 X80 鋼級38.5 mm 壁厚試板大干伸長四絲埋弧焊接工藝參數

表7 預熱四絲焊縫熔敷金屬化學成分 %
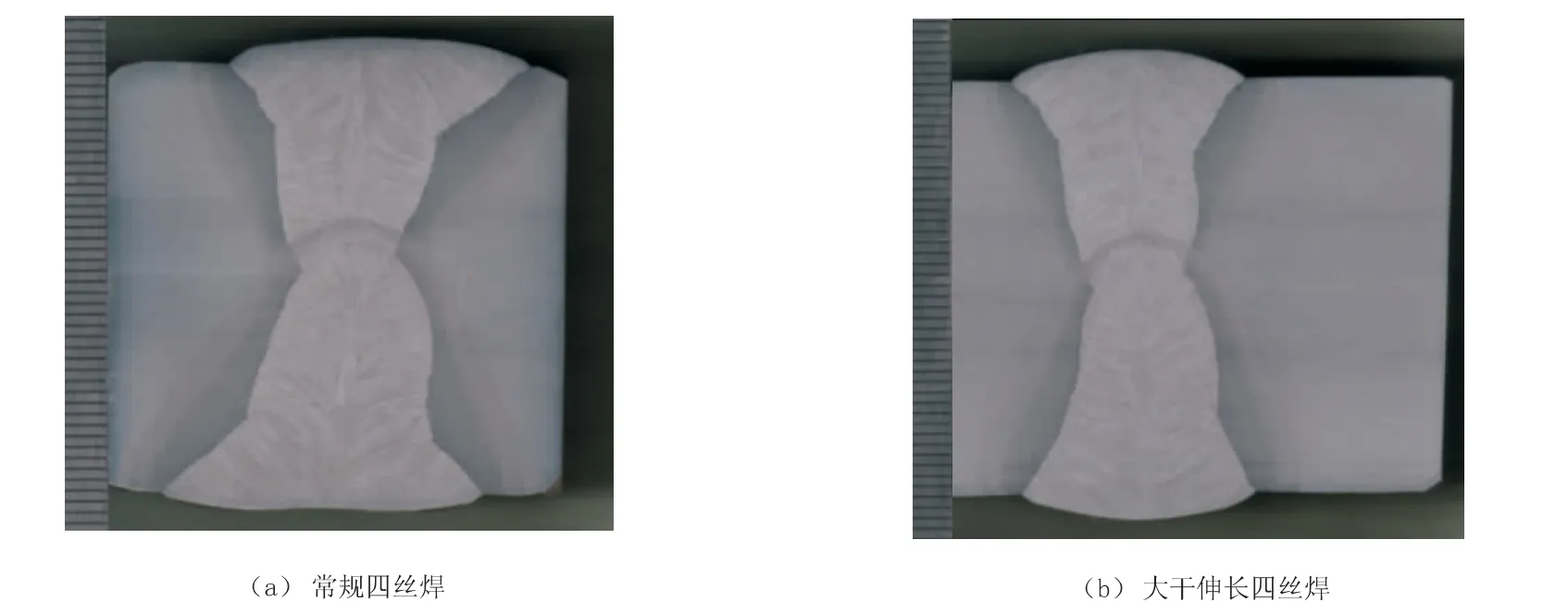
圖3 兩種焊接工藝焊縫宏觀形貌
從兩種焊接工藝的焊接試板上分別取金相試樣, 利用金相顯微鏡對焊縫和熱影響區組織進行了對比, 對比結果如圖4 所示。 從圖4 可以看出, 預熱四絲埋弧焊工藝與常規四絲埋弧焊工藝的焊縫和熱影響區粗晶區的金相組織差別不大。
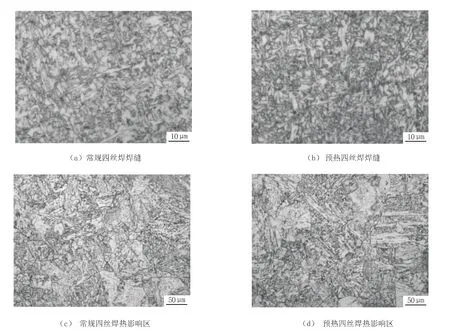
圖4 兩種焊接工藝焊縫及熱影響區金相組織
按照API SPEC 5L 《管線鋼管規范》 進行了焊接接頭拉伸試驗和夏比沖擊試驗。 表8 為兩種焊接工藝焊縫、 熱影響區的沖擊韌性和焊接接頭抗拉強度對比結果。 《西氣東輸四線天然氣管道工程技術規范 第4 部分: X80 級直縫埋弧焊管技術條件》 中規定的焊縫及熱影響區-10 ℃夏比沖擊韌性單值≥60 J、 均值≥80 J。 從表8 數據可以看出, 在-10 ℃沖擊對比試驗中, 預熱四絲埋弧焊工藝的內焊縫、 重疊區、 外焊縫的沖擊功平均值分別為162 J、 155 J 和130 J, 內焊縫、 重疊區、 外焊縫沖擊功平均值分別為217 J、 311 J和285 J, 焊接接頭抗拉強度為675 MPa; 常規四絲埋弧焊工藝的內焊縫、 重疊區、 外焊縫沖擊功平均值分別為165 J、 147 J 和179 J, 內焊縫、 重疊區、 外焊縫沖擊功平均值分別為322 J、 368 J 和362 J, 焊接接頭抗拉強度為690 MPa。 整體來看, 兩種工藝的焊縫沖擊功平均值、 焊接接頭抗拉強度都很接近, 但是預熱四絲埋弧焊工藝的熱影響區沖擊功平均值明顯低于常規四絲埋弧焊工藝。 分析認為主要是因為預熱四絲埋弧焊工藝的焊接線能量比常規四絲埋弧焊工藝降低了14%~20%, 雖然其熱影響區晶粒有所細化, 理論上其熱影響區沖擊性能應該優于常規四絲埋弧焊工藝, 但是其熔合線斜率顯著大于常規四絲埋弧焊工藝, 并且現有的沖擊試驗取樣方法會影響熱影響區的沖擊數據。 建議通過依次適當加大預熱四絲埋弧焊工藝中2#~4#焊絲的焊接電壓, 調整焊縫熔合線的斜率, 適當改善該工藝的焊縫熱影響區沖擊韌性。

表8 低溫沖擊韌性和抗拉強度對比結果
4 結束語
在本次X80 鋼級38.5 mm 壁厚管線鋼板的焊接對比試驗中, 大干伸長預熱四絲埋弧焊工藝比常規四絲埋弧焊工藝的焊接速度提高了60%~65%。 常規四絲埋弧焊工藝焊縫、 熱影響區-10 ℃沖擊功平均值分別為163 J 和350 J; 預熱四絲埋弧焊工藝焊縫、 熱影響區-10 ℃沖擊功平均值分別為149 J、 271 J, 比常規四絲埋弧焊工藝分別降低了14 J 和79 J, 但遠遠優于 《西氣東輸四線天然氣管道工程技術規范 第4 部分:X80 級直縫埋弧焊管技術條件》 中的要求(焊縫及熱影響區-10 ℃夏比沖擊韌性單值≥60 J、 均值≥80 J), 兩種焊接工藝的焊接接頭抗拉強度基本相當。 根據本次焊接對比試驗數據來看, 初步認為大干伸長預熱四絲埋弧焊工藝可以滿足相關焊管技術條件中產品的力學性能指標。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24