基于機器視覺檢測精細霧化噴頭的裝置
2021-04-06 05:17:50金學民
紡織器材 2021年1期
金學民
(上海鋆雪自動化有限公司,上海 201108)
高壓微霧加濕器利用高壓柱塞泵將純水或者經過精密過濾的軟化水壓力提高到4 MPa~7 MPa,之后再經過精細霧化噴頭將其霧化,產生0.5 μm~15.0 μm的微霧顆粒,從空氣中吸收熱量完成汽化并擴散,達到加濕車間空氣并降溫的目的。其中霧化噴頭是噴霧設備中比較關鍵的零件,決定了水霧化的效果。霧化噴頭的主體一般用銅制造,產品數量很大,以往行業里都采用人工抽檢的方法來判定批次產品的好壞。一方面,檢測工人眼睛易疲勞,抽檢判斷無法保證出廠產品全數合格,會給客戶帶來較差的體驗;另一方面,如果人工全數檢驗,又存在成本太高的問題。
1 精細霧化噴頭結構
精細霧化噴頭分為燃油精細霧化噴頭、水高壓精細霧化噴頭(高壓霧化噴頭)、水低壓精細霧化噴頭(低壓霧化噴頭)等。圖1為水精細霧化噴頭結構,當1 kg~200 kg的水從下方孔中進入銅體,經過導流體形成旋轉的水流向上經過微小孔噴出后,即可形成圓錐發散的水霧。精細霧化噴頭最重要的參數是噴霧圓錐的錐角,它決定著霧化的效果。
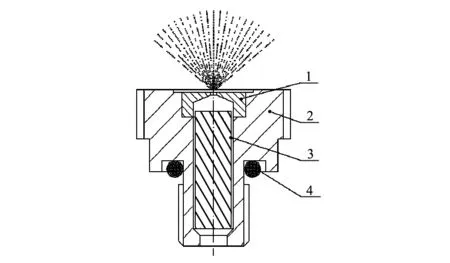
1—噴片;2—銅體;3—導流體;4—密封圈。
2 檢測方法
2.1 傳感器方法
精細霧化噴頭噴出的水霧產生的壓力非常小,用測量液體壓力的傳感器檢測則靈敏度不夠,而測量小壓力的氣體壓力傳感器多數都不適合檢測潮濕的水霧,因此壓力傳感器不適用于檢測精細霧化噴頭噴霧圓錐的錐角。
以直徑為18 mm的電容式接近開關傳感器進行試驗,因水霧的霧滴很小,少量霧滴噴在電容式接近開關的感知面上,電容量無明顯變化,無法觸發電容式接近開關使它發出信號,只有當很多水霧在電容式接近開關的感知面上聚集成水滴后,才能觸發并發出信號。此方法檢測每個精細霧化噴頭時,需經歷較長的等待時間,檢測效率低下。
2.2 機器視覺方法
機器視覺系統包括鏡頭、圖像傳感器(CCD,CMOS圖像攝取裝置)、光源、計算機、圖像處理與分析、視覺系統控制單元[1]。相較傳統人工檢測的測量快速、準確,可大幅降低工人勞動強度,能夠實現高效生產和自動化。使用機器視覺檢測方法可以實現精細霧化噴頭出廠前的全數檢驗,避免抽檢帶來的不合格品出廠。同時,機器視覺檢測也是人工智能快速發展的一個分支,采用這種方式升級傳統制造業也是近年來國家大力提倡的。
2.2.1 鏡頭選擇
霧化噴頭檢測時要噴出大量的霧氣,設備在高潮濕環境下工作,對機器視覺系統的選擇帶來了一定難度。要求視覺系統的鏡頭到噴霧口的距離不小于300 mm,且要放在霧化噴頭的上方,最大程度地減少霧氣對鏡頭的影響。
為了降低機器視覺系統的成本,選用業內常用的300萬像素定焦鏡頭,確定視野范圍約為40 mm,靶面為17 mm,可以為圖像處理與分析提供高清晰的圖片。檢測設備采用靜止取相的方法拍照,使用12.7 mm面陣相機,為了與鏡頭的清晰度相適應,宜選用百萬像素以上的逐行掃描相機。
2.2.2 光源選擇
由于檢測設備是在高潮濕環境下工作的,市面上絕大多數機器視覺成品光源都不適合,可使用綜合性價比較高的防潮LED光源。機器視覺系統中照明最重要的任務是使需要被觀察的圖像特征與被忽略的圖像特征間產生最大的對比度,即要被分析的特征與其周圍的背景區域間要有足夠的灰度梯度,從而易于特征區分,否則會導致閾值選擇困難。但噴頭噴出的霧氣呈現半透明狀態,與空氣間無十分明確的邊界,給構建照明環境帶來了一定的挑戰。
為了增加圖像的對比度,在水霧的下面放置一塊攝影黑色植絨吸光布,如圖2所示。剛開始的時候效果很好,但當吸光布吸滿水后,水的反光使相機取得的照片無法區分水霧區域。之后,取消黑色植絨吸光布,讓水霧以下部分長距離透空、無任何物體遮擋,解決了這個問題。
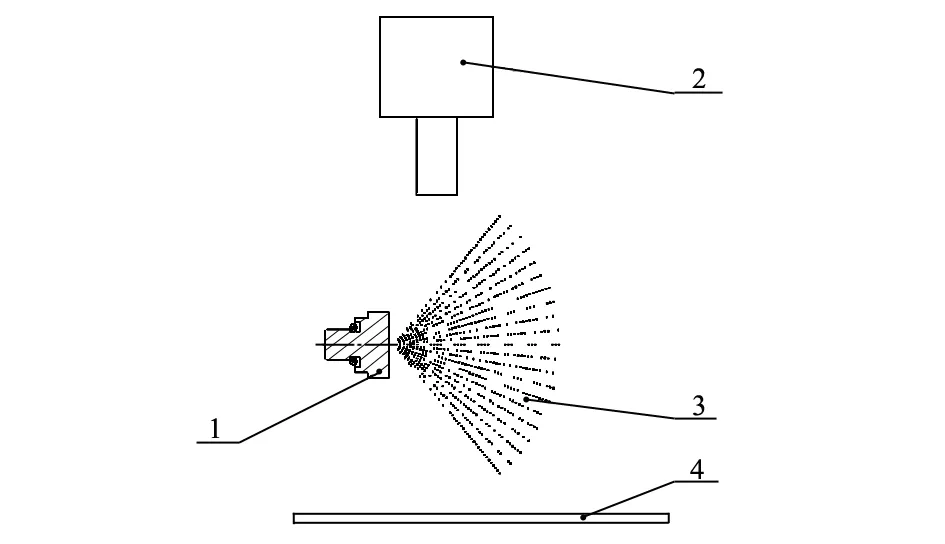
1—霧化噴頭;2—相機;3—細霧;4—黑色植絨吸光布。
由于水霧從噴口噴出以后濃度逐步遞減,要計算水霧的邊緣,只能在噴口附近水霧濃度比較高的區域取像分析噴霧圓錐的錐角,所以光源要照亮的地方是噴霧口附近區域。筆者嘗試用點光源照明,發現照明面積太小,不足以將噴霧口附近的區域全部照亮;但照明面積太大,超出噴霧區域的光會將周圍的物體照亮,導致圖像里面的霧氣部分與周圍物體難以分辨。因此,選用小面積的LED防水燈來做照明光源,其功率宜為0.5 W~4.0 W,太大則光線會穿過半透明的霧氣照亮周圍物體,會造成圖像里面霧氣部分難與周圍物體區分的情況。
2.2.3 照明布局
為了自動化檢測設備布局靈活多變,未采用市面上常見的、光源軸心線垂直于霧氣噴射軸線的照明方式,對于不十分濃厚的霧氣(水低壓精細霧化噴頭),可選用2個LED光源平行于霧氣兩邊邊緣的方式照明,避免阻擋造成噴出霧氣回流而影響照片清晰度的問題;對于非常濃厚的霧氣(水高壓精細霧化噴頭),可用1個LED光源放置在霧氣噴射軸線上的方式進行照明。試驗表明,這兩種照明方法都能得到比較好的圖像,給后面的圖像處理與分析奠定了基礎。為減少其它光線的干擾,在檢測設備的周圍做了一個半封閉的不銹鋼柜子進行遮擋,避免了其它干擾光線對圖像的不利影響。
計算機對取得的圖像采取2種處理方法判斷產品是否合格。一種方法是通過取得水霧兩側明亮的邊界,計算兩邊明亮邊界線的夾角度數進行判斷;另一種方法是將合格品與各種類型的廢品進行分類,并積累足夠多的產品圖片樣本給計算機,讓計算機通過機器學習的人工智能方法獲得對各種類型產品的判斷能力,進而完成大量出廠產品的檢測。
3 檢測裝置密封結構設計
精細霧化噴頭用螺紋連接在管接頭上并壓緊密封圈實現對液體密封,所以現有霧化噴頭檢測設備也采取相同方式連接,之后通入高壓液體檢測噴霧圓錐的錐角大小。這使每個霧化噴頭檢測時都要經過螺紋擰上管座、加壓檢測完成后再擰下的過程,拆裝用時長、檢測效率低。因此,技術人員在檢測設備中設計了類似快速接頭的結構方式來實現密封。
精細霧化噴頭檢測裝置密封結構見圖3[2],其中A區域上方是相機、下方全部透空。霧化噴頭置于擋板與帶有進液口的頂桿之間,頂桿向前加壓將密封圈和噴頭頂在擋板上完成密封。因為采用光源光線與霧氣軸線小于80°的照明方式,將噴霧檢測設備放置光源的位置讓給擋板,使此設備可以用頂壓的方式快速完成密封,節省了霧化噴頭擰上去、檢測完成再擰下來的時間,大大加快了檢測速度,提高了檢測效率。在拍照范圍內的擋板等機械零件用黑色材料制造,可提高相片中水霧與周圍物體的對比度,更有利于機器視覺的圖像處理與分析。
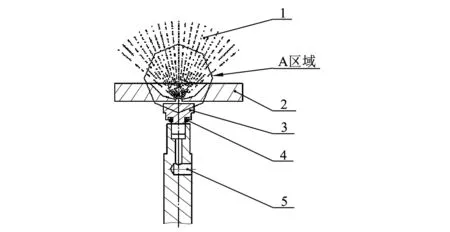
1—精細霧;2—擋板;3—霧化噴頭;4—密封圈;5—進液口。
4 檢測裝置使用效果
精細霧化噴頭檢測裝置視覺顯示界面如圖4所示。用上述機器視覺方法和機械結構,結合自動上料裝置、計算機圖像處理與分析單元和PLC控制的霧化噴頭不合格品自動剔除單元,制造的全自動霧化噴頭檢測裝置,經過幾年的使用取得了良好的效果。單位時間內檢測的產品數量是人工檢測的2~3倍,且出廠產品全部合格,大幅降低了工人的勞動強度。
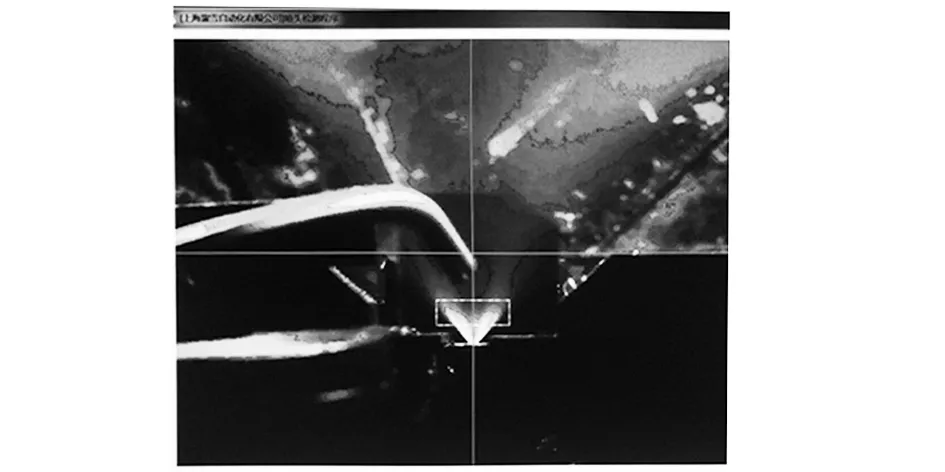
圖4 精細霧化噴頭檢測裝置視覺顯示界面
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
兒童故事畫報(2019年5期)2019-05-26 14:26:14
意林原創版(2016年10期)2016-11-25 10:28:30
海峽科技與產業(2016年3期)2016-05-17 04:32:12
Coco薇(2016年2期)2016-03-22 02:42:52
Coco薇(2015年1期)2015-08-13 02:47:34
